You might also like
- Patent Application Publication (10) Pub. No.: US 2015/0353711 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2015/0353711 A1Muhammad AhsanNo ratings yet
- Maleic CondensationDocument2 pagesMaleic CondensationMuhammad AhsanNo ratings yet
- Friction ChartDocument1 pageFriction ChartMuhammad AhsanNo ratings yet
- MacrynalDocument2 pagesMacrynalMuhammad AhsanNo ratings yet
- Diapers Industry P-GDocument14 pagesDiapers Industry P-GMuhammad AhsanNo ratings yet
- Resins For Wood CoatingsDocument18 pagesResins For Wood CoatingsMuhammad AhsanNo ratings yet
- Why Use Mechanical Seals Over PackingDocument3 pagesWhy Use Mechanical Seals Over PackingMuhammad AhsanNo ratings yet
- AtmosphericDocument1 pageAtmosphericMuhammad AhsanNo ratings yet
- Wetted WallDocument20 pagesWetted WallMuhammad AhsanNo ratings yet
- THE DEHYDRATION OF NATURAL GAS NewDocument2 pagesTHE DEHYDRATION OF NATURAL GAS NewMuhammad AhsanNo ratings yet
- WordDocument1 pageWordMuhammad AhsanNo ratings yet
- Boilers Basic (AAZ)Document280 pagesBoilers Basic (AAZ)Muhammad AhsanNo ratings yet
- Pipe Fitting ChartDocument1 pagePipe Fitting ChartMuhammad AhsanNo ratings yet
- CavitationDocument2 pagesCavitationMuhammad AhsanNo ratings yet
- Altiris - Infrared Reflecting Macro Titania For CoatingsDocument23 pagesAltiris - Infrared Reflecting Macro Titania For CoatingsMuhammad AhsanNo ratings yet
- Gas CompositionDocument1 pageGas CompositionMuhammad AhsanNo ratings yet
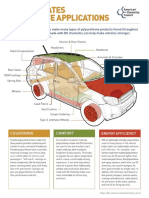
- Infographic Diisocyanates Automotive ApplicationsDocument1 pageInfographic Diisocyanates Automotive ApplicationsMuhammad AhsanNo ratings yet
- Technical Data Sheet: Eagacold 237 Methacrylate Resin For Cold Plastic Road Markings Supplied As Opaque LiquidDocument1 pageTechnical Data Sheet: Eagacold 237 Methacrylate Resin For Cold Plastic Road Markings Supplied As Opaque LiquidMuhammad AhsanNo ratings yet
- Kleiberit 761.8Document12 pagesKleiberit 761.8Muhammad AhsanNo ratings yet
- Infographic Diisocyanates Automotive ApplicationsDocument1 pageInfographic Diisocyanates Automotive ApplicationsMuhammad AhsanNo ratings yet
- DELTA-S 5700 Tds - EngDocument1 pageDELTA-S 5700 Tds - EngMuhammad AhsanNo ratings yet
- Kleiberit Hotcoating: Surface Refinement of Flooring and FurnitureDocument2 pagesKleiberit Hotcoating: Surface Refinement of Flooring and FurnitureMuhammad AhsanNo ratings yet
- AscreenDocument1 pageAscreenMuhammad AhsanNo ratings yet
- TEGO® Foamex 810: Description Technical DataDocument1 pageTEGO® Foamex 810: Description Technical DataEko SupriantoNo ratings yet
- Latih Tubi Soalan Latihan Matematik Tahun 1 Cuti Bulan Mac 1Document18 pagesLatih Tubi Soalan Latihan Matematik Tahun 1 Cuti Bulan Mac 1Naszerene AnneNo ratings yet
- Tamol 681Document2 pagesTamol 681Muhammad AhsanNo ratings yet
- Kleiberit 761.8Document12 pagesKleiberit 761.8Muhammad AhsanNo ratings yet
- Muslim Boys NamesDocument193 pagesMuslim Boys NamesSarkar HealingNo ratings yet
- Muslim Boys NamesDocument193 pagesMuslim Boys NamesSarkar HealingNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Caffine in TeaDocument11 pagesCaffine in TeaPriyatosh YadavNo ratings yet
- 5.electricity and Chemistry PDFDocument15 pages5.electricity and Chemistry PDFHakim Abbas Ali PhalasiyaNo ratings yet
- Rahul International School's PaperDocument8 pagesRahul International School's PaperHarshal MadaviNo ratings yet
- TDs 2022 2023Document11 pagesTDs 2022 2023Moiz AmirNo ratings yet
- CHEM316 Report2Document13 pagesCHEM316 Report2Jake GerolagaNo ratings yet
