You might also like
- M2 Geometrical Measurement TMM CMM PDFDocument17 pagesM2 Geometrical Measurement TMM CMM PDFRohith M. AthreyaNo ratings yet
- Measurement of Gear ElementsDocument6 pagesMeasurement of Gear ElementsSANDEEP BUDANIANo ratings yet
- 5.EMM Lab ManualDocument38 pages5.EMM Lab ManualRakeshkumarcegNo ratings yet
- InterferometryDocument231 pagesInterferometrySathyaPrakash Bhat AnekalluNo ratings yet
- Lecture Note - CMM - 103300Document32 pagesLecture Note - CMM - 103300Kif KimiNo ratings yet
- Measuring Lengths Using Digital Height Gauge and Angles Using Sine BarDocument9 pagesMeasuring Lengths Using Digital Height Gauge and Angles Using Sine BarHanu VishnoiNo ratings yet
- Precision Measurement TechniquesDocument32 pagesPrecision Measurement TechniquesPavan WaghNo ratings yet
- Manufacturing Laboratory-I (ME207) ReportDocument3 pagesManufacturing Laboratory-I (ME207) ReportMD. ATHAR HASSANNo ratings yet
- National Institute of Technology Warangal Department of Mechanical Engineering Warangal - 506 004Document50 pagesNational Institute of Technology Warangal Department of Mechanical Engineering Warangal - 506 004Venu Gopal AnneNo ratings yet
- Measuring Small Angles Using a Sine BarDocument6 pagesMeasuring Small Angles Using a Sine BarMaria Mehar100% (2)
- Cmm-Based Profile Measuring Method For Unknown Screw Compressor Rotor PDFDocument5 pagesCmm-Based Profile Measuring Method For Unknown Screw Compressor Rotor PDFCDELVO1382No ratings yet
- Surface Texture Measuring Instruments GuideDocument2 pagesSurface Texture Measuring Instruments GuideAditiawarmanNo ratings yet
- Faculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, PuneDocument57 pagesFaculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, Puneraghav maskeNo ratings yet
- Reverse Engineering of Spur GearDocument4 pagesReverse Engineering of Spur GearInaamNo ratings yet
- Unit 1Document53 pagesUnit 1About FactsNo ratings yet
- Angular MeasurementDocument9 pagesAngular MeasurementAnish AmanNo ratings yet
- Measure Taper Angle with Sine BarDocument5 pagesMeasure Taper Angle with Sine Barঅর্ঘ্য রায়No ratings yet
- FF Met ManualDocument29 pagesFF Met ManualHitendra SinghNo ratings yet
- Metrology and Quality Control PracticalDocument53 pagesMetrology and Quality Control PracticalDIPAK VINAYAK SHIRBHATE75% (4)
- Angular Measurements: MEGR 6181 Engineering MetrologyDocument14 pagesAngular Measurements: MEGR 6181 Engineering MetrologyNarasimha ReddyNo ratings yet
- Mechanical Measurement Lab ExperimentsDocument29 pagesMechanical Measurement Lab ExperimentsVINITNo ratings yet
- Lab ManualDocument19 pagesLab ManualAjij Mujawar100% (1)
- X-Carve CNC Calibration Test Pattern GuideDocument6 pagesX-Carve CNC Calibration Test Pattern GuideCarlos TerrazaNo ratings yet
- IDM Lab1Document5 pagesIDM Lab1gudursrinath11No ratings yet
- Roundness Measuring Instrument: RMI-D560C RMI-D420Document8 pagesRoundness Measuring Instrument: RMI-D560C RMI-D420Phạm DươngNo ratings yet
- ME 322 Machine Design Gear and Bearing Design PrinciplesDocument13 pagesME 322 Machine Design Gear and Bearing Design PrinciplesVishak ReguNo ratings yet
- ME8501 - Metrology and Measurements - Unit - IIDocument77 pagesME8501 - Metrology and Measurements - Unit - IIarunpdcNo ratings yet
- METROLOGY LAB MANUALDocument30 pagesMETROLOGY LAB MANUALSanju JohnNo ratings yet
- Objectives:: 1.1 CantileverDocument6 pagesObjectives:: 1.1 CantileverramaNo ratings yet
- IPE 382 - Lab SheetDocument26 pagesIPE 382 - Lab SheetSAnNo ratings yet
- Hand Tools - Metal: Marking Out, Measurement, Fitting & AssemblyDocument16 pagesHand Tools - Metal: Marking Out, Measurement, Fitting & Assemblytarmizy100% (1)
- Key 4Document14 pagesKey 4Jury.rahulNo ratings yet
