You might also like
- HackSpace - June 2021Document116 pagesHackSpace - June 2021Somnath100% (1)
- Drive Design ManualDocument64 pagesDrive Design ManualAjay ChughNo ratings yet
- Pilot StudyDocument11 pagesPilot StudySatya Prakash80% (5)
- Design of Transmission Systems Question Bank - GGDocument27 pagesDesign of Transmission Systems Question Bank - GGR RameshNo ratings yet
- Chapter 2-Belt Drive SystemDocument29 pagesChapter 2-Belt Drive SystemDanielRao100% (1)
- OTISLINE QuestionsDocument5 pagesOTISLINE QuestionsArvind Gupta100% (1)
- Advanced Gear Manufacturing and Finishing: Classical and Modern ProcessesFrom EverandAdvanced Gear Manufacturing and Finishing: Classical and Modern ProcessesRating: 3.5 out of 5 stars3.5/5 (2)
- Introduction To Textiles 1Document217 pagesIntroduction To Textiles 1Md NurunnabiNo ratings yet
- Science Grade 7Document8 pagesScience Grade 7Lacus ClyneNo ratings yet
- Anglo American - Belt Conveyor Design CriteriaDocument19 pagesAnglo American - Belt Conveyor Design CriteriaIgor San Martín Peñaloza0% (1)
- Glossary of Permafrost and Ground-Ice IPA 2005Document159 pagesGlossary of Permafrost and Ground-Ice IPA 2005NatitaGonzàlezDíazNo ratings yet
- Bartending and Catering: Agenda: Basics of Bartending Bar Tools and EquipmentDocument146 pagesBartending and Catering: Agenda: Basics of Bartending Bar Tools and EquipmentMars Mar100% (1)
- Design of High-Speed Railway Turnouts: Theory and ApplicationsFrom EverandDesign of High-Speed Railway Turnouts: Theory and ApplicationsRating: 4.5 out of 5 stars4.5/5 (4)
- (World of Art) John Boardman - Athenian Black Figure Vases-Thames and Hudson (1974)Document128 pages(World of Art) John Boardman - Athenian Black Figure Vases-Thames and Hudson (1974)Karen SantosNo ratings yet
- Belt Conveyor Design Criteria Within Anglo American CorporationDocument20 pagesBelt Conveyor Design Criteria Within Anglo American Corporationwk13thNo ratings yet
- Design of Belt Conveyor SystemDocument5 pagesDesign of Belt Conveyor SystemGogyNo ratings yet
- 3.conveyor Belt Selection-Design For High Speed ConveyorsDocument17 pages3.conveyor Belt Selection-Design For High Speed ConveyorsAshok KumarNo ratings yet
- BELT CONVEYOR DESIGN CRITERIA AACDocument19 pagesBELT CONVEYOR DESIGN CRITERIA AACJakes100% (1)
- Impact of Piecing Index On Combed Yarn QualityDocument4 pagesImpact of Piecing Index On Combed Yarn QualityEditor IJTSRD100% (1)
- Development of Weaving MachineDocument5 pagesDevelopment of Weaving MachineTemesgen RegassaNo ratings yet
- Project Report On Design of Belt ConveyorDocument13 pagesProject Report On Design of Belt Conveyoradnankhan8965% (20)
- Danh sách KH Biệt Thự Thảo Điền - Quận 2Document4 pagesDanh sách KH Biệt Thự Thảo Điền - Quận 2La TraNo ratings yet
- Pipe ConveyorDocument6 pagesPipe Conveyornirad sinhaNo ratings yet
- SJET 67 212 230 CDocument19 pagesSJET 67 212 230 CAmine ElalliNo ratings yet
- Developments in Weaving Machines Maximizing PerformanceDocument5 pagesDevelopments in Weaving Machines Maximizing PerformanceKathirrveluSubramainan100% (1)
- Quick Assignment 1Document3 pagesQuick Assignment 1Ajim SanNo ratings yet
- Project Report On Design of Belt ConveyorDocument13 pagesProject Report On Design of Belt Conveyorsrinithi99100% (1)
