You might also like
- 02 Overview of Plant DesignDocument37 pages02 Overview of Plant DesignNadiaNo ratings yet
- ChemPlantDesign-Intro To Plant Design EconomicsDocument29 pagesChemPlantDesign-Intro To Plant Design EconomicsPrabakkaran VelayuthamNo ratings yet
- Career Change From Real Estate to Oil and Gas ProjectsFrom EverandCareer Change From Real Estate to Oil and Gas ProjectsRating: 5 out of 5 stars5/5 (1)
- Plant Design and EconomicsDocument311 pagesPlant Design and Economics76 NISHANT RANA100% (1)
- Mechanical Design BasicsDocument18 pagesMechanical Design BasicsBobi PitropNo ratings yet
- Plant Design and EconomicsDocument311 pagesPlant Design and Economics56 JAY PATEL100% (1)
- Chemical Process Design & EconomicsDocument46 pagesChemical Process Design & Economicskatamani temple100% (2)
- An Overview of Chemical Process Design EngineeringDocument8 pagesAn Overview of Chemical Process Design EngineeringAzri RazakNo ratings yet
- Mechanical Design BasicsDocument17 pagesMechanical Design BasicshrproxNo ratings yet
- SCH1403Document122 pagesSCH1403Julius CagampangNo ratings yet
- Nature of Design 2 (2021) - Students - PCHDocument53 pagesNature of Design 2 (2021) - Students - PCHSihan LiuNo ratings yet
- Plant Design 2Document42 pagesPlant Design 2Jaymee Delfinado100% (2)
- Unit 1 Basics of Project Management: StructureDocument20 pagesUnit 1 Basics of Project Management: StructurebevinjNo ratings yet
- Process DevelopmentDocument8 pagesProcess DevelopmentJesus DanielNo ratings yet
- Chemical Engineering Design 2nd Edition Towler Solutions ManualDocument35 pagesChemical Engineering Design 2nd Edition Towler Solutions Manualdement.disturnlklpvpNo ratings yet
- UNMSM/FQIQ/EPIQ/DAADP/Ingles I/EVP2/2021-II: Chapter 1. Diagrams For Understanding Chemical ProcessesDocument5 pagesUNMSM/FQIQ/EPIQ/DAADP/Ingles I/EVP2/2021-II: Chapter 1. Diagrams For Understanding Chemical ProcessesPiero Guerrero RodríguezNo ratings yet
- Presentation 2Document21 pagesPresentation 2Kandagatla KamalNo ratings yet
- Unit 1 CadDocument29 pagesUnit 1 CadMuthuvel M82% (17)
- Process Design Chemical EngineeringDocument5 pagesProcess Design Chemical EngineeringRhiki Sekti UtamiNo ratings yet
- Engineering Design ProcessDocument4 pagesEngineering Design ProcessalphadingNo ratings yet
- Chapter Two: General Design ConsiderationsDocument27 pagesChapter Two: General Design ConsiderationsTeddy Ekubay GNo ratings yet
- Chapter 1 CPDDocument9 pagesChapter 1 CPDNur AprilianiNo ratings yet
- Plant Design CHEN 451Document42 pagesPlant Design CHEN 451lalitNo ratings yet
- Unit - IIIDocument36 pagesUnit - IIIchandra mouliNo ratings yet
- KIL3012 - WEEK 1 - 10.9.19 (Student Copy)Document61 pagesKIL3012 - WEEK 1 - 10.9.19 (Student Copy)Ed100% (1)
- 1 ChemPlantDesign-Intro To Plant Design EconomicsDocument33 pages1 ChemPlantDesign-Intro To Plant Design Economicsfatiehah93No ratings yet
- Microsoft Word - DfmaDocument15 pagesMicrosoft Word - DfmaDr-Dasharath MabrukarNo ratings yet
- Herder e Weijnen (2000) - A Concurrent Engineering Approach To Chemical ProcessesDocument8 pagesHerder e Weijnen (2000) - A Concurrent Engineering Approach To Chemical Processesvazzoleralex6884No ratings yet
