You might also like
- VAM Catalog 2011Document116 pagesVAM Catalog 2011Anoop SVNo ratings yet
- ET7000 Ops PDFDocument20 pagesET7000 Ops PDFSUSHIL CNo ratings yet
- GPDS Connections Field InspectionDocument4 pagesGPDS Connections Field InspectiontheinmoeNo ratings yet
- Atlas Bradford (Ver03-Apr05)Document8 pagesAtlas Bradford (Ver03-Apr05)Gabriel IbarraNo ratings yet
- Premium Connection SummaryOKDocument12 pagesPremium Connection SummaryOKnikhil_barshettiwatNo ratings yet
- 2012 Thread Profile Data SheetDocument2 pages2012 Thread Profile Data Sheetflasher_for_nokiaNo ratings yet
- Schoeller-Bleckmann Darron CatalogueDocument35 pagesSchoeller-Bleckmann Darron CatalogueDon Braithwaite100% (2)
- TenarisHydril Wedge 563 RunningGuidelinesDocument16 pagesTenarisHydril Wedge 563 RunningGuidelinesDario JaimesNo ratings yet
- State Energy Inspection Services Instruction # Manual 8.0 Standard Operating Procedure Revision Effective DateDocument3 pagesState Energy Inspection Services Instruction # Manual 8.0 Standard Operating Procedure Revision Effective DateGabriela MotaNo ratings yet
- Tubing and Casing Thread Inspection 2014Document44 pagesTubing and Casing Thread Inspection 2014xmacaba100% (3)
- NS 1 Specification Numbers NS1 A4Document3 pagesNS 1 Specification Numbers NS1 A4islam atifNo ratings yet
- LG5003 OpsDocument20 pagesLG5003 Opstamilmalar08No ratings yet
- Rotary Shouldered Connection GagesDocument18 pagesRotary Shouldered Connection GagesLewis Tan LimNo ratings yet
- Drilco Spiral Drill Collar PsDocument1 pageDrilco Spiral Drill Collar Psyojan35No ratings yet
- TMK Up™: Field ManualDocument84 pagesTMK Up™: Field Manualcorsini999No ratings yet
- Duraband Information Vs 300XTDocument4 pagesDuraband Information Vs 300XTanhlhNo ratings yet
- Iv-0777-20 Junk Mill 43350KDocument1 pageIv-0777-20 Junk Mill 43350Kivan dario benavides bonillaNo ratings yet
- Rotary Shouldered Connections BMCPDocument37 pagesRotary Shouldered Connections BMCPOGIS MKNo ratings yet
- XTM XTMF DPR Presentation.Document21 pagesXTM XTMF DPR Presentation.frmarzoNo ratings yet
- RP Insp Rep 01Document8 pagesRP Insp Rep 01advantage025No ratings yet
- VAM Must Sumitomo 1209 PDFDocument4 pagesVAM Must Sumitomo 1209 PDFnwohapeterNo ratings yet
- Fox Public Fox-Tp-M-101 Field InspectionDocument5 pagesFox Public Fox-Tp-M-101 Field InspectionJoseph MidouNo ratings yet
- Bear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARDocument5 pagesBear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARGabriel Ibarra100% (2)
- Casinghardware Saga Trade Product RDocument37 pagesCasinghardware Saga Trade Product RTombongNo ratings yet
- Proceso Cold RollingDocument7 pagesProceso Cold RollingFernando FiallosNo ratings yet
- RSC Thread TrainingDocument41 pagesRSC Thread TrainingSridhar KalailingamNo ratings yet
- Gage Maker CatalogDocument156 pagesGage Maker CatalogtiwanNo ratings yet
- Seminar Casing FailureDocument27 pagesSeminar Casing FailurehshobeyriNo ratings yet
- Medidor de Paso de Cuerdas Api PDFDocument24 pagesMedidor de Paso de Cuerdas Api PDFLuisGarcia2608No ratings yet
- Compatible Tubing Ts6Document28 pagesCompatible Tubing Ts6Defi Jodi Permana0% (1)
