You might also like
- 3D Printer PDFDocument5 pages3D Printer PDFfaizNo ratings yet
- Nfpa Codes PDFDocument12 pagesNfpa Codes PDFphe zenNo ratings yet
- Vacuum Plating Brings Bright Shiny Coatings to PlasticsDocument7 pagesVacuum Plating Brings Bright Shiny Coatings to PlasticsDede SyaechudinNo ratings yet
- Solvents and Their Nomenclauture PDFDocument10 pagesSolvents and Their Nomenclauture PDFAashish GauravNo ratings yet
- Packaging AssignmentDocument11 pagesPackaging AssignmentAbhijeetKumarNo ratings yet
- Polymers and Its TypesDocument9 pagesPolymers and Its TypesZarnain khanNo ratings yet
- Composite FabricationDocument8 pagesComposite FabricationAbu Bakar SiddiqueNo ratings yet
- Composite Manufacturing TechniquesDocument19 pagesComposite Manufacturing TechniquesMercyJatindroNo ratings yet
- OMT ReviewDocument12 pagesOMT ReviewKyle Derouen100% (6)
- LAS IN ENTREPRENEURSHIP WEEK 4Document5 pagesLAS IN ENTREPRENEURSHIP WEEK 4IMELDA CORONACIONNo ratings yet
- EIA For Maize & Wheat Milling Plant DEI PDFDocument110 pagesEIA For Maize & Wheat Milling Plant DEI PDFSasira Fionah100% (2)
- Thesis MastersDocument61 pagesThesis MastersCherub GundalaNo ratings yet
- Ideal Home - Complete Guide To Christmas 2016 PDFDocument148 pagesIdeal Home - Complete Guide To Christmas 2016 PDFpetru555100% (2)
- Compression MouldingDocument41 pagesCompression MouldingSuranjana Mandal100% (1)
- Manufacturing of Polymer CompositesDocument17 pagesManufacturing of Polymer CompositesMaya VargheseNo ratings yet
- Prepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggDocument39 pagesPrepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggMitul patelNo ratings yet
- Lay Up ProcedureDocument21 pagesLay Up ProcedureAmir100% (1)
- 9211 4 PR PE Utility Industry Low Product Range 2017Document226 pages9211 4 PR PE Utility Industry Low Product Range 2017Soporte SyeNo ratings yet
- A350 XWB Training Brochure PDFDocument8 pagesA350 XWB Training Brochure PDFBertrand100% (1)
- Types of Additive Manufacturing TechnologyDocument7 pagesTypes of Additive Manufacturing Technologydeekamittal100% (1)
- An Introduction to Plastic Optics Design and ManufactureDocument10 pagesAn Introduction to Plastic Optics Design and ManufactureScribe.coNo ratings yet
- Final Sla ReportDocument19 pagesFinal Sla Reportapi-251662461No ratings yet
- Topology Optimization NotesDocument8 pagesTopology Optimization NotesJon SnowNo ratings yet
- in Cold Compacting: (Powder Blending)Document7 pagesin Cold Compacting: (Powder Blending)Caleb KreegerNo ratings yet
- 3dprintingpracticelab 230710091102 b46f4fddDocument36 pages3dprintingpracticelab 230710091102 b46f4fddchantiNo ratings yet
- Injection Moulding Process An Overview Ijariie15225Document15 pagesInjection Moulding Process An Overview Ijariie15225tou kaiNo ratings yet
- Material Jetting - Lecture NotesDocument19 pagesMaterial Jetting - Lecture NotesChandan KumarNo ratings yet
- Rapid Prototyping Technologies and Growth Over the Past DecadeDocument43 pagesRapid Prototyping Technologies and Growth Over the Past DecademecoolguysNo ratings yet
- 3D Printing Techniques Literature ReviewDocument3 pages3D Printing Techniques Literature ReviewShakir KhanNo ratings yet
- Nermin, Additive ManufacturingDocument8 pagesNermin, Additive ManufacturingElsaid SalahNo ratings yet
- RAPID PROTOTYPING TECHNOLOGIESDocument11 pagesRAPID PROTOTYPING TECHNOLOGIESAbhishek TuliNo ratings yet
- 6 Additive MFGDocument45 pages6 Additive MFGSOURABH GANGWARNo ratings yet