- Dwnload Full Chemical Engineering Design 2nd Edition Towler Solutions Manual PDFDocument35 pagesDwnload Full Chemical Engineering Design 2nd Edition Towler Solutions Manual PDFandrewduffydckjxfspnq100% (12)
- Obligatory Reading 1Document12 pagesObligatory Reading 1Dani ValleroNo ratings yet
- MMD101 ModelAnswerDocument6 pagesMMD101 ModelAnswerVishal JangirNo ratings yet
- Part D Design For Safe Operation and Safe Operation TechniquesDocument52 pagesPart D Design For Safe Operation and Safe Operation TechniquesDrakzNo ratings yet
- Textbook - Unit 1 - Engineering DesignDocument13 pagesTextbook - Unit 1 - Engineering DesignThuy TranNo ratings yet
- Chemical Engineering Design 2nd Edition Towler Solutions ManualDocument13 pagesChemical Engineering Design 2nd Edition Towler Solutions Manualjenniferdrakenxkzgroiyt100% (11)
- Perancangan Pabrik Kimia - Pertemuan 1-2Document43 pagesPerancangan Pabrik Kimia - Pertemuan 1-2mimin septianiNo ratings yet
- Project Sustainable Design Management: Adopting and Applying Eco-Design Techniques: A Practitioners PerspectiveDocument21 pagesProject Sustainable Design Management: Adopting and Applying Eco-Design Techniques: A Practitioners PerspectiveNhan DoNo ratings yet
- Chapter 2 NewDocument50 pagesChapter 2 NewKishore BhatNo ratings yet
- Introduction PLDDocument6 pagesIntroduction PLDurmaleNo ratings yet
- Chapter - 2 Plant Design EconomicsDocument73 pagesChapter - 2 Plant Design EconomicsDani TarikuNo ratings yet
- Selection of Materials and Manufacturing Processes Towards Achieving Green Engineering M. M. Haque, Tuti Y. Alias and Ahmad F. IsmailDocument10 pagesSelection of Materials and Manufacturing Processes Towards Achieving Green Engineering M. M. Haque, Tuti Y. Alias and Ahmad F. IsmailAndyNo ratings yet
- Onion ModelDocument13 pagesOnion Modelkiran367No ratings yet
- Design & ManufacturingDocument46 pagesDesign & ManufacturingsnmaliNo ratings yet
- Project EngineeringewdfDocument23 pagesProject EngineeringewdfKripasindhu SamantaNo ratings yet
- Design ProcessDocument12 pagesDesign Processramms_73No ratings yet
- CP5062 Project Reports GuidelinesDocument5 pagesCP5062 Project Reports GuidelinesNoel KristianNo ratings yet
- Plant Design and Economics - Cheg5184: Tsegay GDocument26 pagesPlant Design and Economics - Cheg5184: Tsegay GGebrekiros ArayaNo ratings yet
- Unit - 1Document45 pagesUnit - 1neel3745No ratings yet
- Unit 4: Introduction To Engineering Design: Engr. Roman M. Richard, MengDocument17 pagesUnit 4: Introduction To Engineering Design: Engr. Roman M. Richard, MengRoman MarcosNo ratings yet
- Class 12 - (Facility Layout)Document11 pagesClass 12 - (Facility Layout)Amna FaisalNo ratings yet
- Lecture 2 - Introduction To Plant Design (Sep 2022)Document37 pagesLecture 2 - Introduction To Plant Design (Sep 2022)Maisarah JedinNo ratings yet
- Final Report - Team 01B FirstBuild ADA (2016-2017)Document116 pagesFinal Report - Team 01B FirstBuild ADA (2016-2017)Çağlar EbeperiNo ratings yet
- 01-Introduction To DesignDocument42 pages01-Introduction To DesignS JNo ratings yet
- Lecture Notes On Concepts in Engineering Design Unit-2-" Considerations of Good Design "Document24 pagesLecture Notes On Concepts in Engineering Design Unit-2-" Considerations of Good Design "afiuhNo ratings yet