- Department of Mechanical Engineering, University of Ibadan, Ibadan, Nigeria.Document13 pagesDepartment of Mechanical Engineering, University of Ibadan, Ibadan, Nigeria.Oyeniyi Samuel KehindeNo ratings yet
- Johnson Electri-WPS OfficeDocument10 pagesJohnson Electri-WPS Officecallistus smartNo ratings yet
- Overland conveyors optimized for cost and performanceDocument17 pagesOverland conveyors optimized for cost and performancematheusNo ratings yet
- Recent Developments in Compact SpinningDocument17 pagesRecent Developments in Compact SpinningsuganNo ratings yet
- W Defa5408Document32 pagesW Defa5408sanjozi89No ratings yet
- Comparison Between Physical Properties of Ring-Spun Yarn and Compact Yarns Spun From Different Pneumatic Compacting SystemsDocument8 pagesComparison Between Physical Properties of Ring-Spun Yarn and Compact Yarns Spun From Different Pneumatic Compacting SystemsMuqarab Hassan 0140No ratings yet
- Recent Developments in Spinning, Weaving and Wet Processing Industry - Textile LearnerDocument10 pagesRecent Developments in Spinning, Weaving and Wet Processing Industry - Textile LearnerVaanazhaganNo ratings yet
- Ijetr032518 PDFDocument7 pagesIjetr032518 PDFanon_464848664No ratings yet
- Progressinair JetspinningDocument40 pagesProgressinair JetspinningRAJALINGAMNo ratings yet
- Comparativestudyonringrotorandair JetspunyarnDocument15 pagesComparativestudyonringrotorandair Jetspunyarnashar khanNo ratings yet
- Comparative Study of Ring, Rotor and Air-Jet Yarn PropertiesDocument14 pagesComparative Study of Ring, Rotor and Air-Jet Yarn Propertiesgizex2013No ratings yet
- Design of Transmission Systems Question BankDocument15 pagesDesign of Transmission Systems Question Bankpremgmech762No ratings yet
- Power Transmission BeltsDocument64 pagesPower Transmission BeltschikoopandaNo ratings yet
- J Eml 2019 01 007Document20 pagesJ Eml 2019 01 007eduar yecid duarte gomezNo ratings yet
- By - Kamble Zunjarrao B. Final Year B.Textile (Textile Technology) Roll No. 14Document26 pagesBy - Kamble Zunjarrao B. Final Year B.Textile (Textile Technology) Roll No. 14Dyeing DyeingNo ratings yet
- DTS PDFDocument18 pagesDTS PDFaadhan100% (1)
- Design of Belt Conveyor System: Prepared By: Ankit Kumar Dept of Mechanical Engineering Wbut University (West Bengal)Document14 pagesDesign of Belt Conveyor System: Prepared By: Ankit Kumar Dept of Mechanical Engineering Wbut University (West Bengal)Murugesan kNo ratings yet
- Ijresm V4 I7 100Document9 pagesIjresm V4 I7 100saxadi4814No ratings yet
- A Review of Current Yarn Production Me-L. Introducction Thods - Their Scope, Advantage and Future PotentialDocument7 pagesA Review of Current Yarn Production Me-L. Introducction Thods - Their Scope, Advantage and Future PotentialAditya ShrivastavaNo ratings yet
- Rotor Spinning ReportDocument6 pagesRotor Spinning Reportdsethi23No ratings yet
- Latest Technologies and Developments in Spinning, Weaving, and ProcessingDocument8 pagesLatest Technologies and Developments in Spinning, Weaving, and Processingkhushi savlaNo ratings yet
- Overland conveyors designed for efficient cost & performanceDocument17 pagesOverland conveyors designed for efficient cost & performanceEngineerMecNo ratings yet
- Vortex Spinning System and Vortex Yarn StructureDocument24 pagesVortex Spinning System and Vortex Yarn StructurejinglunceramicsNo ratings yet
