You might also like
- Sieve Phi SizesDocument1 pageSieve Phi SizesVishalNo ratings yet
- Designación del TamizDocument2 pagesDesignación del TamizsyhshsdbhdkdkzNo ratings yet
- Sieve Designation Nominal Sieve Opening: Standard Mesh Inches MM MicronsDocument3 pagesSieve Designation Nominal Sieve Opening: Standard Mesh Inches MM MicronsmusaveerNo ratings yet
- U.S. ASTM Tyler Equivelant Sieve Sizes ChartDocument2 pagesU.S. ASTM Tyler Equivelant Sieve Sizes ChartRenaud Martin-EnglishNo ratings yet
- Tabella Setacci PDFDocument1 pageTabella Setacci PDFPredrag IvanovićNo ratings yet
- Tabella Finezze ASTM Wire Mesh Sieve e Setaccio DIN U.S. Standard Mesh Sieve e Aperture Setaccio DIN U.S. Standard Mesh Sieve e Aperture Setaccio DINDocument1 pageTabella Finezze ASTM Wire Mesh Sieve e Setaccio DIN U.S. Standard Mesh Sieve e Aperture Setaccio DIN U.S. Standard Mesh Sieve e Aperture Setaccio DINPredrag IvanovićNo ratings yet
- Weight and dimensions of water-filled steel and PVC pipesDocument11 pagesWeight and dimensions of water-filled steel and PVC pipesmoh. rusli bahtiarNo ratings yet
- Particle Size Conversion TableDocument2 pagesParticle Size Conversion TableLucky KhanNo ratings yet
- Steeltech Products Price List 2020Document7 pagesSteeltech Products Price List 2020Mizanur Rahman0% (2)
- Particle Size Conversion TableDocument2 pagesParticle Size Conversion TablesajimarsNo ratings yet
- 25 Wires TableDocument1 page25 Wires TableMohamedNo ratings yet
- Particle Size Conversion TableDocument2 pagesParticle Size Conversion TableVivi OktaviantiNo ratings yet
- Particle Size Conversion TableDocument3 pagesParticle Size Conversion Tableglauciasc25No ratings yet
- Particle Size Conversion TableDocument3 pagesParticle Size Conversion Tablechemical labNo ratings yet
- Tabel Dimensional Polistiren PDFDocument1 pageTabel Dimensional Polistiren PDFTehnic DavalNo ratings yet
- ASTM Sieve Chart and TYLER Mesh SizesDocument1 pageASTM Sieve Chart and TYLER Mesh SizesWilder CubaNo ratings yet
- Particle Size Conversion ChartDocument2 pagesParticle Size Conversion Chartzvi cohenNo ratings yet
- Gasket FactorsDocument2 pagesGasket Factorsadamos.georgiosNo ratings yet
- Astm Chart WstylerDocument1 pageAstm Chart WstylernghiNo ratings yet
- Particle Size Conversion Table - Sigma-AldrichDocument1 pageParticle Size Conversion Table - Sigma-AldrichjcmanzanoNo ratings yet
- U.S. Standard Astm Tyler Equivelant U.S. Standard Astm Tyler EquivelantDocument1 pageU.S. Standard Astm Tyler Equivelant U.S. Standard Astm Tyler EquivelantRishi GangwarNo ratings yet
- Week 6 & 7-Specific Weight, Water-Absorption, Abrasion, DensityDocument27 pagesWeek 6 & 7-Specific Weight, Water-Absorption, Abrasion, DensitySamantha NamzugNo ratings yet
- Mesh Size PDFDocument2 pagesMesh Size PDFmasatusNo ratings yet
- U.S. Sieve Series and Tyler Equivalents: Source by Perry's Chemical Engineer Handbook 7 EditionDocument2 pagesU.S. Sieve Series and Tyler Equivalents: Source by Perry's Chemical Engineer Handbook 7 EditionMegaboy BwbpNo ratings yet
- Screnning by Perry PDFDocument2 pagesScrenning by Perry PDFMegaboy BwbpNo ratings yet
- IPG Wire Cutting Speed Parameters GuideDocument1 pageIPG Wire Cutting Speed Parameters GuidenithinNo ratings yet
- Pipe DimensionDocument10 pagesPipe DimensionruzlaNo ratings yet
- Particle Size ConversionDocument1 pageParticle Size ConversionManchoNo ratings yet
- Din 7967Document1 pageDin 7967Yousab CreatorNo ratings yet
- Metric Tap Size Chart: Tap Size Diameter (In) Diameter (MM) Thread Count (TPI) Thread Pitch (MM) Tap Drill SizeDocument4 pagesMetric Tap Size Chart: Tap Size Diameter (In) Diameter (MM) Thread Count (TPI) Thread Pitch (MM) Tap Drill SizeherrysugarNo ratings yet
