You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- How To Pass An Assessment Test Sample Test Questions and Answers v20231218Document59 pagesHow To Pass An Assessment Test Sample Test Questions and Answers v20231218Baby BooNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Learner GuideDocument78 pagesLearner GuideLiane RegnardNo ratings yet
- Application of Parallel ANN-PSO To Hourly Solar PV Estima-TionDocument26 pagesApplication of Parallel ANN-PSO To Hourly Solar PV Estima-Tionali alasdyNo ratings yet
- Review On Probabilistic Forecasting of Photovoltaic Power Production and Electricity ConsumptionDocument54 pagesReview On Probabilistic Forecasting of Photovoltaic Power Production and Electricity Consumptionali alasdyNo ratings yet
- Sakarya University Journal of ScienceDocument15 pagesSakarya University Journal of Scienceali alasdyNo ratings yet
- Solar Monitoring Using Iot: Karpagam College of Engineering, CoimbatoreDocument4 pagesSolar Monitoring Using Iot: Karpagam College of Engineering, Coimbatoreali alasdyNo ratings yet
- Web Based Monitoring of Solar Power Plant Using Open Source IOT Platform Thingspeak and ArduinoDocument6 pagesWeb Based Monitoring of Solar Power Plant Using Open Source IOT Platform Thingspeak and Arduinoali alasdyNo ratings yet
- Irjet V7i4987Document6 pagesIrjet V7i4987ali alasdyNo ratings yet
- Fast Median Search: An ANSI C Implementation: Nicolas Devillard - Ndevilla AT Free DOT FR July 1998Document14 pagesFast Median Search: An ANSI C Implementation: Nicolas Devillard - Ndevilla AT Free DOT FR July 1998ali alasdyNo ratings yet
- Designing A Low-Cost Weather Monitoring System Using NodemcuDocument4 pagesDesigning A Low-Cost Weather Monitoring System Using Nodemcuali alasdyNo ratings yet
- ML8511-00FC: REFERENCE BOARD Manual For UV Sensor (QFN)Document8 pagesML8511-00FC: REFERENCE BOARD Manual For UV Sensor (QFN)ali alasdyNo ratings yet
- Solar Wind Desal Arab PDFDocument11 pagesSolar Wind Desal Arab PDFali alasdyNo ratings yet
- Self Balancing Robot Using PID Algorithm (STM MC) : Inverted PendulumDocument10 pagesSelf Balancing Robot Using PID Algorithm (STM MC) : Inverted Pendulumali alasdyNo ratings yet
- Evaluation of 3-And 5-Axis Sculptured Surface Machining in CAM Environment Through Design of ExperimentsDocument21 pagesEvaluation of 3-And 5-Axis Sculptured Surface Machining in CAM Environment Through Design of Experimentsali alasdyNo ratings yet
- 515-Article Text-1589-1-10-20140506 PDFDocument12 pages515-Article Text-1589-1-10-20140506 PDFali alasdyNo ratings yet
- Industrial Pharmacy Dr. Myasar AlkotajiDocument16 pagesIndustrial Pharmacy Dr. Myasar Alkotajiali alasdyNo ratings yet
- Week 2 2014Document26 pagesWeek 2 2014ali alasdyNo ratings yet
- Industrial Strategy White Paper Web Ready Version PDFDocument256 pagesIndustrial Strategy White Paper Web Ready Version PDFali alasdy100% (1)
- Imaging and Radiotherapy Physics - Proposal For PHD Degree: Kathrine - Redalen@Ntnu - NoDocument6 pagesImaging and Radiotherapy Physics - Proposal For PHD Degree: Kathrine - Redalen@Ntnu - Noali alasdyNo ratings yet
- International Journal of Chemical Reactor Engineering: Srinivas Palanki Jyothy VemuriDocument23 pagesInternational Journal of Chemical Reactor Engineering: Srinivas Palanki Jyothy Vemuriali alasdyNo ratings yet
- Batch vs. Continuous Processing: A Choice: January 2005Document3 pagesBatch vs. Continuous Processing: A Choice: January 2005ali alasdyNo ratings yet
- Aldersgate College Espinoza, Daenielle Audrey MDocument6 pagesAldersgate College Espinoza, Daenielle Audrey MddddddaaaaeeeeNo ratings yet
- Balance Between Authority Responsibility AccountabilityDocument6 pagesBalance Between Authority Responsibility Accountabilitysanjay.diddeeNo ratings yet
