You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Diabetic Profile: Test Name Result Unit Reference RangeDocument3 pagesDiabetic Profile: Test Name Result Unit Reference Rangemohamed ibrahimNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Environmental Management SystemDocument145 pagesEnvironmental Management Systemmohamed ibrahimNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- S1168 Driver Safety Program ChecklistDocument2 pagesS1168 Driver Safety Program Checklistmohamed ibrahimNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Ohs CommunicationDocument6 pagesOhs Communicationmohamed ibrahimNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Environmental Aspect MaterialDocument21 pagesEnvironmental Aspect Materialmohamed ibrahimNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- EOHSP 13 Incident Inc CAPADocument3 pagesEOHSP 13 Incident Inc CAPAmohamed ibrahimNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
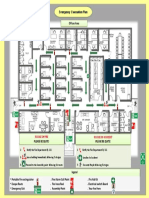
- Emergency Evacuation Plan 1Document1 pageEmergency Evacuation Plan 1mohamed ibrahimNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Risk AssessmentDocument55 pagesRisk Assessmentmohamed ibrahimNo ratings yet
- Working at Heights - Harmonized - PolicyDocument15 pagesWorking at Heights - Harmonized - Policymohamed ibrahimNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Personal Protective Equipment For Working at HeightDocument25 pagesPersonal Protective Equipment For Working at Heightmohamed ibrahimNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Egyptian Ambulance OrganizationDocument3 pagesEgyptian Ambulance Organizationmohamed ibrahimNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Roadshow PresentationDocument127 pagesRoadshow PresentationTahal UpretyNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
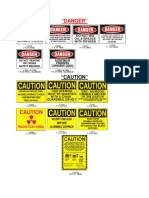
- Safety SignsDocument20 pagesSafety Signsmohamed ibrahimNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Competent Person Scaffold Inspection ChecklistDocument1 pageCompetent Person Scaffold Inspection Checklistmohamed ibrahimNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Behavior Safety Observation Checklist (BSOC)Document2 pagesBehavior Safety Observation Checklist (BSOC)mohamed ibrahimNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- ISA-TR84.00.04-2005 Part 2Document84 pagesISA-TR84.00.04-2005 Part 2ballasreedhar100% (2)
- Gastech 2005 LPG Paper Rev3Document8 pagesGastech 2005 LPG Paper Rev3raritylimNo ratings yet
- An Example: These Guidelines Applied To The Safe Automation of A Batch Polymerization ReactorDocument15 pagesAn Example: These Guidelines Applied To The Safe Automation of A Batch Polymerization ReactorIamsNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- VCM GBDocument50 pagesVCM GBNeima DoualehNo ratings yet
- PROCESS DepressurisationDocument38 pagesPROCESS DepressurisationMuhammad Feri IrawanNo ratings yet
- CGE653 Chapter2 Part2Document61 pagesCGE653 Chapter2 Part2Muhammad NursalamNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Taifa Gas Kenya LTD Kilifi CountyDocument111 pagesTaifa Gas Kenya LTD Kilifi CountyHussein Boffu100% (1)
- Basic LNG Training: Presented By: Saurabh Girdhar Head, Marine Division. Ganpat UniversityDocument85 pagesBasic LNG Training: Presented By: Saurabh Girdhar Head, Marine Division. Ganpat UniversityVu Duc NguyenNo ratings yet
- Process Safety-24.04.17 1Document232 pagesProcess Safety-24.04.17 1Rupal PandyaNo ratings yet
- Liquefied Gas CarrierDocument229 pagesLiquefied Gas CarrierSaurabh Yadav100% (2)
- Analisis Kebakaran TangkiDocument9 pagesAnalisis Kebakaran Tangkisugih pristyantoNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- 1.4 Advanced PFP Seminar 11 2011 PDFDocument94 pages1.4 Advanced PFP Seminar 11 2011 PDFfredo405No ratings yet
- Jet FireDocument8 pagesJet FireAhmad Nafais RahimiNo ratings yet
- HSE Methodology For Sociatal RiskDocument27 pagesHSE Methodology For Sociatal RiskshaileshgadbailNo ratings yet
- WSH Guidelines On Flammable MaterialsDocument99 pagesWSH Guidelines On Flammable Materialshuat86No ratings yet
- Mock Drill Oil Bottling Plant - BangaloreDocument34 pagesMock Drill Oil Bottling Plant - Bangaloresaquib_jamadarNo ratings yet
- SPE Paper 69679Document11 pagesSPE Paper 69679Nicholas Garrett100% (2)
- SOP Gas Cylinders in School Science AreasDocument6 pagesSOP Gas Cylinders in School Science AreasSandeep ShettyNo ratings yet
- Process Modelling and Model Analysis-Hangos-CameronDocument561 pagesProcess Modelling and Model Analysis-Hangos-CameronSofia Mac Rodri88% (8)
- LPG Storage Systems Atmospheric Vs PressurisedDocument8 pagesLPG Storage Systems Atmospheric Vs Pressurisedraritylim100% (1)
- Acetylene A-40 FillingDocument13 pagesAcetylene A-40 FillingrenanevesNo ratings yet
- McaDocument9 pagesMcaamit singhNo ratings yet
- UK HSE Failure-Rates PDFDocument102 pagesUK HSE Failure-Rates PDFSteve McGaheyNo ratings yet
- Lecture #2 Chemical Engineering Plant Design: Prof - Dr.A.K SALARIYADocument49 pagesLecture #2 Chemical Engineering Plant Design: Prof - Dr.A.K SALARIYAAdil AslamNo ratings yet
- Durango Hmo Study GuideDocument82 pagesDurango Hmo Study GuideYorman J. Mari PerazaNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ADIS - P-4 (@1-01) Safety in Chemical Industry - (34) - Dec. 2014Document34 pagesADIS - P-4 (@1-01) Safety in Chemical Industry - (34) - Dec. 2014mkkamarajNo ratings yet
- ADIS - P-4 (@1-03.0) Major Industrial Disasters - General - Aug. 2017Document21 pagesADIS - P-4 (@1-03.0) Major Industrial Disasters - General - Aug. 2017mkkamarajNo ratings yet
- CCPS Paper Consequence of LNG Marine Incidents Final - 2 - tcm4-119513 PDFDocument21 pagesCCPS Paper Consequence of LNG Marine Incidents Final - 2 - tcm4-119513 PDF1mmahoneyNo ratings yet
- Fire and Explosion PDFDocument96 pagesFire and Explosion PDFanpuselvi125100% (1)
- LNG Fire Protection and Emergency ResponseDocument152 pagesLNG Fire Protection and Emergency ResponseDesigner Forever100% (2)