You might also like
- Kaizen Explained 6Document10 pagesKaizen Explained 6Ash v3.0No ratings yet
- 5 Why TrainingDocument38 pages5 Why Trainingliviu_din_codru100% (8)
- 13 Problem Solving ModelsDocument28 pages13 Problem Solving ModelsZzzddd100% (1)
- 03a IGCSE Maths 4MA1 1H - January 2021 Examination PaperDocument28 pages03a IGCSE Maths 4MA1 1H - January 2021 Examination PaperMeenakshie Chaudrie100% (4)
- Tqmi Problem Solving Tools and Techniques 27 July 160215113104Document103 pagesTqmi Problem Solving Tools and Techniques 27 July 160215113104Lightning LamboNo ratings yet
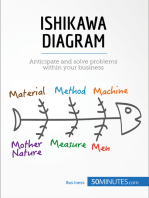
- Ishikawa Diagram: Anticipate and solve problems within your businessFrom EverandIshikawa Diagram: Anticipate and solve problems within your businessRating: 5 out of 5 stars5/5 (3)
- What Is Problem SolvingDocument5 pagesWhat Is Problem SolvingBharath SrinivasreddyNo ratings yet
- Improve Patient Safety by Reducing Medication ErrorsDocument95 pagesImprove Patient Safety by Reducing Medication Errorsdev5683No ratings yet
- Learn Analytical Skills for Problem SolvingDocument91 pagesLearn Analytical Skills for Problem SolvingkomaltagraNo ratings yet
- 1-Problem SolvingDocument8 pages1-Problem SolvingAnkur DhirNo ratings yet
- Root Cause AnalysisDocument34 pagesRoot Cause Analysishgciso80% (5)
- A3 Problem Solving Oct 2018Document23 pagesA3 Problem Solving Oct 2018zefanya cahyo100% (1)
- Module 40. Solution SelectionDocument31 pagesModule 40. Solution Selectiontaghavi1347No ratings yet
- Problem-Solving Tools PDFDocument27 pagesProblem-Solving Tools PDFAziz KharefNo ratings yet
- Aryabhatta Grade 10Document4 pagesAryabhatta Grade 10shweta051100% (2)
- 6 - Sigma Training: ReviewDocument33 pages6 - Sigma Training: ReviewJuan Carlos Gebhardt100% (1)
- A3 Training PDFDocument10 pagesA3 Training PDFJanella Bianca BarriosNo ratings yet
- Problem Solving and Strategy A3Document31 pagesProblem Solving and Strategy A3Đức ĐoànNo ratings yet
- Problem Solving by 24 Management ToolsDocument28 pagesProblem Solving by 24 Management ToolsKCNo ratings yet
- Problem SolvingDocument55 pagesProblem SolvingHardik SNo ratings yet
- LG MATH Grade 5 - Geometry v2.0 PDFDocument17 pagesLG MATH Grade 5 - Geometry v2.0 PDFLevi CorralNo ratings yet
- Ingles Cronwell PDFDocument3,512 pagesIngles Cronwell PDFChristian SeminarioNo ratings yet
- Design Methods GuideDocument66 pagesDesign Methods GuiderajeshNo ratings yet
- 7 QC Tools PresentationDocument115 pages7 QC Tools Presentationsumeetsaini88No ratings yet
- Basic Quality Tools: Root Cause Analysis: Fundamentals of Business Process Outsourcing 102Document28 pagesBasic Quality Tools: Root Cause Analysis: Fundamentals of Business Process Outsourcing 102anne pascuaNo ratings yet
- 8D Problem Solving Excel WorksheetDocument6 pages8D Problem Solving Excel WorksheetecdtcenterNo ratings yet
- Analytical Skills NBDocument28 pagesAnalytical Skills NBNeeraj BhardwajNo ratings yet
- Sinha, K. B., & Srivastava, S. (2017) - Theory of Semigroups and ApplicationsDocument176 pagesSinha, K. B., & Srivastava, S. (2017) - Theory of Semigroups and ApplicationsJORGE LUIS JUNIOR JIMENEZ GOMEZNo ratings yet
- The A3 Approach To Problem SolvingDocument29 pagesThe A3 Approach To Problem Solvingsachinlomte8614No ratings yet
