You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Nabergoj - 1979 - On Thresholds For Surface Waves On Resonant BubbleDocument4 pagesNabergoj - 1979 - On Thresholds For Surface Waves On Resonant BubbleSubhasish MitraNo ratings yet
- Boundary Layer TheoryDocument32 pagesBoundary Layer TheorySubhasish MitraNo ratings yet
- Plate Type Wet ScrubberDocument6 pagesPlate Type Wet ScrubberRoger IsidoreNo ratings yet
- Exxonmobil FCC TechnologyDocument4 pagesExxonmobil FCC TechnologySubhasish Mitra100% (2)
- Capillarity and Mechanics of The SurfaceDocument33 pagesCapillarity and Mechanics of The SurfaceSubhasish MitraNo ratings yet
- EPA AP42 Section 5 - Petroleum RefiningDocument16 pagesEPA AP42 Section 5 - Petroleum RefiningStephen BoyleNo ratings yet
- Ansys 14 TheoryDocument826 pagesAnsys 14 TheorySubhasish MitraNo ratings yet
- Distillation Column Tray HydraulicsDocument29 pagesDistillation Column Tray HydraulicsSubhasish Mitra100% (7)
- CFD Application in Fixed Bed Reactor InternalsDocument22 pagesCFD Application in Fixed Bed Reactor InternalsSubhasish Mitra100% (2)
- Compressor ManturboDocument6 pagesCompressor ManturboSubhasish MitraNo ratings yet
- Gel Formation in HDPEDocument4 pagesGel Formation in HDPESubhasish Mitra100% (3)
- CO2 Capture Simulation in HYSYS PlatformDocument17 pagesCO2 Capture Simulation in HYSYS PlatformSubhasish Mitra100% (1)
- PEM Fuel Cell Simulation On Hysys PlatformDocument21 pagesPEM Fuel Cell Simulation On Hysys PlatformSubhasish Mitra100% (5)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Pre-Excavation Grouting in Hard Rock Tunnelling PDFDocument58 pagesPre-Excavation Grouting in Hard Rock Tunnelling PDFTony ChanNo ratings yet
- Msds Ready Mixed Concrete PDFDocument8 pagesMsds Ready Mixed Concrete PDFGangsar Lukmanjaya100% (1)
- w2 C Mira Atom Erd Bar ValveDocument2 pagesw2 C Mira Atom Erd Bar ValvejayteNo ratings yet
- Vitra Faucets and AccessoriesDocument272 pagesVitra Faucets and AccessoriescothacoNo ratings yet
- Astm C119-16Document8 pagesAstm C119-16Manuel Antonio Santos Vargas100% (2)
- Shristi, Farm StructureDocument70 pagesShristi, Farm StructureShristi ShefaliNo ratings yet
- The Geochemistry of Rare Earth Elements (REE) in Acid Mine Drainage From The Sitai Coal Mine, Shanxi Province, North ChinaDocument9 pagesThe Geochemistry of Rare Earth Elements (REE) in Acid Mine Drainage From The Sitai Coal Mine, Shanxi Province, North ChinaAbie BadhurahmanNo ratings yet
- Brief Directions For The Use of Biodynamic Sprays 500, 501 and 508Document3 pagesBrief Directions For The Use of Biodynamic Sprays 500, 501 and 508budhistsluvcopyrightNo ratings yet
- Hydraulics Engineering Week 12: Dams and Reservoirs: Dr. M. Mubashir QureshiDocument88 pagesHydraulics Engineering Week 12: Dams and Reservoirs: Dr. M. Mubashir QureshiRana Asad AliNo ratings yet
- Annex 4 - Pro-Forma Project Implementation ScheduleDocument3 pagesAnnex 4 - Pro-Forma Project Implementation ScheduleMarie AlejoNo ratings yet
- Farley, M (2008) The Manager's Non-Revenue Water Handbook - A Guide To Understanding Water LossesDocument146 pagesFarley, M (2008) The Manager's Non-Revenue Water Handbook - A Guide To Understanding Water Losseselhohito100% (1)
- SEEPW 2007 Engineering BookDocument319 pagesSEEPW 2007 Engineering BookMihaiNo ratings yet
- Efektivitas Pembubuhan Kaporit Dalam Menurunkan Kadar Zat Besi (Fe) Pada Air Sumur Gali Tahun 2013Document10 pagesEfektivitas Pembubuhan Kaporit Dalam Menurunkan Kadar Zat Besi (Fe) Pada Air Sumur Gali Tahun 2013arifNo ratings yet
- Christine - MBARI Biogeochemical LessonDocument10 pagesChristine - MBARI Biogeochemical LessonMelissa NatashaNo ratings yet
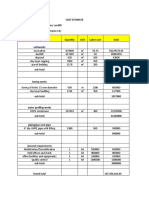
- Cost EstimateDocument1 pageCost EstimateCire OmalinNo ratings yet
- WW Technology MatricesDocument61 pagesWW Technology Matricesadalcayde2514No ratings yet
- Refrigerant Unit Lab ReportDocument19 pagesRefrigerant Unit Lab Reportakmal100% (2)
- 041 Commissioning Documents Listed OpenDocument29 pages041 Commissioning Documents Listed OpenemaNo ratings yet
- Advisory Note SMDocument48 pagesAdvisory Note SMAmrita BhatnagarNo ratings yet
- Study Guide Chemical Technician: Test Number: 2782Document16 pagesStudy Guide Chemical Technician: Test Number: 2782Anna Mae AlvarezNo ratings yet
- Meteo 2016Document4 pagesMeteo 2016edward davisNo ratings yet
- Complete Notes On Unit - V - Ural PlanningDocument10 pagesComplete Notes On Unit - V - Ural PlanningShahin Kauser ZiaudeenNo ratings yet
- Landslide Rainfall - Induced: - By: Group 1Document24 pagesLandslide Rainfall - Induced: - By: Group 1john kevin laurenoNo ratings yet
- BoschMANUAL SMS58N88EUDocument40 pagesBoschMANUAL SMS58N88EUGábor BaloghNo ratings yet
- Drain PLNDocument2 pagesDrain PLNDaniel AuriNo ratings yet
- Microbial Carbonate Precipitation ReviewDocument19 pagesMicrobial Carbonate Precipitation ReviewvempadareddyNo ratings yet
- Pipe Coat & LiningDocument22 pagesPipe Coat & Liningjadav parixeet100% (3)
- WatAir 151 373 396Document24 pagesWatAir 151 373 396cicakterbangNo ratings yet
- SDB Seifen eDocument4 pagesSDB Seifen eMathias CoekaertsNo ratings yet
- ESS 4 StandardDocument7 pagesESS 4 StandardLineth DomingoNo ratings yet