- Plant Design & Economics (2020-CH-243)Document28 pagesPlant Design & Economics (2020-CH-243)Hassan Bashir100% (1)
- Che 423 SimulationDocument60 pagesChe 423 SimulationSimon LexsNo ratings yet
- BLDEA's VP Dr. PGH College of Engineering and Technology, VijayapurDocument36 pagesBLDEA's VP Dr. PGH College of Engineering and Technology, VijayapurGeetanjaliNo ratings yet
- Engr400 DesignprocessDocument3 pagesEngr400 Designprocessnishantu_2255705@gmail.comNo ratings yet
- Tutorial QuestionsDocument2 pagesTutorial QuestionsPrecious JamesNo ratings yet
- ChE 534 - Module 5Document73 pagesChE 534 - Module 5Precious JamesNo ratings yet
- Che 517 - Module 1Document55 pagesChe 517 - Module 1Precious JamesNo ratings yet
- ChE 534 - Module 6Document32 pagesChE 534 - Module 6Precious JamesNo ratings yet
- Che 517 - Module 1Document55 pagesChe 517 - Module 1Precious JamesNo ratings yet
- ChE 517 Water PollutionDocument50 pagesChE 517 Water PollutionPrecious James100% (1)
- CHE 517 - Solid WasteDocument20 pagesCHE 517 - Solid WastePrecious JamesNo ratings yet
- CHE 534 Module 1Document37 pagesCHE 534 Module 1Precious JamesNo ratings yet
- ChE 534 - Module 3Document34 pagesChE 534 - Module 3Precious JamesNo ratings yet
- ChE 534 - Module 2Document58 pagesChE 534 - Module 2Precious JamesNo ratings yet
- SCP Production NotesDocument4 pagesSCP Production Notessaurabh pandeyNo ratings yet
- SNDHANOI - ASI - 00 - BOQ - Unit Price PDFDocument2 pagesSNDHANOI - ASI - 00 - BOQ - Unit Price PDFDo BuiNo ratings yet
- Department of Defense Standard Practice Chromium Plating, Low Embrittlement, Electro-DepositionDocument14 pagesDepartment of Defense Standard Practice Chromium Plating, Low Embrittlement, Electro-DepositionAbed samadsureyft7vewyrNo ratings yet
- S37631 Chemistry 06 PDFDocument255 pagesS37631 Chemistry 06 PDFDeepak YadavNo ratings yet
- RT Flex 05Document12 pagesRT Flex 05George Domusciu100% (1)
- Atomic StructureDocument26 pagesAtomic StructureSakib AhmedNo ratings yet
- Installation Manual: Indoor Unit Outdoor UnitDocument176 pagesInstallation Manual: Indoor Unit Outdoor UnitsnowwooNo ratings yet
- Tutorial 5Document4 pagesTutorial 5Eqieyn JerrNo ratings yet
- Breakthrough For Polyethylene Producers PDFDocument46 pagesBreakthrough For Polyethylene Producers PDFRajanSharmaNo ratings yet
- KeracolorffDocument4 pagesKeracolorffdiv_bamaniaNo ratings yet
- 6 - 10 - 2015 10 - 34 - 52 Am - 41200399Document51 pages6 - 10 - 2015 10 - 34 - 52 Am - 41200399Aashu chaudharyNo ratings yet
- MSDS - Terralin Chlorine TabletsDocument8 pagesMSDS - Terralin Chlorine TabletsRista JayantiNo ratings yet
- Routine Anesthesia Set UpDocument4 pagesRoutine Anesthesia Set UpSteve Johnstone100% (2)
- MSDS Autosol Chrome & Metal PolishDocument5 pagesMSDS Autosol Chrome & Metal PolishandreankerjaNo ratings yet
- ECO ROADS: A Solution To The Vehicular Pollution On RoadsDocument9 pagesECO ROADS: A Solution To The Vehicular Pollution On Roadsharshit gargNo ratings yet
- George J BanwartDocument773 pagesGeorge J BanwartPriyanka AgrawalNo ratings yet
- Safe Electrostatic PaintingDocument4 pagesSafe Electrostatic PaintingTHANH PHONG FIVE METALNo ratings yet
- Chemistry - Mole Concept and Redox Reaction - Complete ModuleDocument101 pagesChemistry - Mole Concept and Redox Reaction - Complete Moduleruchir angraNo ratings yet