- Machine Tools and MachiningDocument64 pagesMachine Tools and MachiningEngr MallariNo ratings yet
- CMM Guide: Measure Parts with Coordinate Measuring MachinesDocument11 pagesCMM Guide: Measure Parts with Coordinate Measuring MachinessubhashNo ratings yet
- Taper and Angular MeasureDocument29 pagesTaper and Angular Measurelaxmikanta sahuNo ratings yet
- MMI Lab ManualDocument46 pagesMMI Lab ManualArvind KumarNo ratings yet
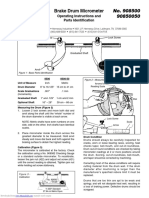
- Brake Drum Micrometer: Operating Instructions and Parts IdentificationDocument4 pagesBrake Drum Micrometer: Operating Instructions and Parts IdentificationoldtrukluvrNo ratings yet
- Weikert 2004Document4 pagesWeikert 2004Research1 amtdcNo ratings yet
- Ch-25 Measurement of Lines - SurfacesDocument92 pagesCh-25 Measurement of Lines - SurfacesManojNo ratings yet
- Cam Analysis MachineDocument14 pagesCam Analysis MachineAurangzebNo ratings yet
- Index: Ex. No Name of The Experiment Page No. Cycle IDocument29 pagesIndex: Ex. No Name of The Experiment Page No. Cycle Iprakashrs295No ratings yet
- Roundtest Ra-H5200 Series: High Precision Roundness/Cylindricity Measuring SystemDocument8 pagesRoundtest Ra-H5200 Series: High Precision Roundness/Cylindricity Measuring SystemVăn BùiNo ratings yet
- Mit (T) MQC Sy (B.Tech)Document10 pagesMit (T) MQC Sy (B.Tech)Kishor PatilNo ratings yet
- JJ204 Workshop Technology Semester 2Document150 pagesJJ204 Workshop Technology Semester 2Ye ChonnNo ratings yet
- Measure Dimensions Using Metrology ToolsDocument21 pagesMeasure Dimensions Using Metrology ToolselavarasanNo ratings yet
- Surface Roughness Tester SR-400TDocument4 pagesSurface Roughness Tester SR-400T周记伟No ratings yet
- ToolmakerDocument19 pagesToolmakerchandrarao chNo ratings yet
- 6-Screw and Gear MeasurementDocument50 pages6-Screw and Gear MeasurementRohit BhangaleNo ratings yet
- Metrology Lab ManualDocument39 pagesMetrology Lab ManualNivedh Vijayakrishnan0% (1)
- Me3581 Metrology and Dynamics Lab Manual R2021actDocument133 pagesMe3581 Metrology and Dynamics Lab Manual R2021actmarakamadhu800No ratings yet
- MT 2labDocument32 pagesMT 2labPRINCE MATHEWNo ratings yet
- Experiment Measurement of Lengths, Heights, Diameters, Vernier CaliperDocument11 pagesExperiment Measurement of Lengths, Heights, Diameters, Vernier Caliperv sharvan kumar asst.prof(mech)No ratings yet
- Set and Inspect For Mazak Controls: Data SheetDocument2 pagesSet and Inspect For Mazak Controls: Data SheetIuriiNo ratings yet
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- Indian Contract Act 1872: Formation of ContractDocument160 pagesIndian Contract Act 1872: Formation of Contractkareem hassanNo ratings yet
- UNIT - II of Hundu Marriage KsluDocument25 pagesUNIT - II of Hundu Marriage Kslukareem hassanNo ratings yet
- LLB Assignment 1Document1 pageLLB Assignment 1kareem hassanNo ratings yet
- Transfer by Property KsluDocument3 pagesTransfer by Property Kslukareem hassanNo ratings yet
- LLB Assignment 2Document1 pageLLB Assignment 2kareem hassanNo ratings yet
- Legality of MinorDocument50 pagesLegality of Minorkareem hassanNo ratings yet
- Legality of MinorDocument24 pagesLegality of Minorkareem hassanNo ratings yet
- Jurisprudence Notes - KLE AcademyDocument147 pagesJurisprudence Notes - KLE Academy18038 ARUNJEET SINGH100% (4)
- Karnataka State Law UniversityDocument2 pagesKarnataka State Law Universitykareem hassanNo ratings yet
- Ipc Questions PaperDocument20 pagesIpc Questions Paperkareem hassanNo ratings yet
- Laboratory. Edm ExperimentDocument7 pagesLaboratory. Edm Experimentkareem hassanNo ratings yet
- Appl. For RevaluationDocument2 pagesAppl. For Revaluationkareem hassanNo ratings yet