- An Overview of Cognitive Radar: Past, Present, and Future: Feature ArticleDocument13 pagesAn Overview of Cognitive Radar: Past, Present, and Future: Feature ArticleMiguel AguilarNo ratings yet
- Anger ManagementDocument23 pagesAnger ManagementSamit RajanNo ratings yet
- Strategic Chapter 1Document36 pagesStrategic Chapter 1Sunnie LyeNo ratings yet
- Following Leading in RiskDocument161 pagesFollowing Leading in Riskkeshav jalanNo ratings yet
- Managing OrganizationDocument17 pagesManaging OrganizationG N AlahakoonNo ratings yet
- Ethical DilemmasDocument15 pagesEthical DilemmasKawalpreet Singh MakkarNo ratings yet
- Problem Solving and Decision Making Techniques PDFDocument14 pagesProblem Solving and Decision Making Techniques PDFWindhiyani MadawalaNo ratings yet
- MAS Booklet 1Document41 pagesMAS Booklet 1jessel m. decenaNo ratings yet
- Local Governance in Decentralized Local Government in Cambodia - Case Studies of Commune CouncilsDocument88 pagesLocal Governance in Decentralized Local Government in Cambodia - Case Studies of Commune Councilssokphia100% (3)
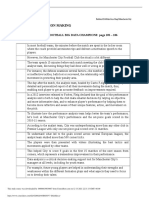
- Chapter 2: Decision Making: Case Application 2: Manchester City: Football Big Data Champions: Page 105 - 106Document6 pagesChapter 2: Decision Making: Case Application 2: Manchester City: Football Big Data Champions: Page 105 - 106Gautham100% (1)
- Decision Making: Pankaj Kr. SrivastavaDocument17 pagesDecision Making: Pankaj Kr. SrivastavaPbawalNo ratings yet
- Job PreferenceDocument18 pagesJob PreferenceSamima AkteriNo ratings yet
- Consumer Decision Making I: MKT 750 Dr. WestDocument45 pagesConsumer Decision Making I: MKT 750 Dr. WestNithya Nanthini SithareaNo ratings yet
- Jimma University Masters in Constructions Management: Course DescriptionDocument3 pagesJimma University Masters in Constructions Management: Course DescriptionferewoyneNo ratings yet
- Ethics & Governance: Drjlgupta MdiDocument82 pagesEthics & Governance: Drjlgupta MdiAman PratikNo ratings yet
- Core Principles of Assessment in Competency Based Medical EducationDocument9 pagesCore Principles of Assessment in Competency Based Medical EducationJasmik SinghNo ratings yet
- Copy CHAPTER 4 Decision TheoryDocument6 pagesCopy CHAPTER 4 Decision Theoryclariza.consulta0716No ratings yet
- Innovation and Entrepreneurship - Theory, Policy and Practice (PICTURE)Document232 pagesInnovation and Entrepreneurship - Theory, Policy and Practice (PICTURE)Amanda S86% (7)
- Five Functions of Management-SoftDocument23 pagesFive Functions of Management-SoftLevy Duran100% (1)
- Commonly Asked Interview QuestionsDocument5 pagesCommonly Asked Interview QuestionsFeel the MusicNo ratings yet
- SSRN - Groupthink Decision Making Deficiency in The Requirements Engineering Process - Towards A Crowdsourcing Model - 0Document22 pagesSSRN - Groupthink Decision Making Deficiency in The Requirements Engineering Process - Towards A Crowdsourcing Model - 0Bolaji OdegbesanNo ratings yet
- Household Decision MakingDocument19 pagesHousehold Decision MakingMiguel Ángel Fernández DelgadoNo ratings yet
- Life Skills Course NotesDocument26 pagesLife Skills Course NotesBrian KoechNo ratings yet
- Admin, BJD 359 DezembroDocument33 pagesAdmin, BJD 359 Dezembroqwerty qwertyNo ratings yet
- NHS FPX 5004 Assessment 4 Self-Assessment of Leadership, Collaboration, and EthicsDocument4 pagesNHS FPX 5004 Assessment 4 Self-Assessment of Leadership, Collaboration, and EthicsEmma WatsonNo ratings yet
- Module Review Practicum in Educational AdministrationDocument7 pagesModule Review Practicum in Educational AdministrationHECTOR RODRIGUEZ100% (2)