- US Sive Series and Screen Scale Equivalents ASTMDocument1 pageUS Sive Series and Screen Scale Equivalents ASTMبلال بن عميرهNo ratings yet
- Table of Average GradationsDocument1 pageTable of Average Gradationstokm908No ratings yet
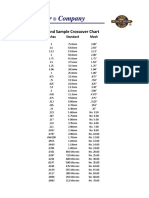
- Sand Sample Crossover ChartDocument2 pagesSand Sample Crossover ChartLEONARDO ARZUZANo ratings yet
- Table 8 Commercial Pipe Sizes and Wall ThicknessesDocument1 pageTable 8 Commercial Pipe Sizes and Wall ThicknessesYahia Abou-ShoshaNo ratings yet
- Tap Drill SizesDocument2 pagesTap Drill SizesSpeld SpeldNo ratings yet
- Tabel Pressure Hose ParkerDocument1 pageTabel Pressure Hose ParkerFajar SuryaNo ratings yet
- Écrou Hexagonal Din 934 Acier Classe 8 Zingué: Prix HtvaDocument9 pagesÉcrou Hexagonal Din 934 Acier Classe 8 Zingué: Prix HtvaSalaheddine OURNo ratings yet
- Lexco-Metric Thread Size ChartDocument5 pagesLexco-Metric Thread Size ChartIPQA UCALNo ratings yet
- Metric Thread Size Chart: Product TableDocument5 pagesMetric Thread Size Chart: Product TableAan KurniawanNo ratings yet
- Lexco-Metric Thread Size Chart PDFDocument5 pagesLexco-Metric Thread Size Chart PDFMohan.vNo ratings yet
- Comparison Table of Standard Sieve SeriesDocument3 pagesComparison Table of Standard Sieve SeriesAlexander HillNo ratings yet
- Particle Size ConversionDocument1 pageParticle Size ConversionANDI_BAHTIARNo ratings yet
- Inch To MM Conversion - Inch To MM ChartDocument8 pagesInch To MM Conversion - Inch To MM ChartGonzalo MazaNo ratings yet
- Fine Drawing Machine Dei Series: SL - No. Diameter QuantityDocument1 pageFine Drawing Machine Dei Series: SL - No. Diameter Quantitysazzad alamNo ratings yet
- Air Compressor CuttingDocument10 pagesAir Compressor CuttingSyed Arham MurtazaNo ratings yet
- SDBC Grading ReportDocument75 pagesSDBC Grading ReportARTI PALEKARNo ratings yet
- CaliberDocument3 pagesCaliberNuhashNo ratings yet
- Tap Drill Sizes Chart for Forming TapsDocument1 pageTap Drill Sizes Chart for Forming Tapsamir.suljic23-1No ratings yet
- Change To ReadDocument12 pagesChange To Readsupendra phuyalNo ratings yet
- Pipe Schedules Chart Imperial and Metric HFT50-WEB-P PDFDocument2 pagesPipe Schedules Chart Imperial and Metric HFT50-WEB-P PDFAnonymous ITKbMGWMNo ratings yet
- Wall Thickness Inches (Millimeters)Document12 pagesWall Thickness Inches (Millimeters)ues2705No ratings yet
- Laser Cutting Process Parameters - O2&N2: Material Thickness Speed M/min Speed M/min Speed M/minDocument2 pagesLaser Cutting Process Parameters - O2&N2: Material Thickness Speed M/min Speed M/min Speed M/minbeemasundarNo ratings yet
- Tabla Equivalencias: Calibre U.S.G. Esp. Pulgadas Esp. Milimetros M.S.G Esp. Pulgadas Esp. MilimetrosDocument1 pageTabla Equivalencias: Calibre U.S.G. Esp. Pulgadas Esp. Milimetros M.S.G Esp. Pulgadas Esp. MilimetrosAlex SaldarriagaNo ratings yet
- 122-291019 Gsb-IDocument33 pages122-291019 Gsb-IARTI PALEKARNo ratings yet
- Jayant Test SievesDocument2 pagesJayant Test SievesM PankajNo ratings yet
- SSAB Domex Tube Double Grade: General Product DescriptionDocument6 pagesSSAB Domex Tube Double Grade: General Product DescriptionsaurabhsubhuNo ratings yet
- ASTM and DIN wire type penetrameters for thickness measurementDocument1 pageASTM and DIN wire type penetrameters for thickness measurementAnbarasan PerumalNo ratings yet
- Digital Product Guide v80Document64 pagesDigital Product Guide v80Felipe Alfredo Martinez InterianoNo ratings yet
- Test Sieves, Sieve Shakers & Particle Analysis Equipment: AddressDocument64 pagesTest Sieves, Sieve Shakers & Particle Analysis Equipment: AddressSebastian Matias CruzNo ratings yet