- SR-4 Microprocessor Control System For Trailer Multi-Temp Units 55788-2-OD (Rev A, 11-15)Document428 pagesSR-4 Microprocessor Control System For Trailer Multi-Temp Units 55788-2-OD (Rev A, 11-15)Ian McDaniel (Mc)No ratings yet
- Availability Is Not Equal To ReliabilityDocument5 pagesAvailability Is Not Equal To ReliabilityIwan AkurNo ratings yet
- SAP Common Table Expressions (CTE) in Open SQLDocument5 pagesSAP Common Table Expressions (CTE) in Open SQLEugeneNo ratings yet
- HTB BigHead Exploit - Small Buffer Exploit Without Egghunter InfoSec BlogDocument8 pagesHTB BigHead Exploit - Small Buffer Exploit Without Egghunter InfoSec Blogratata ratataNo ratings yet
- Tools and Metrics for Tracking Information Security RisksDocument3 pagesTools and Metrics for Tracking Information Security RisksNala ManeNo ratings yet
- Guide To Load Program Into The Proface HMIDocument15 pagesGuide To Load Program Into The Proface HMIYo MeroNo ratings yet
- JWT Social Auth with ASP.NET Core & Xamarin EssentialsDocument10 pagesJWT Social Auth with ASP.NET Core & Xamarin EssentialshsuyipNo ratings yet
- Orfeo Toolbox: Open Source Processing of Remote Sensing ImagesDocument8 pagesOrfeo Toolbox: Open Source Processing of Remote Sensing ImagesJoão JúniorNo ratings yet
- Computer Systems ServicingDocument9 pagesComputer Systems Servicingۦۦ ۦۦNo ratings yet
- IntroductionDocument4 pagesIntroductionkeith lorraine lumberaNo ratings yet
- Archmodels Vol 46 Bathroom StuffDocument8 pagesArchmodels Vol 46 Bathroom StuffAKASH SINGHNo ratings yet
- A Dataset Has 1000 Records and 50 Variables Wit...Document2 pagesA Dataset Has 1000 Records and 50 Variables Wit...Do not SpamNo ratings yet
- DES-1423 Specialist Implementation Engineer Isilon Solutions ExamDocument4 pagesDES-1423 Specialist Implementation Engineer Isilon Solutions ExamtubetiborlNo ratings yet
- HP Web Jatadmin 10 4Document35 pagesHP Web Jatadmin 10 4vjsaraNo ratings yet
- SQL Database Using VBScriptsDocument2 pagesSQL Database Using VBScriptsRezha Falaq RizkiNo ratings yet
- Pacienta TacutaDocument358 pagesPacienta TacutaCompartiment EvaluareNo ratings yet
- Python: The Practice of Computing UsingDocument29 pagesPython: The Practice of Computing UsingRidho AdilaksanaNo ratings yet
- Research Paper On Pipelining in Computer ArchitectureDocument5 pagesResearch Paper On Pipelining in Computer ArchitectureafnhdqfvufitoaNo ratings yet
- Integrate iDRAC With Microsoft's Active DirectoryDocument28 pagesIntegrate iDRAC With Microsoft's Active DirectorykhNo ratings yet
- GST RFD-09Document2 pagesGST RFD-09Yashwant SahaNo ratings yet
- ReleaseNotes - 5.5R10P3 ReleasesDocument59 pagesReleaseNotes - 5.5R10P3 Releasesgarytj21No ratings yet
- C Interview Questions and Answers: Main Char CharDocument3 pagesC Interview Questions and Answers: Main Char CharMaheshNo ratings yet
- SAFe Mock Test 1Document41 pagesSAFe Mock Test 1KarthikRamaswamy49% (55)
- Project ProposalDocument11 pagesProject ProposalAlan TaylorNo ratings yet
- Professional Java Developer Career Starter Java Foundations Exercises %26 SupplementsDocument27 pagesProfessional Java Developer Career Starter Java Foundations Exercises %26 SupplementsmonkeyNo ratings yet
- IFreeiCloud - ZeusDocument10 pagesIFreeiCloud - ZeusBruno Louzado NogueiraNo ratings yet
- Word ProcessorDocument19 pagesWord ProcessorRon DanyNo ratings yet
- Excel File Financial Fraud Forensic Analysis Case StudyDocument5 pagesExcel File Financial Fraud Forensic Analysis Case StudySadi SonmezNo ratings yet
- Use Oracle Visual Builder Add-In For Excel To Create Purchase RequisitionsDocument40 pagesUse Oracle Visual Builder Add-In For Excel To Create Purchase RequisitionsMohmed BadawyNo ratings yet
- DDTi ManualDocument34 pagesDDTi ManualJohnNo ratings yet