You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5808)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ingredient Trends in The: Personal Care and Cosmetics Industry 2020Document33 pagesIngredient Trends in The: Personal Care and Cosmetics Industry 2020Akash SharmaNo ratings yet
- Civil Works-Rate AnalysisDocument122 pagesCivil Works-Rate Analysisraghacivil96% (23)
- Cond-Matt AssignmentDocument3 pagesCond-Matt AssignmentSarbajitMannaNo ratings yet
- Full Research Paper PDFDocument7 pagesFull Research Paper PDFjiyzzxplgNo ratings yet
- Memory QVL For AMD Ryzen2nd Generation Processors PDFDocument10 pagesMemory QVL For AMD Ryzen2nd Generation Processors PDFSoldea Karoly LaszloNo ratings yet
- Ametek Ast Series 2u User Manual m330000 02 Rev BDocument143 pagesAmetek Ast Series 2u User Manual m330000 02 Rev BjunkcanNo ratings yet
- MG6851 PomDocument24 pagesMG6851 Pomkay enNo ratings yet
- IP Basics and Routing Protocols PDFDocument241 pagesIP Basics and Routing Protocols PDFWubie NegaNo ratings yet
- OwjnDocument167 pagesOwjnFahNo ratings yet
- Important Limits - CL-Executive-Revision PDFDocument9 pagesImportant Limits - CL-Executive-Revision PDFsony sonyNo ratings yet
- Experiment2 18052012Document3 pagesExperiment2 18052012Abhishek Shetty100% (1)
- ECDIS TrainingDocument7 pagesECDIS TrainingGenghu Ye100% (4)
- UntitledDocument412 pagesUntitledUMAMI ROSANA MUKHSON IX.A.31100% (1)
- 1.3G Fireworks - Schneitter FireworksDocument20 pages1.3G Fireworks - Schneitter FireworksstjoewebNo ratings yet
- WECC Approved Dynamic Model Implementation Schedule July 2014 v0Document2 pagesWECC Approved Dynamic Model Implementation Schedule July 2014 v0puja_shinde9No ratings yet
- 8 - Updated Ch15-Time Series Analysis and ForecastingDocument39 pages8 - Updated Ch15-Time Series Analysis and ForecastingMarwa HassanNo ratings yet
- Airsys P PC Metrocool E1507v01.2Document12 pagesAirsys P PC Metrocool E1507v01.2jian wangNo ratings yet
- Backup4all Monitor User ManualDocument30 pagesBackup4all Monitor User ManualmyhootzNo ratings yet
- QuestionnaireDocument8 pagesQuestionnairesknagar150% (2)
- Select Your Type of Tickets 1. Dated For 1-4 Days: Can't Wait For Your Trip? Important Information To KnowDocument1 pageSelect Your Type of Tickets 1. Dated For 1-4 Days: Can't Wait For Your Trip? Important Information To KnowRico JLNo ratings yet
- Cissp e BookDocument1,099 pagesCissp e BookrishshrisNo ratings yet
- Cooling TowerDocument28 pagesCooling TowerMostafa ShipishlyNo ratings yet
- StockSceneryPart 2Document121 pagesStockSceneryPart 2Tau Omicron Sixty D90No ratings yet
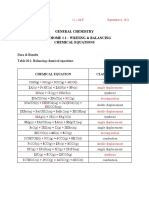
- General Chemistry Lab at Home # 2 - Writing & Balancing Chemical EquationsDocument3 pagesGeneral Chemistry Lab at Home # 2 - Writing & Balancing Chemical EquationsJayphet ChristianNo ratings yet
- Effects of Water PollutionDocument5 pagesEffects of Water PollutionVishal Vishwakarma100% (3)
- Tropical Design Reviewer (With Answers)Document2 pagesTropical Design Reviewer (With Answers)Sheena Lou Sangalang100% (4)
- Purchases Day BookDocument8 pagesPurchases Day Bookdrishti.singh0609No ratings yet
- Weight Loss AthletesDocument6 pagesWeight Loss AthletesAdid Punya50% (2)
- A Premier, Multidisciplinary Technological UniversityDocument2 pagesA Premier, Multidisciplinary Technological Universityflory mae gudiaNo ratings yet
- DebateDocument4 pagesDebatesiddhant kohliNo ratings yet