- Extreme CasingDocument1 pageExtreme CasingEleonora LetorNo ratings yet
- EMI Buggy Cal 5Document2 pagesEMI Buggy Cal 5John DolanNo ratings yet
- CementingTools NS 1 A4 WatermarkedDocument7 pagesCementingTools NS 1 A4 Watermarkedislam atifNo ratings yet
- API Ys Premium ConnectionDocument14 pagesAPI Ys Premium ConnectionAnonymous 1pblc2Y100% (1)
- NCS Liner HangersDocument5 pagesNCS Liner Hangerssmithyry2014No ratings yet
- Thread Gauges, Pitch & ToleranceDocument2 pagesThread Gauges, Pitch & ToleranceetritNo ratings yet
- LG5002 OpsDocument20 pagesLG5002 OpsRSR_2K5364No ratings yet
- Performance Sheet GuideDocument24 pagesPerformance Sheet GuideLuis A G. C.No ratings yet
- Rotary Stem Threads GaugesDocument2 pagesRotary Stem Threads GaugesMarutpal MukherjeeNo ratings yet
- Casing and Tubing Crossovers: ScopeDocument4 pagesCasing and Tubing Crossovers: Scopeislam atifNo ratings yet
- MKT 001 Rev 02 Rotary Shoulder Handbook RS PDFDocument116 pagesMKT 001 Rev 02 Rotary Shoulder Handbook RS PDFKarla Hernandez0% (1)
- Introduction To OCTG: API Steel Grades Handout 03Document4 pagesIntroduction To OCTG: API Steel Grades Handout 03AHMEDNo ratings yet
- Rotary Sub-Thread Checking Procedure-JSSbrochureDocument4 pagesRotary Sub-Thread Checking Procedure-JSSbrochureMinakshi SawantNo ratings yet
- 5 5 DP-HT55-repDocument1 page5 5 DP-HT55-repChristopher Jones100% (1)
- Tubing SpecificationsDocument5 pagesTubing Specificationsrasnowmah2012No ratings yet
- Inspection Casing On Location Procedure22222222Document11 pagesInspection Casing On Location Procedure22222222hamdi hamdiNo ratings yet
- Hole Openers NS 1 A4 WatermarkedDocument13 pagesHole Openers NS 1 A4 Watermarkedislam atifNo ratings yet
- Reasons For Using Cementing PlugsDocument12 pagesReasons For Using Cementing PlugsMohamad ZamriNo ratings yet
- FIP XT XTM PC 9.9 2009feb11 ExtDocument5 pagesFIP XT XTM PC 9.9 2009feb11 ExtSAntiago MorenoNo ratings yet
- Oil Field: Main CatalogueDocument176 pagesOil Field: Main CatalogueM. Aguiar100% (1)
- 7 Inch TPCQDocument2 pages7 Inch TPCQRaymond Chu50% (4)
- Sub-Spec 023 - Tenaris DSTJ, WT™Document4 pagesSub-Spec 023 - Tenaris DSTJ, WT™Josue FishNo ratings yet
- Make and Break NS2A4Document2 pagesMake and Break NS2A4islam atif100% (2)
- D04 Shaft Deflection Runout Vibration and Axial MotionDocument15 pagesD04 Shaft Deflection Runout Vibration and Axial Motionsuraj dhulannavarNo ratings yet
- TDBFP ManulDocument266 pagesTDBFP ManulJackSparrow8678% (9)
- Helical Spring LockwashersDocument4 pagesHelical Spring LockwashersjoseocsilvaNo ratings yet
- Chapter D4: Shaft Deflection, Runout, Vibration, and Axial MotionDocument21 pagesChapter D4: Shaft Deflection, Runout, Vibration, and Axial MotionengrasrarNo ratings yet
- CAEF Roll Failures ManualDocument28 pagesCAEF Roll Failures ManualBirkan GökpınarNo ratings yet
- Research Paper On Ball BearingDocument5 pagesResearch Paper On Ball Bearingfvfee39d100% (1)
- Shaffer ShpericalDocument11 pagesShaffer Shpericaljeinerdt100% (1)
- ShoringDocument8 pagesShoringJeo LawrenceNo ratings yet
- Wall Curtain NozzleDocument4 pagesWall Curtain NozzlemukeshsinghtomarNo ratings yet
