You might also like
- Assel Mill SMS MeerDocument8 pagesAssel Mill SMS MeerBhavsar KaushalNo ratings yet
- Gas BillingDocument39 pagesGas Billingrony9992002No ratings yet
- Peugeot 406 - Engine Type - RGX (Xu10j2cte) - Bosch Multipoint Injection MP3.2F - Wiring DiagramsDocument6 pagesPeugeot 406 - Engine Type - RGX (Xu10j2cte) - Bosch Multipoint Injection MP3.2F - Wiring DiagramsAilton Firmino100% (1)
- Me 6301 Engineering Thermodynamics Short Questions and AnswersDocument43 pagesMe 6301 Engineering Thermodynamics Short Questions and AnswersBIBIN CHIDAMBARANATHAN83% (29)
- Pellet PLNT ManualDocument19 pagesPellet PLNT ManualsubhankarprustyNo ratings yet
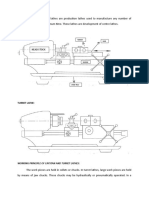
- Types of Lathes: Center, Capstan, Turret, CNCDocument8 pagesTypes of Lathes: Center, Capstan, Turret, CNCBARUN BIKASH DENo ratings yet
- Modification of Manual Plate Bending MachineDocument12 pagesModification of Manual Plate Bending Machinesuraj dhulannavarNo ratings yet
- Unit-II The LatheDocument14 pagesUnit-II The LatheThulasi RamNo ratings yet
- 01 Center LatheDocument7 pages01 Center LathekabbirhossainNo ratings yet
- BroachingDocument48 pagesBroachingloosenut100% (4)
- Broaching Machines-Broach Making Broaching OperationsDocument48 pagesBroaching Machines-Broach Making Broaching OperationsS.DharanipathyNo ratings yet
- Process: Machining Gears Splines Sprockets Milling Machine Cutting ToolDocument31 pagesProcess: Machining Gears Splines Sprockets Milling Machine Cutting ToolSaurabh SinglaNo ratings yet
- Milling Machines: Milli e Ains A Ause e H Ma - Why A - Up Rio e E, MD IsDocument10 pagesMilling Machines: Milli e Ains A Ause e H Ma - Why A - Up Rio e E, MD Isnitin gaikwadNo ratings yet
- GROUP NO 4Document49 pagesGROUP NO 4vishalrocky45No ratings yet
- Frame Saw Manual 1902Document111 pagesFrame Saw Manual 1902wolf143No ratings yet
- PT ReportDocument12 pagesPT ReportmrkalimNo ratings yet
- Unit - 2 (Lathes)Document17 pagesUnit - 2 (Lathes)suryaNo ratings yet
- My Side (11)Document57 pagesMy Side (11)Rayyan TayyabNo ratings yet
- PT Lab REPORT 2019ch35Document14 pagesPT Lab REPORT 2019ch35mrkalimNo ratings yet
- Machinist Course - Milling Machine OperationsDocument81 pagesMachinist Course - Milling Machine Operationsmerlinson192% (12)
- Experiment 02 Reduction Ratio of Jaw CrusherDocument9 pagesExperiment 02 Reduction Ratio of Jaw CrusherBial50% (2)
- Lathe MachineDocument12 pagesLathe MachineEmy SyazlindaNo ratings yet
- Continuous MinerDocument9 pagesContinuous MinergopalNo ratings yet
- Unit-3 (1) MPDocument98 pagesUnit-3 (1) MPVishvas SinghhNo ratings yet
- Centre Lathe and Special Purpose Lathes ClassificationDocument38 pagesCentre Lathe and Special Purpose Lathes Classificationrkscad11No ratings yet
- Internship ReportDocument10 pagesInternship Reportha987989No ratings yet
- Roving Frame by Mina SamyDocument8 pagesRoving Frame by Mina SamyMina Samy abd el zaher100% (1)
- Shaping and PlaningDocument30 pagesShaping and Planingmantana11No ratings yet
- Machine Tools: Lathe & Lathe WorkDocument35 pagesMachine Tools: Lathe & Lathe WorkRahul Deb PalNo ratings yet
