You might also like
- An Introduction To Drilling Dynamics: All Rights ReservedDocument34 pagesAn Introduction To Drilling Dynamics: All Rights ReservedFarouq EngNo ratings yet
- AEC DynamicsNewDocument42 pagesAEC DynamicsNewMuhammad Hamdy100% (1)
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Stick Slip MitigationDocument18 pagesStick Slip MitigationAHMED BAKR100% (1)
- Drillstring Vib BR PDFDocument4 pagesDrillstring Vib BR PDFMohammed Abdul SamiNo ratings yet
- Formation Pressure For Well DesignDocument20 pagesFormation Pressure For Well DesignadeniyiNo ratings yet
- Tric Dull Grade SIIDocument57 pagesTric Dull Grade SIICamila Palacios100% (1)
- Air and Gas Drilling NewDocument19 pagesAir and Gas Drilling Newabdul wahabNo ratings yet
- Downhole ProblemsDocument15 pagesDownhole Problemsnasr yassinNo ratings yet
- The Oil Industry in 40 CharactersDocument34 pagesThe Oil Industry in 40 CharactersSeptianNo ratings yet
- PDC Bits CourseDocument76 pagesPDC Bits CourseRobert Koch100% (1)
- Top Drive Drilling Equipment: HSE ManualDocument17 pagesTop Drive Drilling Equipment: HSE ManualAlejandro HernadezNo ratings yet
- Core Drilling and Coring Tools: F Conventional Coring F Wireline (WL) - Coring F New Coring TechniqueDocument10 pagesCore Drilling and Coring Tools: F Conventional Coring F Wireline (WL) - Coring F New Coring TechniqueMarcos SobreiroNo ratings yet
- 09 Icruise Best Practice v2Document45 pages09 Icruise Best Practice v2Nelson RamirezNo ratings yet
- Stinger BrochureDocument22 pagesStinger BrochurediegoilNo ratings yet
- RC Dull GradingDocument106 pagesRC Dull GradingAbdelkader FattoucheNo ratings yet
- Drilling Fluid QuestionsDocument2 pagesDrilling Fluid QuestionsMunsef AL-juroshyNo ratings yet
- Drillstring DesignDocument1 pageDrillstring DesignberrouiNo ratings yet
- Drill Bits: SupervisorDocument12 pagesDrill Bits: SupervisorNazeer AlyasNo ratings yet
- Analisis Penggunaan Bit For ChevronDocument15 pagesAnalisis Penggunaan Bit For Chevronfaishal hafizhNo ratings yet
- 8.5 In. (215.9 MM) TD506X: Hughes Christensen Talon™ PDC BitsDocument1 page8.5 In. (215.9 MM) TD506X: Hughes Christensen Talon™ PDC BitsLeonardo BarriosNo ratings yet
- Drilling Fluids: Islamic Azad University Science and Research Branch Drilling DepartmentDocument26 pagesDrilling Fluids: Islamic Azad University Science and Research Branch Drilling Departmentali nahiNo ratings yet
- PPS Catalogue 2016v4 (English)Document44 pagesPPS Catalogue 2016v4 (English)Kamry AhmadNo ratings yet
- Bit Hydraulics OptimizationDocument24 pagesBit Hydraulics OptimizationRebar Kaka100% (1)
- Drilling With Casing Promises Major BenefitsDocument12 pagesDrilling With Casing Promises Major BenefitsRaul Alberto Miranda LoayzaNo ratings yet
- Drillpipe FailuresDocument9 pagesDrillpipe FailuresRobert KochNo ratings yet
- MONITORING DRILLING PARAMETERS OPTIMIZES RATESDocument16 pagesMONITORING DRILLING PARAMETERS OPTIMIZES RATESAnmol JassalNo ratings yet
- Supplemental Technical InformationDocument5 pagesSupplemental Technical InformationpendexxNo ratings yet
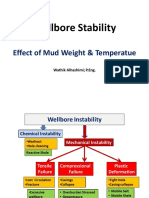
- Wellbore Stability Effect of Mud Weight 1645782860Document27 pagesWellbore Stability Effect of Mud Weight 1645782860Muhammad Husein MahfudzNo ratings yet
- Remedial Cementing TechniquesDocument4 pagesRemedial Cementing TechniquesColor RougeNo ratings yet
- Mud Training SchoolDocument78 pagesMud Training School叶芊No ratings yet
- Rotary Drilling Bits GuideDocument153 pagesRotary Drilling Bits GuideHeris SitompulNo ratings yet
