You might also like
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- 4 PDC Bit 2 EnglishDocument10 pages4 PDC Bit 2 EnglishAhmed GharbiNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Sampling and Analysis of Drilled CuttingsDocument6 pagesSampling and Analysis of Drilled CuttingsSubrahmanyamNo ratings yet
- IADC/SPE 59230 A Stick-Slip Analysis Based On Rock/Bit Interaction: Theoretical and Experimental ContributionDocument10 pagesIADC/SPE 59230 A Stick-Slip Analysis Based On Rock/Bit Interaction: Theoretical and Experimental ContributionBruni MartinezNo ratings yet
- Drag Bit Wear ModelDocument13 pagesDrag Bit Wear ModelAzri HamimNo ratings yet
- Adaptiveobserver BasedoptimumtrackingcontrolDocument23 pagesAdaptiveobserver BasedoptimumtrackingcontrolMejbahul SarkerNo ratings yet
- 03 Cutterbit PDFDocument6 pages03 Cutterbit PDFsanty222No ratings yet
- SPE 88446 Making Steerable Bits: Separating Side-Force From Side-CuttingDocument7 pagesSPE 88446 Making Steerable Bits: Separating Side-Force From Side-CuttingmsmsoftNo ratings yet
- Chapter 5 - Drill BitDocument18 pagesChapter 5 - Drill BitAbhinav Goyal100% (1)
- Fretting FatigueDocument6 pagesFretting FatigueKaradiasNo ratings yet
- Boyun Guo and Geir Hareland, New Mexico Inst. of Mining & TechnologyDocument14 pagesBoyun Guo and Geir Hareland, New Mexico Inst. of Mining & TechnologypendexxNo ratings yet
- Spe 526 MS PDFDocument5 pagesSpe 526 MS PDFAliNo ratings yet
- Cold Rolling Info GuideDocument11 pagesCold Rolling Info Guide72espoNo ratings yet
- The Golden Arrow For Performance BV.: Wellbore Stability - Practical ApproachDocument18 pagesThe Golden Arrow For Performance BV.: Wellbore Stability - Practical ApproachMohamedNo ratings yet
- Payne1997 ERDDocument8 pagesPayne1997 ERDMarloNo ratings yet
- Ecenric Motion in PCP PumpsDocument6 pagesEcenric Motion in PCP PumpsSangeeta KasanaNo ratings yet
- Drilling BitsDocument17 pagesDrilling BitsHardik KarkarNo ratings yet
- Mark Dykstra - Stick Slip PresentationDocument16 pagesMark Dykstra - Stick Slip PresentationJasim BashirNo ratings yet
- Drilling Float Equipment Recommendation Manual - 821.10001 - 1Document5 pagesDrilling Float Equipment Recommendation Manual - 821.10001 - 1bagus918No ratings yet
- Product Focus: Welding Done WellDocument2 pagesProduct Focus: Welding Done WellYami YugiNo ratings yet
- Bit Balling and Nozzle Plugging Mitigation - 6059263 - 01Document12 pagesBit Balling and Nozzle Plugging Mitigation - 6059263 - 01Khairatul Nada BurhanuddinNo ratings yet
- IADCISPE, 2753fl, Performance Dril (Ina: A Practical Solution To Drillstring VibrationDocument10 pagesIADCISPE, 2753fl, Performance Dril (Ina: A Practical Solution To Drillstring VibrationEdwin VargadNo ratings yet
- Der BakwasDocument1 pageDer BakwasWajidSarwarNo ratings yet
- SPE/IADC 67715 Drilling With Rotary Steerable System Reduces Wellbore TortuosityDocument10 pagesSPE/IADC 67715 Drilling With Rotary Steerable System Reduces Wellbore TortuosityMuhammad AndaruNo ratings yet
- Clayton, R., Chen, S., & Lefort, G. (2005) - New Bit Design, Cutter Technology Extend PDC Applications To Hard Rock Drilling PDFDocument9 pagesClayton, R., Chen, S., & Lefort, G. (2005) - New Bit Design, Cutter Technology Extend PDC Applications To Hard Rock Drilling PDFadeelsnNo ratings yet
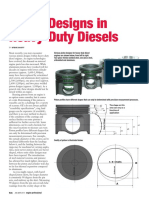
- Piston Designs in Heavy-Duty Diesels: by Steve ScottDocument3 pagesPiston Designs in Heavy-Duty Diesels: by Steve ScottSatyabrat GaanNo ratings yet
- Bicenter Running ParametersDocument4 pagesBicenter Running ParametersJonathanNo ratings yet
