You might also like
- High Pressure Acid Leaching of A Refractory Lateritic Nickel OreDocument10 pagesHigh Pressure Acid Leaching of A Refractory Lateritic Nickel OreFabian MansillaNo ratings yet
- Recovery of Mn2+, Co2+ and Ni2+ From Manganese Nodules by Redox Leaching and Solvent ExtractionDocument7 pagesRecovery of Mn2+, Co2+ and Ni2+ From Manganese Nodules by Redox Leaching and Solvent Extractionpriska monanginNo ratings yet
- Selective Recovery PB ZN With Electro OxydationDocument8 pagesSelective Recovery PB ZN With Electro OxydationAde SatriaNo ratings yet
- c5a268e14f643e8ffc0crrMZj6mMbsOb AttachDocument7 pagesc5a268e14f643e8ffc0crrMZj6mMbsOb AttachYohana MelianthaNo ratings yet
- Comparative Study of Chelating Ion Exchange Resins For The Recovery of Nickel and Cobalt From Laterite Leach Tailings PDFDocument5 pagesComparative Study of Chelating Ion Exchange Resins For The Recovery of Nickel and Cobalt From Laterite Leach Tailings PDFRodrigoNo ratings yet
- 1.nickel Laterite ProcessingDocument37 pages1.nickel Laterite Processingyasminelewis100% (4)
- Recovery of Ni, Co and Rare Earths From Spent Ni-Metal Hydride Batteries and Preparation of Spherical Ni (OH) 2 PDFDocument6 pagesRecovery of Ni, Co and Rare Earths From Spent Ni-Metal Hydride Batteries and Preparation of Spherical Ni (OH) 2 PDFfc1223221No ratings yet
- Kaya 2016Document12 pagesKaya 2016Herman_MLNo ratings yet
- Extraction of Copper From Bacterial Leach Liquor of A Low Grade Chalcopyrite Test Heap Using LIX 984N-CDocument4 pagesExtraction of Copper From Bacterial Leach Liquor of A Low Grade Chalcopyrite Test Heap Using LIX 984N-Cpmanquera89No ratings yet
- A Hydrochloric Acid Process For Nickeliferous LateritesDocument25 pagesA Hydrochloric Acid Process For Nickeliferous LateritesAbrahan BVNo ratings yet
- Reducing Nickel from Low-Grade Laterite Ore Using Solid-State DeoxidationDocument7 pagesReducing Nickel from Low-Grade Laterite Ore Using Solid-State Deoxidationjeha kunramadiNo ratings yet
- Thermochemical study of thiol collector reactionsDocument6 pagesThermochemical study of thiol collector reactionsEnoque MatheNo ratings yet
- A Review Study On The Extraction of Nickel From Its OresDocument44 pagesA Review Study On The Extraction of Nickel From Its OresAqila AbizardNo ratings yet
- Beneficiation of Egyptian PDFDocument11 pagesBeneficiation of Egyptian PDFRachid FaouziNo ratings yet
- Effect of morphology on copper leaching from malachite oresDocument6 pagesEffect of morphology on copper leaching from malachite oresJay patelNo ratings yet
- Modified Mineral Phases During Clay Ceramic Firing: Clays and Clay Minerals October 2015Document11 pagesModified Mineral Phases During Clay Ceramic Firing: Clays and Clay Minerals October 2015map vitcoNo ratings yet
- Clotildeapua 2021Document8 pagesClotildeapua 2021Fernando GonzalezNo ratings yet
- Minerals 10 00754Document11 pagesMinerals 10 00754Eugênia PheganNo ratings yet
- 1 Abdel Khalek 2012 OKDocument6 pages1 Abdel Khalek 2012 OKjacianymayaraNo ratings yet
- Nazari 2012Document11 pagesNazari 2012Anuar AncheliaNo ratings yet
- Nickel Pig Iron Production From Lateritic Nickel Ores PDFDocument8 pagesNickel Pig Iron Production From Lateritic Nickel Ores PDFMuhammad AfniNo ratings yet
- Isosaari, 2010, Electromigration of Arsenic and Co Existing Metals in Mine TailingsDocument4 pagesIsosaari, 2010, Electromigration of Arsenic and Co Existing Metals in Mine TailingsJR SNo ratings yet