- Comparative Study On Ring, Rotor and Air-Jet Spun Yarn: Sharif AhmedDocument14 pagesComparative Study On Ring, Rotor and Air-Jet Spun Yarn: Sharif AhmedBithy PaulNo ratings yet
- Illustrated Sourcebook of Mechanical Components Section 3 BeltsDocument23 pagesIllustrated Sourcebook of Mechanical Components Section 3 BeltsRonald Vega SolisNo ratings yet
- Basic Mechanics II ME 274: Students Name ID#Document9 pagesBasic Mechanics II ME 274: Students Name ID#Saifullah KhawarNo ratings yet
- Basic Mechanics II ME 274: Students Name ID#Document9 pagesBasic Mechanics II ME 274: Students Name ID#Saifullah KhawarNo ratings yet
- 38 Ijmperdfeb201838Document14 pages38 Ijmperdfeb201838TJPRC PublicationsNo ratings yet
- Small-Scale Filament Winding Machine For ProducingDocument14 pagesSmall-Scale Filament Winding Machine For ProducingAlfonso CostasNo ratings yet
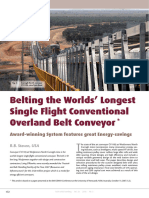
- Worlds Longest Single Flight Conventional Overland Belt ConveyorDocument10 pagesWorlds Longest Single Flight Conventional Overland Belt ConveyorTrần Quang MinhNo ratings yet
- Open End Spinning RieterDocument94 pagesOpen End Spinning RieterMuhammad Umair100% (2)
- ProjectDocument17 pagesProjectRavi ChotaliyaNo ratings yet
- Design and Fabrication of Telescopic Conveyor: Mr. Abhijith T J, Mr. Ajith C R Mr. Aravind V, Mr.A.Gokul KarthikDocument4 pagesDesign and Fabrication of Telescopic Conveyor: Mr. Abhijith T J, Mr. Ajith C R Mr. Aravind V, Mr.A.Gokul Karthikregi friyadaNo ratings yet
- Developmemts in WeavingDocument17 pagesDevelopmemts in WeavingmanishNo ratings yet
- Yarn Manufacture - Set of 2 VolsDocument2 pagesYarn Manufacture - Set of 2 VolsAnonymous Pt7NHkat9No ratings yet
- CT 1 TFD 2Document23 pagesCT 1 TFD 2Tahfim KhanNo ratings yet
- IJEART021302Document4 pagesIJEART021302erpublicationNo ratings yet
- Comparison of Shuttle Looms and Shuttleless LoomsDocument12 pagesComparison of Shuttle Looms and Shuttleless LoomssaleemNo ratings yet
- The Spectacular Debut Will Lead The New Era of Weaving.: ZAX9100 Air Jet LoomDocument16 pagesThe Spectacular Debut Will Lead The New Era of Weaving.: ZAX9100 Air Jet LoomSyeda Fariya Nisar Ali67% (3)
- An Application of Pareto Analysis and Cause-And-Effect Diagram (CED) To Examine Stoppage Losses: A Textile Case From BangladeshDocument9 pagesAn Application of Pareto Analysis and Cause-And-Effect Diagram (CED) To Examine Stoppage Losses: A Textile Case From Bangladeshgizex2013No ratings yet
- Belt DrivesDocument8 pagesBelt DrivesRabia ZulqarnainNo ratings yet
- Introduction To Textiles 2Document102 pagesIntroduction To Textiles 2Md NurunnabiNo ratings yet
- Solidwaste ManagementDocument31 pagesSolidwaste ManagementMd NurunnabiNo ratings yet
- Water PollutionDocument42 pagesWater PollutionMd NurunnabiNo ratings yet
- Introduction To Environmental PollutionDocument90 pagesIntroduction To Environmental PollutionMd NurunnabiNo ratings yet
- Noise PollutionDocument16 pagesNoise PollutionMd NurunnabiNo ratings yet
- Water PollutionDocument42 pagesWater PollutionMd NurunnabiNo ratings yet
- Working With Fabric CADDocument37 pagesWorking With Fabric CADMd NurunnabiNo ratings yet
- Air-Jet Fabric Structure AnalysisDocument15 pagesAir-Jet Fabric Structure AnalysisMd NurunnabiNo ratings yet
- 1.bale Management SystemDocument8 pages1.bale Management SystemMd NurunnabiNo ratings yet
- Lecture 6 Air PullutionDocument16 pagesLecture 6 Air PullutionMd NurunnabiNo ratings yet