- CVL-243 Reinforced Concrete Design Semester 1, 2020-21: Sahil Bansal, IIT Delhi 1Document42 pagesCVL-243 Reinforced Concrete Design Semester 1, 2020-21: Sahil Bansal, IIT Delhi 1Ekant YadavNo ratings yet
- Bearing Maintenance PracticesDocument19 pagesBearing Maintenance PracticesAbigor45No ratings yet
- Dual Chamfered CutterDocument16 pagesDual Chamfered CutterAzri HamimNo ratings yet
- Tooth Penetration (In) : Threshold Force. As The Force On The ToothDocument11 pagesTooth Penetration (In) : Threshold Force. As The Force On The ToothAhfasy Kautsar ImamNo ratings yet
- Chapter D4: Shaft Deflection, Runout, Vibration, and Axial MotionDocument21 pagesChapter D4: Shaft Deflection, Runout, Vibration, and Axial MotionengrasrarNo ratings yet
- A Tale of TearoutsDocument4 pagesA Tale of TearoutsabisciaNo ratings yet
- Aisc TearoutsDocument11 pagesAisc Tearoutsclam2014No ratings yet
- Machinery Vibration Related To Poor Bolting PracticesDocument24 pagesMachinery Vibration Related To Poor Bolting PracticesBitbitterNo ratings yet
- Multishell TechnologyDocument6 pagesMultishell TechnologyBabai DasNo ratings yet
- Protecting Your Punching Tool Investment: Application-Related Problems and SolutionsDocument5 pagesProtecting Your Punching Tool Investment: Application-Related Problems and SolutionsSIMONENo ratings yet
- C 5 - Shear in BeamsDocument32 pagesC 5 - Shear in BeamsRekanNo ratings yet
- SPE 89934 Is Side-Cutting Really Necessary For Steerable Bits?Document5 pagesSPE 89934 Is Side-Cutting Really Necessary For Steerable Bits?msmsoftNo ratings yet
- Consider in Razor Slitting: Four Factors ToDocument2 pagesConsider in Razor Slitting: Four Factors ToAli AliNo ratings yet
- ME2151 Chp7Document15 pagesME2151 Chp7koiuy12No ratings yet
- Drilling GeomechanicsDocument32 pagesDrilling Geomechanicsjsever1No ratings yet
- Threaded Fasteners For FSAE PDFDocument27 pagesThreaded Fasteners For FSAE PDFMarcelo Delgado100% (1)
- Coil WindingDocument17 pagesCoil WindingSourav Das0% (1)
- Managing Horizontal Forces in Stamping Dies-Part 2 - MetalForming Magazine ArticleDocument6 pagesManaging Horizontal Forces in Stamping Dies-Part 2 - MetalForming Magazine ArticleNaukowyDrpNo ratings yet
- Abrassive Perforating Via Coiled Tubing RevisitedDocument4 pagesAbrassive Perforating Via Coiled Tubing RevisitedRachel PanjaitanNo ratings yet
- The Most Important Functions AreDocument5 pagesThe Most Important Functions AreShahin KhanNo ratings yet
- Common Challenges Relative To The Use of Decanter Centrifuges For Barite Recovery in The Oil & Gas Industry - BrochureDocument13 pagesCommon Challenges Relative To The Use of Decanter Centrifuges For Barite Recovery in The Oil & Gas Industry - BrochureCentrifugal SeparatorNo ratings yet
- Dipl & Prassl - Drilling Engineering (093-115)Document23 pagesDipl & Prassl - Drilling Engineering (093-115)JordanNo ratings yet
- Preloaded Bolting: (Image Courtesy of Mabey Bridge LTD.)Document9 pagesPreloaded Bolting: (Image Courtesy of Mabey Bridge LTD.)Benjamin IndrawanNo ratings yet
- Drill Bit Design and Process Article - DEW JournalDocument5 pagesDrill Bit Design and Process Article - DEW Journalginni koundalNo ratings yet
- Drill BitsDocument81 pagesDrill BitsngecusNo ratings yet
- Advances in Mechanical Engineering: PDF / Epub MoreDocument41 pagesAdvances in Mechanical Engineering: PDF / Epub MoreAmlk MartinezNo ratings yet
- Depth of Cut Control: Fixed Cutter Bit Design ManualDocument20 pagesDepth of Cut Control: Fixed Cutter Bit Design ManualfarisNo ratings yet
- Fatigue Failure of BoltsDocument2 pagesFatigue Failure of Boltskkaranag100% (1)
- Development and Application of A New Roller Cone Bit With Optimized Tooth OrientationDocument15 pagesDevelopment and Application of A New Roller Cone Bit With Optimized Tooth OrientationpendexxNo ratings yet