- Experimental Leaching of Atacamite, Chrysocolla and Malachite - Relationship Between Copper Retention and Cation Exchange CapacityDocument7 pagesExperimental Leaching of Atacamite, Chrysocolla and Malachite - Relationship Between Copper Retention and Cation Exchange CapacityFrancisco GarcíaNo ratings yet
- Recovery of Nickel and Cobalt As MHP From Limonitic Ore Leaching Solution: Kinetics Analysis and Precipitate CharacterizationDocument11 pagesRecovery of Nickel and Cobalt As MHP From Limonitic Ore Leaching Solution: Kinetics Analysis and Precipitate CharacterizationShantyNo ratings yet
- CMQpaperDocument9 pagesCMQpapercarlgavinsletartigasNo ratings yet
- Determination of Trace Elements in Water and Sediment Samples From Ismaelia Canal Using Ion Chromatography and Atomic Absorption SpectroscopDocument9 pagesDetermination of Trace Elements in Water and Sediment Samples From Ismaelia Canal Using Ion Chromatography and Atomic Absorption SpectroscopMuhammad salmanNo ratings yet
- Hydrometallurgy: A A A BDocument11 pagesHydrometallurgy: A A A BJuan CachayaNo ratings yet
- Advanced study on nickel extraction from oresDocument43 pagesAdvanced study on nickel extraction from oresLastilloNo ratings yet
- Bio HydrometallurgyDocument256 pagesBio HydrometallurgyalnemangiNo ratings yet
- Spinel Ferrite Transformation For Enhanced Upgrading Nickel GradeDocument11 pagesSpinel Ferrite Transformation For Enhanced Upgrading Nickel GradeEduardo CandelaNo ratings yet
- Geochemistry in The Exploration of Nickeliferous Laterite Pablito M. Ong and Arturo C. Sevillano A. Soriano Corporation, Makati, Rizal (Philippines)Document5 pagesGeochemistry in The Exploration of Nickeliferous Laterite Pablito M. Ong and Arturo C. Sevillano A. Soriano Corporation, Makati, Rizal (Philippines)Belle Estal PalajosNo ratings yet
- The Separation of Chalcopyrite and Chalcocite From Pyrite in Cleaner Flotation After Regrinding 2014 Minerals EngineeringDocument9 pagesThe Separation of Chalcopyrite and Chalcocite From Pyrite in Cleaner Flotation After Regrinding 2014 Minerals EngineeringW ZuoNo ratings yet
- Curreli 2005Document6 pagesCurreli 2005Francisco CampbellNo ratings yet
- Synthesis and Characterization of Microporous Zeolite Materials From Kaolin Clay Obtained From Nsuakka and Its Application in The Adsorption of Divalent Lead Ions From Aqueous SolutionDocument42 pagesSynthesis and Characterization of Microporous Zeolite Materials From Kaolin Clay Obtained From Nsuakka and Its Application in The Adsorption of Divalent Lead Ions From Aqueous SolutionDave KoladeNo ratings yet
- International Journal of Mineral Processing: O. Sitando, P.L. CrouseDocument6 pagesInternational Journal of Mineral Processing: O. Sitando, P.L. CrouseMarcelo NavarroNo ratings yet
- A Review On Novel Techniques For Chalcopyrite Ore ProcessingDocument17 pagesA Review On Novel Techniques For Chalcopyrite Ore ProcessingBharata BadranayaNo ratings yet
- Ni-ZSM-5 Catalyst Characterization for Proper DesignDocument7 pagesNi-ZSM-5 Catalyst Characterization for Proper Designx_mentunhienNo ratings yet
- Hydrometallurgy: E.M. Córdoba, J.A. Muñoz, M.L. Blázquez, F. González, A. BallesterDocument7 pagesHydrometallurgy: E.M. Córdoba, J.A. Muñoz, M.L. Blázquez, F. González, A. BallesterAde SatriaNo ratings yet
- Extraction of Lithium From Lepidolite by Sulfation Roasting and Water LeachingDocument5 pagesExtraction of Lithium From Lepidolite by Sulfation Roasting and Water LeachingMaria José FuturoNo ratings yet