- Problem Solving Tools and TechniquesDocument103 pagesProblem Solving Tools and TechniquesBaniza Che BakarNo ratings yet
- 8 D MethodologyDocument16 pages8 D MethodologyRahul p rNo ratings yet
- What Is Lean?: Identify Customers and Specify ValueDocument5 pagesWhat Is Lean?: Identify Customers and Specify ValuejimNo ratings yet
- PM concepts LEAN projectDocument4 pagesPM concepts LEAN projectshauna streetNo ratings yet
- Problem SolvingDocument11 pagesProblem SolvingesayasNo ratings yet
- 8 DmethodologyDocument16 pages8 DmethodologyJuan CarlosNo ratings yet
- Problem Solving Methodology: DmaicDocument21 pagesProblem Solving Methodology: Dmaicjorge_matus_2No ratings yet
- Problem Solving with the PDCA CycleDocument10 pagesProblem Solving with the PDCA CyclehobbesatoNo ratings yet
- Lec 2 Quality AssuranceDocument80 pagesLec 2 Quality AssurancePhilip WagihNo ratings yet
- #9 Process Improvement and Six SigmaDocument5 pages#9 Process Improvement and Six SigmaNeyka YinNo ratings yet
- Kaizen Concepts System Process ImprovementDocument4 pagesKaizen Concepts System Process ImprovementPark ChanyeolNo ratings yet
- DMAIC Process Storyboard: Team Formation Define MeasureDocument14 pagesDMAIC Process Storyboard: Team Formation Define MeasureEric AlvarezNo ratings yet
- Chapter 2Document11 pagesChapter 2api-509341358No ratings yet
- Quality Process Improvement Tools and TechniquesDocument21 pagesQuality Process Improvement Tools and TechniquesEmad BadrNo ratings yet
- Tools for Quality Control and ImprovementDocument8 pagesTools for Quality Control and ImprovementEdrizz RizNo ratings yet
- SMP5 Group 2 ReportDocument33 pagesSMP5 Group 2 ReportHazelyn delcoNo ratings yet
- J Qual Prog OntheTrail RCA Part1Document5 pagesJ Qual Prog OntheTrail RCA Part1Ronald LlerenaNo ratings yet
- SMPBPO102 - 004 v2014 QCCIDocument28 pagesSMPBPO102 - 004 v2014 QCCIJanine Sabio CardonaNo ratings yet
- The SCAMPER TechniqueDocument7 pagesThe SCAMPER TechniqueGodluck swaiNo ratings yet
- Sec 08 - Problem Solving PDFDocument4 pagesSec 08 - Problem Solving PDFAmali LakmaliNo ratings yet
- Quantitative TechniqueDocument12 pagesQuantitative Techniqueujwal46No ratings yet
- Decision Making and Problem SolvingDocument111 pagesDecision Making and Problem Solvingklabhesh333No ratings yet
- Chapter 3 - Lessons 4,5,6Document22 pagesChapter 3 - Lessons 4,5,6JajaNo ratings yet
- 05d A3 Problem Solving Template VisioDocument2 pages05d A3 Problem Solving Template Visio2k18.russia.world.cupNo ratings yet
- Management Science Prof. Irah Dianne NicolasDocument21 pagesManagement Science Prof. Irah Dianne NicolasNichole ArcletaNo ratings yet
- Root Cause RecognitionDocument5 pagesRoot Cause RecognitionLuna KimNo ratings yet
- Analytical Thinking TrainingDocument58 pagesAnalytical Thinking Trainingcyberhansraj100% (2)
- Unit - Ii: Design MethodsDocument66 pagesUnit - Ii: Design Methodsrajesh100% (1)
- Unit - Ii: Design MethodsDocument66 pagesUnit - Ii: Design MethodsrajeshNo ratings yet
- Jonathan Mottley - Professional Practice Assignment 1 Task 2 & 3Document17 pagesJonathan Mottley - Professional Practice Assignment 1 Task 2 & 3jonathan mottleyNo ratings yet
- Analysis within the Systems Development Life-Cycle: Book 4 Activity Analysis—The MethodsFrom EverandAnalysis within the Systems Development Life-Cycle: Book 4 Activity Analysis—The MethodsNo ratings yet