- Solids Induced Pack-Off Packing Off - First ActionsDocument4 pagesSolids Induced Pack-Off Packing Off - First ActionsBhagwal TravelsNo ratings yet
- The Ideal Bit Drag Bits: Fishtail Type Natural Diamond Polycrystalline Diamond Compact (PDC)Document45 pagesThe Ideal Bit Drag Bits: Fishtail Type Natural Diamond Polycrystalline Diamond Compact (PDC)ShourovjossNo ratings yet
- Var-3704 - Performanceupdates-Me - Brochure-V1.0sm - ROP DATA PDFDocument12 pagesVar-3704 - Performanceupdates-Me - Brochure-V1.0sm - ROP DATA PDFamir_hayfaNo ratings yet
- Bi-Center Drill Out Procedure: Rotary and PDM ConfigurationsDocument2 pagesBi-Center Drill Out Procedure: Rotary and PDM ConfigurationsashadNo ratings yet
- SPE 88446 Making Steerable Bits: Separating Side-Force From Side-CuttingDocument7 pagesSPE 88446 Making Steerable Bits: Separating Side-Force From Side-CuttingmsmsoftNo ratings yet
- Stuck PipeDocument1 pageStuck Pipesaeed65No ratings yet
- Swab & Surge in DrillingDocument19 pagesSwab & Surge in DrillingАбдуллах АNo ratings yet
- Casing Tables 2015Document64 pagesCasing Tables 2015JOSENo ratings yet
- Geothermal Drilling FluidsDocument9 pagesGeothermal Drilling FluidsJuanCarlosLlancoSajamaNo ratings yet
- IWCF Schedule of Fees 2019Document1 pageIWCF Schedule of Fees 2019mjm_1365No ratings yet
- Mechanical and Differential Pressure Pipe Sticking Causes and PreventionDocument21 pagesMechanical and Differential Pressure Pipe Sticking Causes and PreventionMarco100% (1)
- TOP DRIVE, DRILL PIPES, STABILIZERS, DRILL COLLARS & MOREDocument3 pagesTOP DRIVE, DRILL PIPES, STABILIZERS, DRILL COLLARS & MOREMade Caico TorrezNo ratings yet
- AirComp Air Drilling ManualDocument36 pagesAirComp Air Drilling ManualWilliamNo ratings yet
- Drill Bit TechnologyDocument39 pagesDrill Bit TechnologyMohamed MamdouhNo ratings yet
- Management of Lost CirculationDocument8 pagesManagement of Lost CirculationKolawole AdisaNo ratings yet
- Drilling Bit Introduction and Bit Selection (Part 2)Document32 pagesDrilling Bit Introduction and Bit Selection (Part 2)Ali AlakariNo ratings yet
- Rilling Ngineering Course (2 Ed.)Document43 pagesRilling Ngineering Course (2 Ed.)MarcoNo ratings yet
- Rev 01-Dec-06Document70 pagesRev 01-Dec-06zhujianglongNo ratings yet
- Champ Ion PackerDocument2 pagesChamp Ion PackerCHO ACHIRI HUMPHREYNo ratings yet
- Fundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersFrom EverandFundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersNo ratings yet
- SLB PosterDocument3 pagesSLB Posterice_PL100% (2)
- Drilling Dynamics: A Key Component of Drilling OptimizationDocument46 pagesDrilling Dynamics: A Key Component of Drilling OptimizationJohnSmithNo ratings yet
- Vibration - Drilling DynamicsDocument41 pagesVibration - Drilling DynamicsKaleem Ullah100% (1)
- DRILLING DYNAMICS KEY TO OPTIMIZATIONDocument46 pagesDRILLING DYNAMICS KEY TO OPTIMIZATIONDriss Eddenia100% (1)
- Controlling Hole Angle - Vertical DrillingDocument15 pagesControlling Hole Angle - Vertical DrillingImam PranadipaNo ratings yet
- Vibration basics for inspectorsDocument67 pagesVibration basics for inspectorsTatdanai MekarpornNo ratings yet
- The Turning Effect of Forces Physics NotesDocument4 pagesThe Turning Effect of Forces Physics NotesAhmed Omar100% (1)
- Theories of Social Change A Critical Appraisal (PDFDrive)Document259 pagesTheories of Social Change A Critical Appraisal (PDFDrive)rokonNo ratings yet
- Balanced and Unbalanced ForcesDocument31 pagesBalanced and Unbalanced ForcesInah MasubayNo ratings yet