- Modified Mineral Phases During Clay Ceramic Firing: Clays and Clay Minerals October 2015Document11 pagesModified Mineral Phases During Clay Ceramic Firing: Clays and Clay Minerals October 2015duyen nguyen chi luongNo ratings yet
- Agua de Mar en Lixiviacion de CalcopiritaDocument8 pagesAgua de Mar en Lixiviacion de CalcopiritaMatias Varas AlarconNo ratings yet
- Ozone Chalcopyrite Leaching OptimizationDocument12 pagesOzone Chalcopyrite Leaching OptimizationSEBASTIÁN IGNACIO OÑATENo ratings yet
- Artigo 2Document6 pagesArtigo 2isadoramv25No ratings yet
- Effect of Organic and Inorganic Compounds On Dissolution Kinetics of Chalcopyrite in Hydrogen Peroxide - Hydrochloric Acid SystemDocument9 pagesEffect of Organic and Inorganic Compounds On Dissolution Kinetics of Chalcopyrite in Hydrogen Peroxide - Hydrochloric Acid SystemlolisfrairegNo ratings yet
- (2023) Extraction of Scandium From Bauxite Residue by High-Pressure (Icp)Document11 pages(2023) Extraction of Scandium From Bauxite Residue by High-Pressure (Icp)Mincen RevaNo ratings yet
- The Kinetics of Dissolution of Synthetic Covellite, Chalcocite and Digenite in Dilute Chloride Solutions at Ambient Temperatures 2016 PDFDocument7 pagesThe Kinetics of Dissolution of Synthetic Covellite, Chalcocite and Digenite in Dilute Chloride Solutions at Ambient Temperatures 2016 PDFMiguel FrezNo ratings yet
- MODIFIED MINERAL PHASES DURING CLAY CERAMIC FIRING - El Ouahabi Et Al., 2015Document11 pagesMODIFIED MINERAL PHASES DURING CLAY CERAMIC FIRING - El Ouahabi Et Al., 2015Historia PrecolombinaNo ratings yet
- J Minpro 2016 04 007Document28 pagesJ Minpro 2016 04 007wahabNo ratings yet
- Minerals 11 00385Document12 pagesMinerals 11 00385Metalurgista SosNo ratings yet
- Characterizing Frothers Through Critical Coalescence ConcentrationDocument8 pagesCharacterizing Frothers Through Critical Coalescence ConcentrationjvchiqueNo ratings yet
- 1 s2.0 S0043135403007255 MainDocument7 pages1 s2.0 S0043135403007255 MainnathaloaNo ratings yet
- SSRN Id4197982Document27 pagesSSRN Id4197982Eugênia PheganNo ratings yet
- Minerals Engineering: E.M. Córdoba, J.A. Muñoz, M.L. Blázquez, F. González, A. BallesterDocument7 pagesMinerals Engineering: E.M. Córdoba, J.A. Muñoz, M.L. Blázquez, F. González, A. BallesterCRISTOBAL MARTINEZ BUSSENIUNo ratings yet
- Rojo 2011Document5 pagesRojo 2011JHON DENNIS HUAMANVILCA PUMANo ratings yet
- High Purity Zeolite A from Natural KaolinDocument28 pagesHigh Purity Zeolite A from Natural KaolinKatiaPeraltaNo ratings yet
- Natural Zeolites Effectively Remove Iron and ManganeseDocument5 pagesNatural Zeolites Effectively Remove Iron and ManganeseUriel PeñaNo ratings yet
- Flotation of Sylvinite From Thakhek, Lao, P.D.R.: Chairoj Rattanakawin, Woraruethai Lakantha, and Ittirit KajaiDocument6 pagesFlotation of Sylvinite From Thakhek, Lao, P.D.R.: Chairoj Rattanakawin, Woraruethai Lakantha, and Ittirit KajaiFredy Colpas CastilloNo ratings yet
- Research ArticleDocument7 pagesResearch ArticleantoniocljNo ratings yet
- 1 s2.0 S089268752200108X MainDocument6 pages1 s2.0 S089268752200108X MainальNo ratings yet
- Lateritic NickelDocument27 pagesLateritic NickelRAVI1972100% (2)
- Review of The Past Present and Future of The HydroDocument10 pagesReview of The Past Present and Future of The HydroальNo ratings yet
- Rheological Behaviour of Nickel LateriteDocument13 pagesRheological Behaviour of Nickel LateriteальNo ratings yet
- 385867638Document11 pages385867638Shishir PurohitNo ratings yet
- HYDROCAL 1011 Genx P English - R02 03.2019Document4 pagesHYDROCAL 1011 Genx P English - R02 03.2019caiorazecNo ratings yet
