You might also like
- FMDS1308Document6 pagesFMDS1308Adrian EspinosaNo ratings yet
- FMDS0801 PDFDocument27 pagesFMDS0801 PDFUlises HernandezNo ratings yet
- EGruposDMime - Ground Mat Resistance TestDocument39 pagesEGruposDMime - Ground Mat Resistance Testtransient matterNo ratings yet
- Fmds0776 Dust ExplosionDocument42 pagesFmds0776 Dust ExplosionRicardo Had100% (1)
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocument9 pagesFM Global Property Loss Prevention Data Sheets: List of FiguresLaxminarayan NayakNo ratings yet
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocument23 pagesFM Global Property Loss Prevention Data Sheets: List of FiguresJesse Haney IIINo ratings yet
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocument11 pagesFM Global Property Loss Prevention Data Sheets: List of FiguresYashodhan RajwadeNo ratings yet
- FM Global Property Loss Prevention Data SheetsDocument52 pagesFM Global Property Loss Prevention Data SheetsBototo EscobarNo ratings yet
- FMDS0702Document12 pagesFMDS0702Carlos AlvarezNo ratings yet
- FM Global Property Loss Prevention Data SheetsDocument19 pagesFM Global Property Loss Prevention Data SheetsSuciu CatalinNo ratings yet
- FMDS0156-Phòng S CHDocument25 pagesFMDS0156-Phòng S CHhải vũ ngọcNo ratings yet
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocument21 pagesFM Global Property Loss Prevention Data Sheets: List of FiguresnavaronefraNo ratings yet
- FMDS0504 TransformersDocument46 pagesFMDS0504 TransformersjuanNo ratings yet
- FMDS0783Document24 pagesFMDS0783hhNo ratings yet
- General Specification: NO. 30-5-1 Offshore Pipelines InstallationDocument38 pagesGeneral Specification: NO. 30-5-1 Offshore Pipelines InstallationHanizakri Abu HassanNo ratings yet
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocument12 pagesFM Global Property Loss Prevention Data Sheets: List of FiguresRafaelNo ratings yet
- Ammonia and Ammonia DerivatesDocument9 pagesAmmonia and Ammonia DerivatesfarahNo ratings yet
- FMDS0504Document47 pagesFMDS0504Marius BuysNo ratings yet
- LPB28-TR.01 User Guide (English) Rev05Document27 pagesLPB28-TR.01 User Guide (English) Rev05valery63No ratings yet
- FMDS0153Document17 pagesFMDS0153daniela hritucNo ratings yet
- FMDS0402 PDFDocument17 pagesFMDS0402 PDFStory LoveNo ratings yet
- Static ElectricDocument28 pagesStatic Electricunijhon100% (1)
- ME-26 Multimeter Technical ManualDocument151 pagesME-26 Multimeter Technical ManualCiccioNo ratings yet
- FMDS0122Document107 pagesFMDS0122xantrayconsultingNo ratings yet
- FMDS0900Document35 pagesFMDS0900Buelvas NicanorNo ratings yet
- CMM 33-51-02 PsuDocument16 pagesCMM 33-51-02 PsuThax NgeNo ratings yet
- Dse 6120mkii OpsDocument94 pagesDse 6120mkii OpsF Sisniegas GCNo ratings yet
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocument24 pagesFM Global Property Loss Prevention Data Sheets: List of FiguresNonnoNo ratings yet
- FMDS0916 Burglary and TheftDocument26 pagesFMDS0916 Burglary and TheftJaime ColmenaresNo ratings yet
- Mts-Op-Jcr 1.0 Pocket GuideDocument64 pagesMts-Op-Jcr 1.0 Pocket Guidemalt808No ratings yet
- FM 4 - 5 ActualizadaDocument46 pagesFM 4 - 5 Actualizadalacan021No ratings yet
- John Deere M544e Forklift Truck Operator ManualDocument10 pagesJohn Deere M544e Forklift Truck Operator ManualMarilyn100% (46)
- FMDS0409Document41 pagesFMDS0409Harshith Kunjathur100% (2)
- Batch Digester and Related Process VesselsDocument13 pagesBatch Digester and Related Process VesselsfarahNo ratings yet
- FM Global Property Loss Prevention Data Sheets: Fire Protection System Inspection, Testing and MaintenanceDocument67 pagesFM Global Property Loss Prevention Data Sheets: Fire Protection System Inspection, Testing and MaintenanceCarlos_MKTRNo ratings yet
- FM Global Property Loss Prevention Data SheetsDocument30 pagesFM Global Property Loss Prevention Data SheetshhNo ratings yet
- FMDS0514Document30 pagesFMDS0514Andrés RobattoNo ratings yet
- FMDS0548 DetectoresDocument31 pagesFMDS0548 DetectoresaFederico GonzalezNo ratings yet