- Static Wind Load Calculation As Per Design Manual ASCE 7-05Document1 pageStatic Wind Load Calculation As Per Design Manual ASCE 7-05Tarun VermaNo ratings yet
- Disclosure To Promote The Right To InformationDocument20 pagesDisclosure To Promote The Right To InformationsinegapriyaNo ratings yet
- MPI Detects Surface FlawsDocument172 pagesMPI Detects Surface FlawsRamesh RNo ratings yet
- A Typical Coal-Fired Power Plant Generates 1000 MW of Usable - QuizletDocument6 pagesA Typical Coal-Fired Power Plant Generates 1000 MW of Usable - QuizletBipin MishraNo ratings yet
- Recent Trends in Civil EngineeringDocument1,081 pagesRecent Trends in Civil EngineeringEsmailAlshogary100% (4)
- Lesson 4 Type of ErrorsDocument3 pagesLesson 4 Type of ErrorsRachel Villasis100% (1)
- Guía de ReusabilidadDocument51 pagesGuía de ReusabilidadJulio BenavidesNo ratings yet
- Basic Reservoir EngineeringDocument74 pagesBasic Reservoir EngineeringRizaldiSaputraNo ratings yet
- Final Course List (Jan - April 2024)Document90 pagesFinal Course List (Jan - April 2024)mabhay584No ratings yet
- Portable Ultrasonic Flow Meter CatalogueDocument4 pagesPortable Ultrasonic Flow Meter CatalogueameyasraoNo ratings yet
- CJ SeriesDocument4 pagesCJ SeriesChristian Leon BaldeonNo ratings yet
- GRAVEL Packer Tool OperationDocument7 pagesGRAVEL Packer Tool OperationCerón Niño Santiago100% (2)
- Combined Model of LFC and Voltage Control in Matla SoftwareDocument12 pagesCombined Model of LFC and Voltage Control in Matla SoftwareMahmudul BappiNo ratings yet
- WoPhO 2011 S12Document12 pagesWoPhO 2011 S12TienMC GamerNo ratings yet
- Mod 4 SurveyingDocument104 pagesMod 4 SurveyingAa AaNo ratings yet
- The Study L’école Internationale - Units and Measurement AssignmentDocument6 pagesThe Study L’école Internationale - Units and Measurement Assignmentdhivya shreeNo ratings yet
- Viscous DampersDocument1 pageViscous DampersMuhammad AbdulQawii Abd El-LatifNo ratings yet
- Structural, Elastic, Electronic, Magnetic and Thermoelectric Properties of New Quaternary Heusler Compounds Cozrmnx (X Al, Ga, Ge, In)Document36 pagesStructural, Elastic, Electronic, Magnetic and Thermoelectric Properties of New Quaternary Heusler Compounds Cozrmnx (X Al, Ga, Ge, In)yasmine bouldiabNo ratings yet
- Cone Fenders: Construction: Dockguard Cone Fenders Offer The Most Advanced Cone FenderDocument5 pagesCone Fenders: Construction: Dockguard Cone Fenders Offer The Most Advanced Cone FenderG GunawanNo ratings yet
- 1.31 Rings and Travelers For CottonDocument52 pages1.31 Rings and Travelers For CottonKannan KrishnamurthyNo ratings yet
- Soal B InggrisDocument6 pagesSoal B Inggrishari fajarNo ratings yet
- AP Physics 1 Past Frqs (2018, 19,21,22.23)Document70 pagesAP Physics 1 Past Frqs (2018, 19,21,22.23)Mahmood ShanaahNo ratings yet
- Ertesvag - Turbulent Flow and CombustionDocument298 pagesErtesvag - Turbulent Flow and CombustionNgew HongNo ratings yet
- Lecture Notes in Mechanical Engineering: For Further VolumesDocument765 pagesLecture Notes in Mechanical Engineering: For Further VolumesKarim SalesNo ratings yet
- Barber, T. (2007) A Study of Water Surface Deformation Due To Tip Vortices Wing-In-Ground Effect, Journal of Ship Research, 51 (02), Pp. 182-186.Document5 pagesBarber, T. (2007) A Study of Water Surface Deformation Due To Tip Vortices Wing-In-Ground Effect, Journal of Ship Research, 51 (02), Pp. 182-186.Samson Paul PintoNo ratings yet
- Real Numbers and Polynomials QuestionsDocument54 pagesReal Numbers and Polynomials QuestionsAkansha Maurya82% (22)
- Gaudi ColumnasDocument14 pagesGaudi Columnasmariana avila alvarezNo ratings yet