- Science Half Yearly Question Papers Class 8Document9 pagesScience Half Yearly Question Papers Class 8Parth From class 7 ANo ratings yet
- Homework Conservation of Mass Answer KeyDocument6 pagesHomework Conservation of Mass Answer Keycfmmpnh6100% (1)
- I Jet R Milk Adult RationDocument6 pagesI Jet R Milk Adult Rationmr cmfNo ratings yet
- FireDocument101 pagesFiregyanendraNo ratings yet
- MEO Class 2 QuestionDocument2 pagesMEO Class 2 Questionsumitsinha8950% (2)
- Alfa Laval PHEDocument16 pagesAlfa Laval PHESergio SmithNo ratings yet
- Turro NSFHighlight IndustrialDocument5 pagesTurro NSFHighlight IndustrialDrShashikant DargarNo ratings yet
- 1 Historical Development and Characteristics of Structural SteelsDocument30 pages1 Historical Development and Characteristics of Structural Steelsron_dany100% (1)
- Fire Resistant SteelDocument8 pagesFire Resistant Steeldewo ultraNo ratings yet
- Fundamentals of Nuclear Engineering - (5.1 Choice of Coolant) PDFDocument1 pageFundamentals of Nuclear Engineering - (5.1 Choice of Coolant) PDFJagdeep SekhonNo ratings yet
- Summer Back Paper Date SheetDocument85 pagesSummer Back Paper Date SheetKaustubh RatanNo ratings yet
- Free Electrons: 7.1 Plasma Re EctivityDocument34 pagesFree Electrons: 7.1 Plasma Re EctivityNawaz KhanNo ratings yet
- Surfactant foam remediates contaminated soilDocument11 pagesSurfactant foam remediates contaminated soilvioabam1505No ratings yet
- 2.1 Molecules To Metabolism: Molecular Biology Is The Chemistry of Living OrganismsDocument25 pages2.1 Molecules To Metabolism: Molecular Biology Is The Chemistry of Living OrganismsAbdul HalimNo ratings yet
- Tolerable Settlement of BuildingsDocument1 pageTolerable Settlement of BuildingsamokhtaNo ratings yet
- Chem Sem 1 Q &A PDFDocument9 pagesChem Sem 1 Q &A PDFevacuate clashNo ratings yet
- Groundwater Ecology: Developing A Method For Anammox Determination Using Natural Isotope Signature (Stephanye Zarama Alvarado)Document83 pagesGroundwater Ecology: Developing A Method For Anammox Determination Using Natural Isotope Signature (Stephanye Zarama Alvarado)S. ZaramaNo ratings yet
- NLAM - National Library of Ayurved MedicineDocument2 pagesNLAM - National Library of Ayurved MedicineJack LeeNo ratings yet
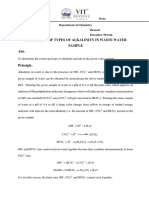
- Estimation of Types of Alkalinity in Waste Water Sample AimDocument4 pagesEstimation of Types of Alkalinity in Waste Water Sample AimAbhishek PokaleNo ratings yet
- When The Standard's Just Not EnoughDocument16 pagesWhen The Standard's Just Not EnoughAlexander Franco CastrillonNo ratings yet
- Condensation MDocument35 pagesCondensation MSumedh MahekarNo ratings yet
- CAFAM BasicReportDocument135 pagesCAFAM BasicReportDaniel R. CC AIRESNo ratings yet
- Mothballing Requires More Than Idle ThoughtDocument4 pagesMothballing Requires More Than Idle Thoughtfawmer61No ratings yet
- Method for Determining Thermo-Flow Parameters for Steam BoilersDocument8 pagesMethod for Determining Thermo-Flow Parameters for Steam BoilersElena RadanNo ratings yet
- Casein: The Chief Protein in MilkDocument4 pagesCasein: The Chief Protein in MilkalfidaNo ratings yet
- Guide To Classification and Wall Chart - 130208Document2 pagesGuide To Classification and Wall Chart - 130208Farid AmarullahNo ratings yet
- Plenty of Room - Nnano.2009.356Document1 pagePlenty of Room - Nnano.2009.356Mario PgNo ratings yet
- Synthesis and characterization of copper(II) complexesDocument4 pagesSynthesis and characterization of copper(II) complexesichdsNo ratings yet