- Cold Heading and Cold Phosphate Coating ProcessDocument4 pagesCold Heading and Cold Phosphate Coating ProcessRestu SihotangNo ratings yet
- PartialDocument2 pagesPartialNova RachmadonaNo ratings yet
- Chemsheets o LevelsDocument38 pagesChemsheets o LevelsYasir AkhunNo ratings yet
- Immobilization of E. Coli Expressing Bacillus Pumilus CynD in Three Organic Polymer MatricesDocument23 pagesImmobilization of E. Coli Expressing Bacillus Pumilus CynD in Three Organic Polymer MatricesLUIS CARLOS ROMERO ZAPATANo ratings yet
- GenChemistry2 12 Mod8 Stoichiometric Calculations For Reactions in Solution First Edition 2020Document14 pagesGenChemistry2 12 Mod8 Stoichiometric Calculations For Reactions in Solution First Edition 2020Diana May Margareth MuliNo ratings yet
- Lab 7-Protease Activity Assay by Modified Anson MethodDocument2 pagesLab 7-Protease Activity Assay by Modified Anson MethodDũng Nguyễn ViệtNo ratings yet
- The Common Ion Effect and Buffer SolutionsDocument11 pagesThe Common Ion Effect and Buffer SolutionsAhmed goldenNo ratings yet
- HBSE 2019 12th ChemistryDocument64 pagesHBSE 2019 12th ChemistrytempraryNo ratings yet
- Industrial Engineering: Prepared byDocument40 pagesIndustrial Engineering: Prepared byJake Patrick RoxasNo ratings yet
- Science Class 7 Topic: Solutions Reinforcement WorksheetDocument7 pagesScience Class 7 Topic: Solutions Reinforcement WorksheetLee-Ann ZerimarNo ratings yet
- Electro ChemistryDocument13 pagesElectro ChemistryRameenNo ratings yet
- Industrial ElectrochemDocument11 pagesIndustrial ElectrochemHassan AgNo ratings yet
- Enthalpy of ProtonationDocument9 pagesEnthalpy of ProtonationMalik Alnabhani0% (1)
- Msds of Spray Dried LactoseDocument8 pagesMsds of Spray Dried LactoseAnandaNo ratings yet
- Maltitol Syrup 2006 PDFDocument3 pagesMaltitol Syrup 2006 PDFStella Lupita June TjandraNo ratings yet
- Chemistry Practical Class 12Document23 pagesChemistry Practical Class 12SURAJ GAMINGNo ratings yet
- Overview of Bowtie Methodology of Risk Analysis and Its ApplicationDocument6 pagesOverview of Bowtie Methodology of Risk Analysis and Its ApplicationakhyudinNo ratings yet
- ChemDocument21 pagesChemNaitik TiwariNo ratings yet
- Acids and AlkalisDocument34 pagesAcids and AlkalisMoh AmedNo ratings yet
- A Comprehensive Peptide-Level Characterization of A Multispecific Monoclonal Antibody (Mab)Document7 pagesA Comprehensive Peptide-Level Characterization of A Multispecific Monoclonal Antibody (Mab)Marius PopaNo ratings yet
- Optical and Photovoltaic Properties of Thieno (3,2 B) Thiophenebased Push Pull Organic Dyes With Different Anchoring Groups ForDocument12 pagesOptical and Photovoltaic Properties of Thieno (3,2 B) Thiophenebased Push Pull Organic Dyes With Different Anchoring Groups Forreeshma BegamNo ratings yet
- Engineering Practice - Mass Transfer PDFDocument5 pagesEngineering Practice - Mass Transfer PDFjuanNo ratings yet
- Standard Test Method For Oxidation Stability of Gasoline (Induction Period Method)Document8 pagesStandard Test Method For Oxidation Stability of Gasoline (Induction Period Method)Gregorio ToroNo ratings yet
- CHEM 132.2 – BIOCHEMISTRY (LABORATORY) LAB REPORTDocument8 pagesCHEM 132.2 – BIOCHEMISTRY (LABORATORY) LAB REPORTCaryl Anne Dumdum CagaraNo ratings yet
- Additives, Driers, Accelerators and Catalysts: For Coatings, Paints, Composites, Printing Inks and AdhesivesDocument16 pagesAdditives, Driers, Accelerators and Catalysts: For Coatings, Paints, Composites, Printing Inks and AdhesivesAnanthanarayananNo ratings yet