- FMDS-05-33 (04.2020) - Electrical Energy Storage SystemsDocument23 pagesFMDS-05-33 (04.2020) - Electrical Energy Storage SystemsFogo Neptún100% (1)
- FMDS07111FDocument8 pagesFMDS07111Fyerrisiddappa KNo ratings yet
- FM Global Property Loss Prevention Data SheetsDocument16 pagesFM Global Property Loss Prevention Data SheetsMetal tecNo ratings yet
- Rockwell Collins Installation Practices Manual 3ed Sept 1998 - 3 Bonding and Grounding PracticesDocument20 pagesRockwell Collins Installation Practices Manual 3ed Sept 1998 - 3 Bonding and Grounding PracticesJoeTheMechNo ratings yet
- FM Global Property Loss Prevention Data Sheets: Halocarbon and Inert Gas (Clean Agent) Fire Extinguishing SystemsDocument26 pagesFM Global Property Loss Prevention Data Sheets: Halocarbon and Inert Gas (Clean Agent) Fire Extinguishing Systemsdaniela hritucNo ratings yet
- FMDS0153Document18 pagesFMDS0153Andrés RobattoNo ratings yet
- FM Global Property Loss Prevention Data Sheets: List of TablesDocument42 pagesFM Global Property Loss Prevention Data Sheets: List of TableshhNo ratings yet
- 80 Watt KU Band BUC ManualDocument53 pages80 Watt KU Band BUC ManualspeedyeduNo ratings yet
- Safety StandardDocument16 pagesSafety StandardNurdin Sudrajat SasrabahuNo ratings yet
- DSEE800 Operators Manual PDFDocument100 pagesDSEE800 Operators Manual PDFbejoythomasNo ratings yet
- FMDS0412 PDFDocument56 pagesFMDS0412 PDFAlif AbdullahNo ratings yet
- FM Global Property Loss Prevention Data Sheets: Safeguards During Construction, Alteration, and DemolitionDocument16 pagesFM Global Property Loss Prevention Data Sheets: Safeguards During Construction, Alteration, and DemolitionVanessa PündrichNo ratings yet
- Rca1510 Series: Electric Digital Heading IndicatorDocument14 pagesRca1510 Series: Electric Digital Heading IndicatorJoel McCammonNo ratings yet
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocument19 pagesFM Global Property Loss Prevention Data Sheets: List of Figureswawang13198No ratings yet
- 001 V 0 R 43Document36 pages001 V 0 R 43wvwinters0% (1)
- FM Global Property Loss Prevention Data Sheets: List of TablesDocument20 pagesFM Global Property Loss Prevention Data Sheets: List of TablesDhairyasheel PatilNo ratings yet
- FMDS0799 - HTF Loss PreventionDocument22 pagesFMDS0799 - HTF Loss PreventionEvert AlexNo ratings yet
- Deep Sea Electronics PLC: DSE7110 MKII & DSE7120 MKII Operator ManualDocument100 pagesDeep Sea Electronics PLC: DSE7110 MKII & DSE7120 MKII Operator ManualKelvinNo ratings yet
- Distributed Process Control ReportFrom EverandDistributed Process Control ReportNo ratings yet
- Embedded Mechatronic Systems, Volume 1: Analysis of Failures, Predictive ReliabilityFrom EverandEmbedded Mechatronic Systems, Volume 1: Analysis of Failures, Predictive ReliabilityNo ratings yet
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeFrom EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeRating: 3.5 out of 5 stars3.5/5 (4)
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- Clarke - Manual de Operación y Mantenimiento DP-DQ-DR-DS-DTDocument49 pagesClarke - Manual de Operación y Mantenimiento DP-DQ-DR-DS-DTCesar RomeroNo ratings yet
- FMDS0912Document10 pagesFMDS0912Cesar RomeroNo ratings yet
- Ficha Tecnica de MECH - Conexiones RoscadasDocument9 pagesFicha Tecnica de MECH - Conexiones RoscadasCesar RomeroNo ratings yet
- FMDS0207Document9 pagesFMDS0207Cesar RomeroNo ratings yet
- Jockey PumpsDocument4 pagesJockey PumpsCesar RomeroNo ratings yet
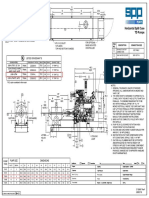
- SPP Pumps - TD20E - JU6H-UF94 - DrawingDocument1 pageSPP Pumps - TD20E - JU6H-UF94 - DrawingCesar RomeroNo ratings yet
- Manguera de Poliester 5elemDocument2 pagesManguera de Poliester 5elemCesar RomeroNo ratings yet
- Chapter 8.1 - 8.2 - Endothermic and Exothermic ReactionsDocument12 pagesChapter 8.1 - 8.2 - Endothermic and Exothermic ReactionsHema KishNo ratings yet
- Tila Taila A Review: World Journal of Pharmaceutical and Medical ResearchDocument3 pagesTila Taila A Review: World Journal of Pharmaceutical and Medical ResearchSandeep SasidharanNo ratings yet