- Axis Lubrication System - Bijur MechanicalDocument8 pagesAxis Lubrication System - Bijur Mechanicalyonathan guerraNo ratings yet
- (XPERTZ) Preboard Exam 1ST HGE Nov 2022Document9 pages(XPERTZ) Preboard Exam 1ST HGE Nov 2022Fely Joy RelatoresNo ratings yet
- Floor Plan Floor Plan: Schedule of Loads PB1Document1 pageFloor Plan Floor Plan: Schedule of Loads PB1Lady Mae BrigoliNo ratings yet
- Composite Concrete Cryogenic TankDocument19 pagesComposite Concrete Cryogenic TankMohamed IlyasNo ratings yet
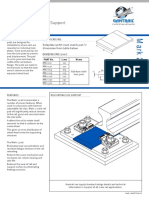
- Gantrail Resilient Pad For Discontinuous Rail SupportDocument2 pagesGantrail Resilient Pad For Discontinuous Rail SupportHeiderHuertaNo ratings yet
- Certoplast 514 TD EnglischDocument1 pageCertoplast 514 TD Englischgutman98No ratings yet
- EA - Check of Punching Shear in Flat Slabs & Raft ACI 318M-14 v1.0Document2 pagesEA - Check of Punching Shear in Flat Slabs & Raft ACI 318M-14 v1.0Imaduddin KhajaNo ratings yet
- Saes-J-100 Process Flow MeteringDocument8 pagesSaes-J-100 Process Flow Meteringmurtada adamNo ratings yet
- Presentation On Design of Steel StructureDocument9 pagesPresentation On Design of Steel StructureAlok ThakurNo ratings yet
- Z Purlins 150 St36 FileDocument2 pagesZ Purlins 150 St36 FilemutyokaNo ratings yet
- Multiprop MP PostidDocument22 pagesMultiprop MP PostidMahil PathiranaNo ratings yet
- MST-Excavation, Backfilling and Compaction For Utility LinesDocument5 pagesMST-Excavation, Backfilling and Compaction For Utility LinesAnonymous a3K3Wg100% (1)
- Chapter 2 IBS Integrated Building SystemDocument34 pagesChapter 2 IBS Integrated Building SystemMohd Afzal0% (2)
- Industrial MetalworkingDocument245 pagesIndustrial MetalworkingRomuel PioquintoNo ratings yet
- Rheinzink Standing Seam TechnologyDocument106 pagesRheinzink Standing Seam TechnologyAndrei TeacăNo ratings yet
- Kimmco Clean Liner (KCL)Document8 pagesKimmco Clean Liner (KCL)FARIDNo ratings yet
- HISD Board of Education Meeting Agenda For December 12, 2013Document114 pagesHISD Board of Education Meeting Agenda For December 12, 2013houstonisdNo ratings yet
- Vernacular Architecture Egypt & YemenDocument79 pagesVernacular Architecture Egypt & Yemenfile crNo ratings yet
- Chapter 5Document59 pagesChapter 5Haile GuebreMariamNo ratings yet
- Material (Transformer) Lot-4Document2 pagesMaterial (Transformer) Lot-4John Nash TunNo ratings yet
- T101 Drilling MachineDocument4 pagesT101 Drilling MachineFranklin Avendaño ArapaNo ratings yet
- Roads 05 Conformance Testing TDO 10mar2022Document19 pagesRoads 05 Conformance Testing TDO 10mar2022FehkalNo ratings yet
- 3x240 SM NYFGbY - DocxxDocument1 page3x240 SM NYFGbY - DocxxRasel AhmedNo ratings yet
- CDD Website PresentationDocument11 pagesCDD Website PresentationAboalmaaliNo ratings yet
- Design Pressure Vs Operating PressureDocument5 pagesDesign Pressure Vs Operating PressureZeenat RanaNo ratings yet
- RC Beam Analysis 7M 425MM DPDocument8 pagesRC Beam Analysis 7M 425MM DPTerrenceNo ratings yet
- Fisher 6353 Pilot 3 To 40 PsigDocument8 pagesFisher 6353 Pilot 3 To 40 PsigJoshua Garcia CarrilloNo ratings yet