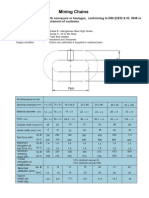
- Mining ChainsDocument1 pageMining ChainsGM HerbalsNo ratings yet
- Lubricant Es 2Document296 pagesLubricant Es 2Rafael CardenasNo ratings yet
- Astm F 2111 Rev A 2001 e 2005 R 2005 PDFDocument4 pagesAstm F 2111 Rev A 2001 e 2005 R 2005 PDFJORGE ARTURO TORIBIO HUERTA0% (1)
- Setting Time and Bleeding of Concrete With Binary and Ternary CementsDocument10 pagesSetting Time and Bleeding of Concrete With Binary and Ternary Cementsmehdi_hoseineeNo ratings yet
- FORM 1 2023 END T3 CHEMISTRY QN - TEACHER - CO - .KE - SET - ADocument9 pagesFORM 1 2023 END T3 CHEMISTRY QN - TEACHER - CO - .KE - SET - AYussuf HirowNo ratings yet
- On The Hydrodesulfurization of FCC Gasoline: A ReviewDocument30 pagesOn The Hydrodesulfurization of FCC Gasoline: A ReviewargirotopNo ratings yet
- Fuels & Alkanes 3 MSDocument4 pagesFuels & Alkanes 3 MSRiya PatelNo ratings yet
- Midwest Fruit Pest Management GuideDocument168 pagesMidwest Fruit Pest Management GuideZakhar PikulytskyiNo ratings yet
- Chemistry (Whitten), 10th Ed - 2Document3 pagesChemistry (Whitten), 10th Ed - 2juan herreraNo ratings yet
- 2018 NCAColdBrewToolkitDocument14 pages2018 NCAColdBrewToolkitFranco OrdoñezNo ratings yet
- 1st Summative Tle 8Document2 pages1st Summative Tle 8Elena Magno CalderonNo ratings yet
- Shivam Sir Immortal Chemistry Academy Chemistry 12 Imp. Q.Document5 pagesShivam Sir Immortal Chemistry Academy Chemistry 12 Imp. Q.Mansi OjhaNo ratings yet
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- The Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesFrom EverandThe Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesRating: 4 out of 5 stars4/5 (16)
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationFrom EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationRating: 4.5 out of 5 stars4.5/5 (2)
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbFrom EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (11)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Offshore Projects and Engineering ManagementFrom EverandOffshore Projects and Engineering ManagementRating: 5 out of 5 stars5/5 (2)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Oil: An Overview of the Petroleum IndustryFrom EverandOil: An Overview of the Petroleum IndustryRating: 4.5 out of 5 stars4.5/5 (3)
- Reservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesFrom EverandReservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesRating: 5 out of 5 stars5/5 (7)
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeFrom EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeNo ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Ship and Mobile Offshore Unit Automation: A Practical GuideFrom EverandShip and Mobile Offshore Unit Automation: A Practical GuideNo ratings yet
- The Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoFrom EverandThe Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoNo ratings yet
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Practical Engineering Management of Offshore Oil and Gas PlatformsFrom EverandPractical Engineering Management of Offshore Oil and Gas PlatformsRating: 4 out of 5 stars4/5 (7)