- Buckling-Restrained Brace and Applications - ToruTakeuchiDocument20 pagesBuckling-Restrained Brace and Applications - ToruTakeuchimafpdiracNo ratings yet
- Making Holes HJKDocument6 pagesMaking Holes HJKNaukowyDrpNo ratings yet
- Dristemp Polymer - 0 - 0Document2 pagesDristemp Polymer - 0 - 0Waleedm Maria100% (1)
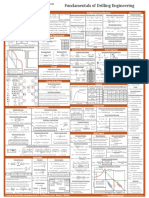
- Fundamentals of Drilling EngineeringDocument2 pagesFundamentals of Drilling EngineeringWaleedm MariaNo ratings yet
- Max Bridge Enabled Drilling With Water Based Mud in Challenging Well Oman CsDocument1 pageMax Bridge Enabled Drilling With Water Based Mud in Challenging Well Oman CsWaleedm MariaNo ratings yet
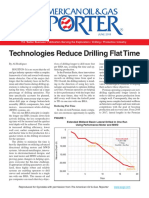
- Technologies Reduce Drilling Flat TimeDocument4 pagesTechnologies Reduce Drilling Flat TimeWaleedm MariaNo ratings yet
- AHSES - HSE in Drilling Operations - Product SheetDocument1 pageAHSES - HSE in Drilling Operations - Product SheetWaleedm MariaNo ratings yet
- WE20 DrillPlan Coherent Well Construction Planning Solution Product SheetDocument2 pagesWE20 DrillPlan Coherent Well Construction Planning Solution Product SheetWaleedm MariaNo ratings yet
- AADE 17 NTCE 084 - McDonaldDocument5 pagesAADE 17 NTCE 084 - McDonaldWaleedm MariaNo ratings yet
- PHPA Polymer ConcentrationDocument15 pagesPHPA Polymer ConcentrationWaleedm MariaNo ratings yet
- Drill Pipe Configuration: 80 % Inspection ClassDocument7 pagesDrill Pipe Configuration: 80 % Inspection ClassWaleedm MariaNo ratings yet
- Aade 11 Ntce 33Document8 pagesAade 11 Ntce 33Waleedm MariaNo ratings yet
- AADE 19 NTCE 020 - Al HameediDocument6 pagesAADE 19 NTCE 020 - Al HameediWaleedm MariaNo ratings yet
- A Comprehensive Analysis of Lost Circulation Materials and TreatmDocument158 pagesA Comprehensive Analysis of Lost Circulation Materials and TreatmWaleedm MariaNo ratings yet
- Pipe Lax W Eh PsDocument3 pagesPipe Lax W Eh PsWaleedm MariaNo ratings yet
- AADE-14-FTCE-58 Extending API-Grade Barite: I. AbrasionDocument14 pagesAADE-14-FTCE-58 Extending API-Grade Barite: I. AbrasionWaleedm MariaNo ratings yet
- AADE-06-DF-HO-11 Optimized Salinity Delivers Improved Drilling PerformanceDocument13 pagesAADE-06-DF-HO-11 Optimized Salinity Delivers Improved Drilling PerformanceWaleedm MariaNo ratings yet
- Thesis Abhishek MishraDocument45 pagesThesis Abhishek Mishrasuperiorsambrial examcellNo ratings yet
- Risk Assessment & Control Module 1Document39 pagesRisk Assessment & Control Module 1Marvin ReggieNo ratings yet
- RA9293Document11 pagesRA9293Joseph LizadaNo ratings yet
- Solved Determine The Combined Present Value As of December 31 2018Document1 pageSolved Determine The Combined Present Value As of December 31 2018Anbu jaromiaNo ratings yet
- Hot-Dip Coated Steel Sheet With High Corrosion Resistance, ECOGAL-NeoDocument4 pagesHot-Dip Coated Steel Sheet With High Corrosion Resistance, ECOGAL-NeoKYAW SOENo ratings yet
- FM PDFDocument1 pageFM PDFnes2130No ratings yet
- Automatic Account Determination (MM-FI)Document19 pagesAutomatic Account Determination (MM-FI)Ankit BudheNo ratings yet
- TYBAF 138 Mohnish MehtaDocument10 pagesTYBAF 138 Mohnish MehtaKomal JainNo ratings yet
- Worcester MT20 Wired Timer Installation and Servicing InstructionsDocument12 pagesWorcester MT20 Wired Timer Installation and Servicing InstructionspabloNo ratings yet
- Canon Ir3300 BrochureDocument6 pagesCanon Ir3300 BrochurenazmiNo ratings yet
- DPI - Jul-Aug 16Document59 pagesDPI - Jul-Aug 16ratninp9368No ratings yet
- Chapter 9 - Debt Restructure (FAR6)Document3 pagesChapter 9 - Debt Restructure (FAR6)Honeylet SigesmundoNo ratings yet