- Chapter 11Document32 pagesChapter 11Mark Angelo M. BubanNo ratings yet
- Student Manual 1Document99 pagesStudent Manual 1Vardhan KatamoniNo ratings yet
- HowtodesignChimneyTrays EngineeringPractice JAN2023Document10 pagesHowtodesignChimneyTrays EngineeringPractice JAN2023Najmul SaqibNo ratings yet
- Design and Manufacturing of Small Scale Stone Crusher MachineDocument6 pagesDesign and Manufacturing of Small Scale Stone Crusher Machinetibem100% (1)
- Vertical Milling AttachmentDocument52 pagesVertical Milling Attachmentpramo_dassNo ratings yet
- Cone CrushersDocument18 pagesCone CrushersRodrigo GarcíaNo ratings yet
- Design Project - 1 (Autosaved) FinalDocument45 pagesDesign Project - 1 (Autosaved) FinalMilion dugumaNo ratings yet
- 6 The Bucket DredgerDocument25 pages6 The Bucket Dredgerفردوس سليمانNo ratings yet
- Grinding MillsDocument8 pagesGrinding MillspaineyuleNo ratings yet
- Unit II - MCMTDocument50 pagesUnit II - MCMTSai RamNo ratings yet
- DESIGN, FABRICATION AND EVALUATION OF MOTORIZED CORN SHELLER FinalDocument27 pagesDESIGN, FABRICATION AND EVALUATION OF MOTORIZED CORN SHELLER Finalroronoa zoroNo ratings yet
- Lathe Types, Parts, Specification, Operations, PrecautionsDocument15 pagesLathe Types, Parts, Specification, Operations, PrecautionsnNo ratings yet
- Experiment NoDocument8 pagesExperiment NoNavin YadavNo ratings yet
- Semi Solid MixingDocument16 pagesSemi Solid MixingSudipta MandolNo ratings yet
- General purpose machine tool classification and operationsDocument20 pagesGeneral purpose machine tool classification and operationsNiraj H SinghaNo ratings yet
- List of Contents: 1.1intorductionDocument25 pagesList of Contents: 1.1intorductionBharath Civil116No ratings yet
- Thresher Design and Operation Manual 1.0Document87 pagesThresher Design and Operation Manual 1.0Julio GamboaNo ratings yet
- LatheDocument4 pagesLatheAnees Calicut100% (1)
- Mechanism of RollingDocument4 pagesMechanism of RollingGanesh Kotipalli100% (1)
- LatheDocument76 pagesLathebmm16957No ratings yet
- Primary Crusher: Handbook of Conveying and Handling of Particulate SolidsDocument13 pagesPrimary Crusher: Handbook of Conveying and Handling of Particulate SolidsCristhian Portocarrero CastroNo ratings yet
- Lathe Machine Guide: Parts, Operations & MoreDocument7 pagesLathe Machine Guide: Parts, Operations & MoreDiyaNegiNo ratings yet
- Mixing:: Basic Tasks of Blow RoomDocument9 pagesMixing:: Basic Tasks of Blow RoommohitNo ratings yet
- Tractor Ploughing Manual, The, 2nd Edition: The Society of Ploughman Official HandbookFrom EverandTractor Ploughing Manual, The, 2nd Edition: The Society of Ploughman Official HandbookRating: 5 out of 5 stars5/5 (2)
- Illustrated Catalogue of Cotton MachineryFrom EverandIllustrated Catalogue of Cotton MachineryNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Descriptive Pamphlet of the Richmond Mill Furnishing WorksFrom EverandDescriptive Pamphlet of the Richmond Mill Furnishing WorksNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Grundfosliterature 1098 PDFDocument108 pagesGrundfosliterature 1098 PDFuyab1989No ratings yet