- Sayaf Salman HamadDocument15 pagesSayaf Salman HamadSayaf SalmanNo ratings yet
- Transformer Insulation Oil ReclamationDocument49 pagesTransformer Insulation Oil Reclamationravi100% (3)
- Genchem - 1 Q&ADocument2 pagesGenchem - 1 Q&AAbaring KathrynaNo ratings yet
- Msds MxyleneDocument5 pagesMsds MxylenePriska Dewi AnjarsariNo ratings yet
- Accidents in Pressure Vessels Hazard AwarenessDocument4 pagesAccidents in Pressure Vessels Hazard AwarenessvictorvikramNo ratings yet
- Food Processing Preservation - 2021 - Rezzadori - Bioavailability of Bioactive Compounds of Guava Leaves Psidium GuajavaDocument11 pagesFood Processing Preservation - 2021 - Rezzadori - Bioavailability of Bioactive Compounds of Guava Leaves Psidium GuajavaSergio SánchezNo ratings yet
- B766Document9 pagesB766marriolavNo ratings yet
- Quaternary Protoberberine Alkaloids (Must Read)Document26 pagesQuaternary Protoberberine Alkaloids (Must Read)Akshay AgnihotriNo ratings yet
- (A) Buna-S (B) PAN (C) Polythene (D) PTFEDocument4 pages(A) Buna-S (B) PAN (C) Polythene (D) PTFEnayan159No ratings yet
- CH 10 Installation of Well Screen and Development of WellDocument24 pagesCH 10 Installation of Well Screen and Development of Wellommprakash malikNo ratings yet
- Phase Diagrams:: The Iron-Iron Carbide (Fe-Fe3C) Diagram or Iron-Carbon (Fe-C) Equilibrium DiagramDocument46 pagesPhase Diagrams:: The Iron-Iron Carbide (Fe-Fe3C) Diagram or Iron-Carbon (Fe-C) Equilibrium DiagramUsman FarooqNo ratings yet
- Thermistor Behaviour and Electric Conduction Analysis of Ni-Doped Niobate Ferroelectric The Role of Multiple B ParametersDocument14 pagesThermistor Behaviour and Electric Conduction Analysis of Ni-Doped Niobate Ferroelectric The Role of Multiple B ParametersgustavoNo ratings yet
- Proven Analytical Methods and Results: The Ultimate Sugar GuideDocument20 pagesProven Analytical Methods and Results: The Ultimate Sugar GuideRodrigo de Souza RochaNo ratings yet
- Plant Hydrolates - Antioxidant Properties, Chemical Composition and Potential ApplicationsDocument8 pagesPlant Hydrolates - Antioxidant Properties, Chemical Composition and Potential ApplicationsRo BellingeriNo ratings yet
- Global Hydrogen Compressors Market - Growth, Trends and Forecasts 2018 - 2023Document144 pagesGlobal Hydrogen Compressors Market - Growth, Trends and Forecasts 2018 - 2023vikasaggarwal01No ratings yet
- Me 209 Thermodynamics: Introduction To Thermodynamics: System, Surroundings, BoundariesDocument9 pagesMe 209 Thermodynamics: Introduction To Thermodynamics: System, Surroundings, BoundariesPrayas JainNo ratings yet
- Biowaiver ApproachDocument11 pagesBiowaiver Approachmarco hernandezNo ratings yet
- WCB w60 &w80 Valves Operation & Maint ManualDocument68 pagesWCB w60 &w80 Valves Operation & Maint ManualSuriyachai NiamsornNo ratings yet
- IB Biology Exam NotesDocument38 pagesIB Biology Exam NotesNica Calvert94% (16)
- Chapter 4 Ionic EquilibriumDocument61 pagesChapter 4 Ionic EquilibriumSuraj BhattaraiNo ratings yet
- CHE 312 Homework 2Document4 pagesCHE 312 Homework 2PrinnNo ratings yet
- Project Report On Amino Acid From Protein Source, Plant Growth PromoterDocument7 pagesProject Report On Amino Acid From Protein Source, Plant Growth PromoterEIRI Board of Consultants and PublishersNo ratings yet
- Wcce10 Je CFDDocument2 pagesWcce10 Je CFDDiener VolpinNo ratings yet
- DFL E-28 MixtureDocument13 pagesDFL E-28 MixtureFersan AngelesNo ratings yet
- General+Physics+2+ +week+1Document6 pagesGeneral+Physics+2+ +week+1senpai notice meNo ratings yet
- Goldschmidt Polyurethane Additives Tegostab BF 2370Document3 pagesGoldschmidt Polyurethane Additives Tegostab BF 2370Abhijeet BimalNo ratings yet
- BIOL 200 Molecular Biology Lecture NotesDocument44 pagesBIOL 200 Molecular Biology Lecture NotesDantong JiaNo ratings yet
- Specification For Non Toxicity Requirements For Paints and CoatingsDocument5 pagesSpecification For Non Toxicity Requirements For Paints and CoatingsVJ QatarNo ratings yet