- Case Study On Rapid PrototypingDocument7 pagesCase Study On Rapid PrototypingSachin KumbharNo ratings yet
- 3D Printing: A New Era in Manufacturing TechnologiesDocument7 pages3D Printing: A New Era in Manufacturing TechnologiesashishNo ratings yet
- Rapid Prototyping Technologies and Growth Over the Past DecadeDocument43 pagesRapid Prototyping Technologies and Growth Over the Past DecadedefifepNo ratings yet
- Laminated Object Manufacturing Process ExplainedDocument6 pagesLaminated Object Manufacturing Process Explainedpapajohn1383No ratings yet
- Chapter-1: FIG 1.1 3D PrinterDocument16 pagesChapter-1: FIG 1.1 3D PrinterShahbaj KhanNo ratings yet
- ADDITIVE MANUFACTURING SYSTEMSDocument19 pagesADDITIVE MANUFACTURING SYSTEMSnarasimhanaiduNo ratings yet
- Injection Molding of Microstructured Components From Plastics, Metals and CeramicsDocument8 pagesInjection Molding of Microstructured Components From Plastics, Metals and CeramicsFabian SarmientoNo ratings yet
- Workshop Assignment#3 ME-10Document11 pagesWorkshop Assignment#3 ME-10Uzair AsifNo ratings yet
- Additive Manufacturing: Technologies and MaterialsDocument8 pagesAdditive Manufacturing: Technologies and MaterialsLight TeamNo ratings yet
- Poly Ey T HyleneDocument10 pagesPoly Ey T HylenerajeshNo ratings yet
- Ijser: Fused Deposition Modeling (FDM) MechanismDocument3 pagesIjser: Fused Deposition Modeling (FDM) MechanismSamir BoseNo ratings yet
- 3D Printing Optimization for Automotive BracketsDocument57 pages3D Printing Optimization for Automotive BracketsAkshay bypNo ratings yet
- Unit 5Document78 pagesUnit 5Mersal PremNo ratings yet
- 3D Printer InformationDocument16 pages3D Printer Informationmahesh mulikNo ratings yet
- Plastic Electronics: An IntroductionDocument13 pagesPlastic Electronics: An IntroductionMinnaNo ratings yet
- 3D Printing1Document12 pages3D Printing1Somo PattnaikNo ratings yet
- ADDICTIVE MANUFACTURING BIT EditedDocument9 pagesADDICTIVE MANUFACTURING BIT EditedKJ SwiftNo ratings yet
- Rapid Pro To TypingDocument21 pagesRapid Pro To TypingRaman KingNo ratings yet
- cf3d CharcterizingDocument32 pagescf3d CharcterizingPravin LuthadaNo ratings yet
- ADDITIVE MANUFACTURING On 18.5.20Document10 pagesADDITIVE MANUFACTURING On 18.5.20aravindNo ratings yet
- Plastic Electronics Printing ProcessesDocument12 pagesPlastic Electronics Printing ProcessesgandharvsikriNo ratings yet
- FABRICATION TECHNIQUESDocument4 pagesFABRICATION TECHNIQUESSandhya BiradarNo ratings yet
- Screw Extrusion Based 3D Printing, A Novel Additive Manufacturing TechnologyDocument7 pagesScrew Extrusion Based 3D Printing, A Novel Additive Manufacturing TechnologyPaulo Canedo da SilvaNo ratings yet
- 12 ChemistryDocument17 pages12 ChemistrySri jothi textileNo ratings yet
- Advanced Shape Memory Technology To Reshape Product Design, Manufacturing and RecyclingDocument22 pagesAdvanced Shape Memory Technology To Reshape Product Design, Manufacturing and RecyclingHozefa DhilaNo ratings yet
- Anh văn chuyên ngành công nghệ in 3DDocument20 pagesAnh văn chuyên ngành công nghệ in 3Dhoiphiho2No ratings yet
- Design and Fabrication of Silicon RubberDocument6 pagesDesign and Fabrication of Silicon RubberHuy Nguyễn Võ XuânNo ratings yet
- TrosDocument14 pagesTrosyeabsira getachewNo ratings yet
- Roger Rowell and Jane O'Dell R. K. Basak and M. Sarkar: Applications of Jute in Resin Transfer MoldingDocument10 pagesRoger Rowell and Jane O'Dell R. K. Basak and M. Sarkar: Applications of Jute in Resin Transfer MoldingAyushRajNo ratings yet
- 3D PrintingDocument16 pages3D Printingsagar_sgrNo ratings yet