- Experiment 5 Laboratory ManualDocument2 pagesExperiment 5 Laboratory ManualAvrielle EstimadoNo ratings yet
- Activity No. 3Document2 pagesActivity No. 3Avrielle EstimadoNo ratings yet
- Act 1Document2 pagesAct 1Avrielle EstimadoNo ratings yet
- Merging Result-MergedDocument5 pagesMerging Result-MergedAvrielle EstimadoNo ratings yet
- Geomechanical Modelling of Railroad Ballast: A Review: Yahia Alabbasi Mohammed HusseinDocument25 pagesGeomechanical Modelling of Railroad Ballast: A Review: Yahia Alabbasi Mohammed Husseiniuli21No ratings yet
- Wave Attenuation in 1-D Viscoelastic Phononic Crystal Rods Using Different PolymersDocument11 pagesWave Attenuation in 1-D Viscoelastic Phononic Crystal Rods Using Different PolymersErnandes Macêdo PaivaNo ratings yet
- Ubd TemplateDocument8 pagesUbd TemplateDiana Joaquin MarianoNo ratings yet
- NARAYANA IIT ACADEMY JR.IIT CO SUPER CHAINA & SUPER CHAINA N120/MAINS QP KEY & SOLUTIONDocument12 pagesNARAYANA IIT ACADEMY JR.IIT CO SUPER CHAINA & SUPER CHAINA N120/MAINS QP KEY & SOLUTIONYugandher BadanaNo ratings yet
- Abaqus Analysis User's Manual, 32.15 (User Elements)Document22 pagesAbaqus Analysis User's Manual, 32.15 (User Elements)Elias BuNo ratings yet
- EM72 - 2007 Vibrations Article-Rene ArchambaultDocument4 pagesEM72 - 2007 Vibrations Article-Rene ArchambaultChad HuntNo ratings yet
- M SequenceDocument7 pagesM SequencePankaj KumarNo ratings yet
- Statistical MethodsDocument16 pagesStatistical MethodsyasheshgaglaniNo ratings yet
- Detect Structural Damage Using ANN & Modal DataDocument8 pagesDetect Structural Damage Using ANN & Modal DataSri NNo ratings yet
- CS401 Homework 1Document2 pagesCS401 Homework 1mohammadnh2002No ratings yet
- Statistica DescriptivaDocument10 pagesStatistica DescriptivaCristian FarcasNo ratings yet
- Bobbo 2016Document16 pagesBobbo 2016Dago SilvaNo ratings yet
- Windows - How To Rotate Shapes in C# - Stack Overflow PDFDocument1 pageWindows - How To Rotate Shapes in C# - Stack Overflow PDFVerruumm AmineNo ratings yet
- IM Unit OverviewDocument1 pageIM Unit OverviewAheedam MohammedNo ratings yet
- CHM 111 PDFDocument136 pagesCHM 111 PDFSreenivasuluNo ratings yet
- Caringbah 2023 2U Trials & SolutionsDocument56 pagesCaringbah 2023 2U Trials & SolutionsYvonne HuynhNo ratings yet
- DB2 Program PreperationDocument6 pagesDB2 Program PreperationSudheer.rbNo ratings yet
- Syllabus Class 10thDocument20 pagesSyllabus Class 10thsanjeev kumarNo ratings yet
- 2017 Grades 5-6 Questions EnglishDocument8 pages2017 Grades 5-6 Questions EnglishRiaangga SugiartoNo ratings yet
- GE3151 Problem Solving and Python Programming Lecture Notes 2Document158 pagesGE3151 Problem Solving and Python Programming Lecture Notes 2nandhini.raj2930No ratings yet
- SPE 15578 Specific Mixing Energy: A Key Factor For Cement SlurryDocument8 pagesSPE 15578 Specific Mixing Energy: A Key Factor For Cement SlurryNaveed HasanNo ratings yet
- Tutorial - Learn Python in 10 Minutes - Stavros' Stuff - Stumble UponDocument1 pageTutorial - Learn Python in 10 Minutes - Stavros' Stuff - Stumble Uponbiafran5893No ratings yet
- PERMUTATION AND COMBINATIONDocument4 pagesPERMUTATION AND COMBINATIONNitin DangiNo ratings yet
- Digital MCQDocument7 pagesDigital MCQGeetRSBNo ratings yet
- Visual Vocabulary of Financial TimesDocument1 pageVisual Vocabulary of Financial TimesGiovanni RabuffettiNo ratings yet