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosFrom EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosNo ratings yet
- HS PDFDocument7 pagesHS PDFYoukhanna ZayiaNo ratings yet
- Existing EN AW 5251 H14 Al-Mg2Mn0,3 CompositionDocument8 pagesExisting EN AW 5251 H14 Al-Mg2Mn0,3 Compositionamh.fpdNo ratings yet
- Pole Base Foundation Pole Base SpecificationsDocument10 pagesPole Base Foundation Pole Base SpecificationsMuhammad IrfanNo ratings yet
- Full TextDocument123 pagesFull TextChainun TaidamrongNo ratings yet
- Connector LEMO M - SeriesDocument44 pagesConnector LEMO M - SeriesAmilcar LlantadaNo ratings yet
- JIS G3101 2004 Chem MechDocument1 pageJIS G3101 2004 Chem Mechtonaoh2009No ratings yet
- Active Doc ListDocument310 pagesActive Doc Listsalman1111aNo ratings yet
- Zwick Armaturen GMBH - Reference List MOL - Hungary (2010-2015)Document1 pageZwick Armaturen GMBH - Reference List MOL - Hungary (2010-2015)Ehsan Ur RehmanNo ratings yet
- US Army Plumbing IV Plumbing FixturesDocument96 pagesUS Army Plumbing IV Plumbing FixturesSpace_Hulker100% (1)
- Incorporating Ag RF Core Shell Nanomaterials Into The Thin - 2022 - Science ofDocument12 pagesIncorporating Ag RF Core Shell Nanomaterials Into The Thin - 2022 - Science ofFelipe Leyva HaroNo ratings yet
- Tesco: Biodegradable Hydraulic Oil BIO 68Document2 pagesTesco: Biodegradable Hydraulic Oil BIO 68lucas ronaldo coronel mendozaNo ratings yet
- Cbse Sample Paper For Class 11 ChemistryDocument11 pagesCbse Sample Paper For Class 11 ChemistryAshutosh RautNo ratings yet
- Construction Materials Sample Exit Exam QuestionsDocument120 pagesConstruction Materials Sample Exit Exam QuestionsSemereNo ratings yet
- Cold Mix GuidelinesDocument48 pagesCold Mix Guidelinesali gh100% (1)
- FeC and TTT DiagramsDocument12 pagesFeC and TTT DiagramsMohamed El-WakilNo ratings yet
- Dr. Fixit Flexi PU 270 (I) : Polyurethane Waterproofing MembraneDocument5 pagesDr. Fixit Flexi PU 270 (I) : Polyurethane Waterproofing MembraneAdityaVikramVermaNo ratings yet
- Assumption College Welding Qualification TranscriptDocument1 pageAssumption College Welding Qualification TranscriptVillamor NiezNo ratings yet
- Intermolecular Forces and Phase Diagrams PracticeDocument10 pagesIntermolecular Forces and Phase Diagrams PracticeKyla BaysaNo ratings yet
- What Is NanocelluloseDocument5 pagesWhat Is NanocelluloseAbhishek GadhwalNo ratings yet
- AstmDocument4 pagesAstmHilal kan uyarNo ratings yet
- Idges 25-28 PDFDocument37 pagesIdges 25-28 PDFjaganramNo ratings yet
- Ammonia, Sulfur, Air N Water - 2Document2 pagesAmmonia, Sulfur, Air N Water - 2bilalNo ratings yet
- WMS (Method Statement For Formwork, Reinforcement and Concrete Works)Document9 pagesWMS (Method Statement For Formwork, Reinforcement and Concrete Works)PUI CHEE KHIAN100% (1)
- Supreme C-PVC system ideal for hot and cold waterDocument4 pagesSupreme C-PVC system ideal for hot and cold waterNikita KadamNo ratings yet
- Roofing Sheet MetalDocument15 pagesRoofing Sheet MetalKim AnneNo ratings yet
- TEXTDocument3 pagesTEXTahmad zackNo ratings yet
- Breakdown of Native Oxide Enables Multifunctional, Free-Form Carbon Nanotube Metal Hierarchical ArchitecturesDocument9 pagesBreakdown of Native Oxide Enables Multifunctional, Free-Form Carbon Nanotube Metal Hierarchical Architecturesashu sachdevaNo ratings yet
- G 21 - 96 R02 - RzixDocument5 pagesG 21 - 96 R02 - RzixjayakumarNo ratings yet
- National Accreditation Board For Education & Training Quality Council of IndiaDocument7 pagesNational Accreditation Board For Education & Training Quality Council of IndiaDiganta RayNo ratings yet