- Multimaterial Micro ProcessingDocument23 pagesMultimaterial Micro ProcessingvenkithankamNo ratings yet
- AIMCAL 3M-McclureDocument13 pagesAIMCAL 3M-McclureLAB9 MEXICONo ratings yet
- 13 InTech-Capabilities and Performances of The Selective Laser Melting ProcessDocument21 pages13 InTech-Capabilities and Performances of The Selective Laser Melting ProcessPhilipe Saraiva CruzNo ratings yet
- Precision Injection MoldingDocument6 pagesPrecision Injection MoldingLeonardo Falcão Macedo LimaNo ratings yet
- Solid Ground CuringDocument10 pagesSolid Ground CuringAkshay Hejjaji100% (2)
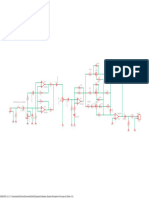
- Unbalanced Dynamic Microphone Pre-AmpDocument1 pageUnbalanced Dynamic Microphone Pre-AmpAhmad FauziNo ratings yet
- 1 s2.0 S0304885323009770 MainDocument8 pages1 s2.0 S0304885323009770 Mainzmaxprom5No ratings yet
- Akd 736103113213Document1 pageAkd 736103113213May'Axel RomaricNo ratings yet
- Office & Branches: Head Office PT Indosat Mega Media (IM2)Document4 pagesOffice & Branches: Head Office PT Indosat Mega Media (IM2)satriamesumNo ratings yet
- Special Power of Attorney for Overseas EmploymentDocument2 pagesSpecial Power of Attorney for Overseas EmploymentJakeLeonciniNo ratings yet
- Motor Vehicles and Road Traffic Regulation 48.50Document411 pagesMotor Vehicles and Road Traffic Regulation 48.50Clayton AllenNo ratings yet
- This Study Resource Was: Advanced Accounting Ifrs 15Document6 pagesThis Study Resource Was: Advanced Accounting Ifrs 15YukiNo ratings yet
- Tekla - DocumentDocument2,005 pagesTekla - DocumentTranタオNo ratings yet
- PATHFit 4 Volleyball BSEDDocument7 pagesPATHFit 4 Volleyball BSEDJULIUS JIM CREDONo ratings yet
- Solutions Manual For Introduction To Management Accounting 16Th Edition Horngren Sundem Schatzberg Burgstahler 0133058786 9780133058789 Full Chapter PDFDocument36 pagesSolutions Manual For Introduction To Management Accounting 16Th Edition Horngren Sundem Schatzberg Burgstahler 0133058786 9780133058789 Full Chapter PDFdavid.rex111100% (10)
- Dual-band patch antenna for 5G applicationsDocument3 pagesDual-band patch antenna for 5G applicationsHarini VemulaNo ratings yet
- Addition Polymerization: PolymerDocument3 pagesAddition Polymerization: PolymerSVNo ratings yet
- 10 - A TFT-LCD Source-Driver IC With Charge-Recycling TechniqueDocument11 pages10 - A TFT-LCD Source-Driver IC With Charge-Recycling Techniquematwan29No ratings yet
- 10 Days 7 NightsDocument5 pages10 Days 7 NightsSisca SetiawatyNo ratings yet
- Bill To / Ship To:: Qty Gross Amount Discount Other Charges Taxable Amount CGST SGST/ Ugst Igst Cess Total AmountDocument1 pageBill To / Ship To:: Qty Gross Amount Discount Other Charges Taxable Amount CGST SGST/ Ugst Igst Cess Total AmountAnkit SinghNo ratings yet
- VLSI Design Course PlanDocument2 pagesVLSI Design Course PlanJunaid RajputNo ratings yet
- Gmail - DFA Passport Appointment System - Confirmation Notification PDFDocument2 pagesGmail - DFA Passport Appointment System - Confirmation Notification PDFGarcia efrilNo ratings yet
- Tesco AnalysisDocument12 pagesTesco Analysisdanny_wch7990No ratings yet
- Blockchain For IBMers - Eng Model v2.01Document25 pagesBlockchain For IBMers - Eng Model v2.01ayanmukherjee1No ratings yet
- Systematic Review of The Market Wide Herding Behavior in Asian RegionDocument9 pagesSystematic Review of The Market Wide Herding Behavior in Asian RegionIJAR JOURNALNo ratings yet
- Power Semiconductor Devices ClassificationDocument9 pagesPower Semiconductor Devices ClassificationdevchandarNo ratings yet