- Autodesk Inventor - F1 Team Challenge CarDocument62 pagesAutodesk Inventor - F1 Team Challenge CarAlis CarballoNo ratings yet
- Banking Financial Institutions - SyllabusDocument8 pagesBanking Financial Institutions - SyllabusLove RosalunaNo ratings yet
- 3UG46161CR20 Datasheet enDocument6 pages3UG46161CR20 Datasheet envoNo ratings yet
- CLX6260FD Service ManualDocument159 pagesCLX6260FD Service ManualAndres Lopez ArandaNo ratings yet
- Lecture 11 DecantersDocument10 pagesLecture 11 DecantersfebrianNo ratings yet
- Quotation Details: 100% Within 30 Days of Stfy RCPT of Matl at SiteDocument1 pageQuotation Details: 100% Within 30 Days of Stfy RCPT of Matl at SiteNapoleon DasNo ratings yet
- Woods CAN - DMS - 141680031 - v1 - 2021 09 27 Notice of AppealDocument7 pagesWoods CAN - DMS - 141680031 - v1 - 2021 09 27 Notice of AppealHoward KnopfNo ratings yet
- Invoice AO SmithDocument1 pageInvoice AO SmithsubashtalatamNo ratings yet
- 9780789754516Document77 pages9780789754516Hue SaturationNo ratings yet
- Battle Ship LabDocument1 pageBattle Ship Labapi-276688928No ratings yet
- ETM - Starter Picanto MT 2013Document1 pageETM - Starter Picanto MT 2013Hendra Gunawan100% (1)
- Impact of Advertisement On Brand Promotion of Parachute Coconut Hair OilDocument66 pagesImpact of Advertisement On Brand Promotion of Parachute Coconut Hair OilManish PatelNo ratings yet
- Fiat Ducato 1st - x250 - Training ManualDocument187 pagesFiat Ducato 1st - x250 - Training Manualfragma84100% (1)
- Networking Straight-Through and Cross OverDocument25 pagesNetworking Straight-Through and Cross OverJan GolimanNo ratings yet
- Passenger Ship FamiliarisationDocument130 pagesPassenger Ship FamiliarisationChalet Balnear GoaNo ratings yet
- ACC2001 Lecture 6Document44 pagesACC2001 Lecture 6michael krueseiNo ratings yet
- Wipro Offer LetterDocument14 pagesWipro Offer Lettertapan kumar singhaNo ratings yet
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- The Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesFrom EverandThe Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesRating: 4 out of 5 stars4/5 (16)
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationFrom EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationRating: 4.5 out of 5 stars4.5/5 (2)
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbFrom EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (11)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Offshore Projects and Engineering ManagementFrom EverandOffshore Projects and Engineering ManagementRating: 5 out of 5 stars5/5 (2)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Oil: An Overview of the Petroleum IndustryFrom EverandOil: An Overview of the Petroleum IndustryRating: 4.5 out of 5 stars4.5/5 (3)
- Reservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesFrom EverandReservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesRating: 5 out of 5 stars5/5 (7)
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeFrom EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeNo ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Ship and Mobile Offshore Unit Automation: A Practical GuideFrom EverandShip and Mobile Offshore Unit Automation: A Practical GuideNo ratings yet
- The Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoFrom EverandThe Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoNo ratings yet
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Practical Engineering Management of Offshore Oil and Gas PlatformsFrom EverandPractical Engineering Management of Offshore Oil and Gas PlatformsRating: 4 out of 5 stars4/5 (7)