- Analysis of Mosquito Repellency in Different Types of Fabric and Further Application of Mosquito Repellent Finished FabricDocument9 pagesAnalysis of Mosquito Repellency in Different Types of Fabric and Further Application of Mosquito Repellent Finished FabricMd NurunnabiNo ratings yet
- Seam Performance Evaluation of Plain Fabric UsingDocument9 pagesSeam Performance Evaluation of Plain Fabric UsingMd NurunnabiNo ratings yet
- Efficiency Losses of A Modern Loom With Analytical ExplanationDocument15 pagesEfficiency Losses of A Modern Loom With Analytical ExplanationMd NurunnabiNo ratings yet
- Strategic Management and Municipal Financial ReportingDocument38 pagesStrategic Management and Municipal Financial ReportingMarius BuysNo ratings yet
- Tata Steel-MDP SessionDocument69 pagesTata Steel-MDP Sessionsasharma82No ratings yet
- Duane Grant, A099 743 627 (BIA Sept. 9, 2016)Document12 pagesDuane Grant, A099 743 627 (BIA Sept. 9, 2016)Immigrant & Refugee Appellate Center, LLCNo ratings yet
- Analysis of Security Issues in Web Applications Through Penetration TestingDocument7 pagesAnalysis of Security Issues in Web Applications Through Penetration Testingabdel_lakNo ratings yet
- CPA Review Module on Accounting Standards and RegulationDocument13 pagesCPA Review Module on Accounting Standards and RegulationLuiNo ratings yet
- CUMSUM Process ControlDocument6 pagesCUMSUM Process Controljess fantonalgoNo ratings yet
- Online test series analysis reportDocument17 pagesOnline test series analysis reportchetan kapoorNo ratings yet
- 2016 Aiersi ukulele pricelist models and pricesDocument16 pages2016 Aiersi ukulele pricelist models and pricesOctavio ColungaNo ratings yet
- Lembar Jawaban Skillab Evidence Based Medicine (Ebm) Nama: Rafika Triasa NIM: 040427223270003Document11 pagesLembar Jawaban Skillab Evidence Based Medicine (Ebm) Nama: Rafika Triasa NIM: 040427223270003Yahya Darmais FaridNo ratings yet
- FS Jack: Information GuideDocument12 pagesFS Jack: Information GuideGemma gladeNo ratings yet
- Sustainability - Research PaperDocument18 pagesSustainability - Research PapermrigssNo ratings yet
- Advantages and Disadvantages of Becoming EntrepreneurDocument2 pagesAdvantages and Disadvantages of Becoming EntrepreneurbxndNo ratings yet
- Language in UseDocument1 pageLanguage in UseEvaNo ratings yet
- Avago Fiber Optic ComponentsDocument8 pagesAvago Fiber Optic ComponentsGerardo BaltaNo ratings yet
- Korean Enthusiasm and PatriotismDocument68 pagesKorean Enthusiasm and PatriotismYukino Hera100% (1)
- Beowulf The Monsters and The Critics SevDocument20 pagesBeowulf The Monsters and The Critics SevNirmala GaneshNo ratings yet
- Blackmores LTDDocument5 pagesBlackmores LTDEddy MusyokaNo ratings yet
- Irregular Verbs Multiple ChoiceDocument2 pagesIrregular Verbs Multiple Choicecloudcatching0% (1)
- Probability Tree Diagrams Solutions Mathsupgrade Co UkDocument10 pagesProbability Tree Diagrams Solutions Mathsupgrade Co UknatsNo ratings yet
- Complete Tds CourseDocument32 pagesComplete Tds CourseAMLANNo ratings yet
- Design Report For Proposed 3storied ResidentialbuildingDocument35 pagesDesign Report For Proposed 3storied ResidentialbuildingMohamed RinosNo ratings yet
- Hatsun Supplier Registration RequestDocument4 pagesHatsun Supplier Registration Requestsan dipNo ratings yet