- Quester SeriesDocument244 pagesQuester Seriesiskandar rahmanNo ratings yet
- Flange Fitting Price List March 2013Document13 pagesFlange Fitting Price List March 2013MuhammadNo ratings yet
- Silo - Tips - Sync Spare Parts For JCB 3cx and 4cx Backhoe LoaderDocument135 pagesSilo - Tips - Sync Spare Parts For JCB 3cx and 4cx Backhoe LoaderOrkhan Gurbanov100% (1)
- XF Series 1-1.8t Mast Parts Catalog 2022.10Document102 pagesXF Series 1-1.8t Mast Parts Catalog 2022.10santiago medinaNo ratings yet
- Lab Thermo - Marcet BoilerDocument6 pagesLab Thermo - Marcet BoilerHoongNo ratings yet
- Plate Heat Exchanger: SolteqDocument0 pagesPlate Heat Exchanger: SolteqbabeNo ratings yet
- Designer's Guide For Laser Hermetic SealingDocument11 pagesDesigner's Guide For Laser Hermetic Sealingkats2404No ratings yet
- Case 580k SMDocument1,303 pagesCase 580k SMgrebnesor100% (8)
- Quiz - Cooling TowersDocument3 pagesQuiz - Cooling TowersUmangtarangNo ratings yet
- Operation and Maintenance Manual For WP2.1C/WP3.9C Marine DieselDocument28 pagesOperation and Maintenance Manual For WP2.1C/WP3.9C Marine DieselVladis0710No ratings yet
- Hvac DBR Coca ColaDocument15 pagesHvac DBR Coca ColaPradeep Sukumaran100% (1)
- M-VF Series: Safety Excess Flow ValveDocument5 pagesM-VF Series: Safety Excess Flow ValvebiomenggNo ratings yet
- Rotary Compressor For Air ConditioningDocument32 pagesRotary Compressor For Air Conditioningelizabeth velasquezNo ratings yet
- Lecture 36 - Phase Change Heat ExchangersDocument19 pagesLecture 36 - Phase Change Heat ExchangersVidvendu GuptaNo ratings yet
- 15M 5 Anchoring CapacityDocument6 pages15M 5 Anchoring CapacityJan JanNo ratings yet
- GE Power Conversion Product Information PacketDocument5 pagesGE Power Conversion Product Information PacketCarlos Alberto Marroquin CordovaNo ratings yet
- Heat CalcultionDocument4 pagesHeat CalcultionDgk RajuNo ratings yet
- Compman - Belle Tdx-650aDocument2 pagesCompman - Belle Tdx-650aYeison Jair Guaca TrujilloNo ratings yet
- Specifications, Applications, Service Instructions & Parts: Refrigerant Pressure-Relief Valve With POP-EYE + ActDocument4 pagesSpecifications, Applications, Service Instructions & Parts: Refrigerant Pressure-Relief Valve With POP-EYE + ActPercy RobertNo ratings yet
- 1st Homework PMT04Document2 pages1st Homework PMT04toligado27No ratings yet
- Topics: Text Book PHYSICS For Scientists and Engineers With Modern Physics (6 Ed) by Serway & JewettDocument84 pagesTopics: Text Book PHYSICS For Scientists and Engineers With Modern Physics (6 Ed) by Serway & JewettBala KumarNo ratings yet
- Lecture 11-12Document44 pagesLecture 11-12Chauhdary Fazeel AhmedNo ratings yet
- Sirocco 404bDocument4 pagesSirocco 404briyazNo ratings yet
- Volume Meters Models 962 and 963 Series CDocument8 pagesVolume Meters Models 962 and 963 Series CVictor Edy Facundo DelzoNo ratings yet
- Aircraft Systems & Instruments CourseDocument73 pagesAircraft Systems & Instruments CourseVishnu Kiran100% (1)
- Inert Gas System ComponentsDocument28 pagesInert Gas System ComponentsAjit R ChavanNo ratings yet