You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Frances Food HouseDocument1 pageFrances Food HouselasamNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Rubrics Table NapkinDocument4 pagesRubrics Table NapkinAnthony MonticilloNo ratings yet
- Marketing Strategy of YamahaDocument28 pagesMarketing Strategy of YamahaVarun Shukla92% (12)
- The Entrepreneurial Mind Syllabus CompressDocument6 pagesThe Entrepreneurial Mind Syllabus Compresscrafty biscuit wolfNo ratings yet
- Rebooting The German Economy Through DigitalizationDocument26 pagesRebooting The German Economy Through DigitalizationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Smes: Support For International Patent Protection in E&It (Sip-Eit) Is A Scheme Launched byDocument16 pagesSmes: Support For International Patent Protection in E&It (Sip-Eit) Is A Scheme Launched byHemantPrajapatiNo ratings yet
- Accounting For Price Level ChangesDocument8 pagesAccounting For Price Level ChangesSonal RathhiNo ratings yet
- Introduction To Business Law: Type Author Names Here Lucy JonesDocument14 pagesIntroduction To Business Law: Type Author Names Here Lucy JonesWilliam MushongaNo ratings yet
- 5th April HRDocument10 pages5th April HRethanhunt3747No ratings yet
- Prospective Validation A Review PDFDocument7 pagesProspective Validation A Review PDFedgar palominoNo ratings yet
- BS en 10025-3Document28 pagesBS en 10025-3yasser awadallhNo ratings yet
- Info Isoiec22237 1 (Ed1.0) enDocument9 pagesInfo Isoiec22237 1 (Ed1.0) enSaulo DominguesNo ratings yet
- Shell LNG Outlook 2022 Media ReleaseDocument3 pagesShell LNG Outlook 2022 Media Releasesaimzafar514No ratings yet
- Resume For Oilfield JobDocument4 pagesResume For Oilfield Jobafiwhlkrm100% (2)
- GST MCQs Chapter 3 Reverse Charge by Vishal BhattadDocument5 pagesGST MCQs Chapter 3 Reverse Charge by Vishal Bhattadadiacharya0021No ratings yet
- The Persistence of Materialist and Post-Materialist Value Orientations: Comments On Van Deth's AnalysisDocument11 pagesThe Persistence of Materialist and Post-Materialist Value Orientations: Comments On Van Deth's AnalysisGsar Gsar GsarNo ratings yet
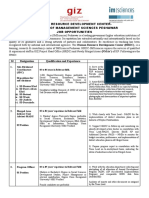
- 2GIZ-FDP Project Job Adv For Extension PhaseDocument2 pages2GIZ-FDP Project Job Adv For Extension PhaseGhulam MustafaNo ratings yet
- Auditing and Assurance Services 15th Edition Arens Solutions ManualDocument23 pagesAuditing and Assurance Services 15th Edition Arens Solutions Manualfidelmaalexandranbj100% (34)
- Cultural Value, Consumption Value, and Global Brand Image: A Cross-National StudyDocument22 pagesCultural Value, Consumption Value, and Global Brand Image: A Cross-National StudyMansi SainiNo ratings yet
- T24 Accounting Set-Up - For Consolidation - R16Document95 pagesT24 Accounting Set-Up - For Consolidation - R16adyani_0997100% (2)
- GL-COMP-OEPS-L4-04 Equipment Testing Process MapDocument1 pageGL-COMP-OEPS-L4-04 Equipment Testing Process MapDiego CastilloNo ratings yet
- Overnight Success in The Bond MarketDocument5 pagesOvernight Success in The Bond MarketMan SpaceyNo ratings yet
- Why E-Commerce?: Best Practices For Success-ImportDocument10 pagesWhy E-Commerce?: Best Practices For Success-ImportAngad MottanNo ratings yet
- SBP Refinance Scheem - MBL Apr 2019Document32 pagesSBP Refinance Scheem - MBL Apr 2019hasan_siddiqui_15No ratings yet
- Volkswagen Group: Adapting in The Age of AiDocument10 pagesVolkswagen Group: Adapting in The Age of AiSourabh AgrawalNo ratings yet
- Chapter Five The Nature of Strategy Analysis and ChoiceDocument10 pagesChapter Five The Nature of Strategy Analysis and ChoiceBedri M AhmeduNo ratings yet
- Accounting For Decision Making and Control 8th Edition Zimmerman Solutions ManualDocument48 pagesAccounting For Decision Making and Control 8th Edition Zimmerman Solutions Manualflorabinhxuq100% (27)
- Tugas 2 B.Ing NiagaDocument2 pagesTugas 2 B.Ing NiagaNur Muhammad Arrizky 1CNo ratings yet
- SWOT Analysis of Unilever Philippines IncDocument3 pagesSWOT Analysis of Unilever Philippines InclisaNo ratings yet
- Tutorial 6 Suggested SolutionsDocument7 pagesTutorial 6 Suggested Solutionsrais husseinNo ratings yet