You might also like
- Sect 4 Fixed CyclesDocument28 pagesSect 4 Fixed CyclesCAD CAMNo ratings yet
- The Fujifilm X-T1: 111 X-Pert Tips to Get the Most Out of Your CameraFrom EverandThe Fujifilm X-T1: 111 X-Pert Tips to Get the Most Out of Your CameraNo ratings yet
- Computer Numerical Control (G & M Codes)Document12 pagesComputer Numerical Control (G & M Codes)Iqbal NugrohoNo ratings yet
- Mach3 TangentialDocument6 pagesMach3 TangentialelchujuNo ratings yet
- G Codes CommandsDocument45 pagesG Codes CommandsordamNo ratings yet
- 00 EAGLE FANUC OiDocument60 pages00 EAGLE FANUC OiFranciscoDanielRamirezFloresNo ratings yet
- 2020 MC 259Document2 pages2020 MC 259axe furyNo ratings yet
- G Codes and M CodesDocument10 pagesG Codes and M CodesHarsh YadavNo ratings yet
- G Code Table PDFDocument38 pagesG Code Table PDFmanish_chaturvedi_6100% (2)
- Buku Manual Pemrograman TurningDocument50 pagesBuku Manual Pemrograman TurningDwi Ratna KurniawatiNo ratings yet
- Code Description Milling (M) Turning (T) Corollary InfoDocument11 pagesCode Description Milling (M) Turning (T) Corollary InfoDilshad MalikNo ratings yet
- Turning Centers Machine Code GlossaryDocument3 pagesTurning Centers Machine Code GlossaryLaura BNo ratings yet
- Code Description Milling (M) Turning (T) Corollary InfoDocument5 pagesCode Description Milling (M) Turning (T) Corollary InfoivtrubeljaNo ratings yet
- Lathe GCode ProgrammingDocument89 pagesLathe GCode ProgrammingluisNo ratings yet
- Lathe GCode ProgrammingDocument83 pagesLathe GCode ProgrammingRemove NameNo ratings yet
- Virtual MachineDocument31 pagesVirtual MachineasifNo ratings yet
- Mach4 Mill GCode ManualDocument60 pagesMach4 Mill GCode Manualsahiljain_146No ratings yet
- Preparatory Functions (G-Codes)Document24 pagesPreparatory Functions (G-Codes)hasan alsarrafNo ratings yet
- 430 Ope 08-04changedDocument25 pages430 Ope 08-04changedNéstor CastilloNo ratings yet
- VMC ProgrammingDocument22 pagesVMC ProgrammingDynamic bhagwanNo ratings yet
- My CNCDocument5 pagesMy CNCzoranteicNo ratings yet
- Turning: Chapter ObjectivesDocument78 pagesTurning: Chapter ObjectivesDany EscobarNo ratings yet
- Cim Lab Viva TipsDocument5 pagesCim Lab Viva Tipsshivaling battarkiNo ratings yet
- G Codes PDFDocument1 pageG Codes PDFKrocodileNo ratings yet
- Fanuc Lathe ProgramDocument93 pagesFanuc Lathe Programnguyenanhso100% (1)
- Experiment 6 - CNC Programing-MillingDocument9 pagesExperiment 6 - CNC Programing-MillingG. Dancer GhNo ratings yet
- GTCNC 150it IiDocument4 pagesGTCNC 150it Iilukman hakimNo ratings yet
- How To Use Charly 4U Milling Mchine Using The GcodeDocument18 pagesHow To Use Charly 4U Milling Mchine Using The GcodeAnish KumarNo ratings yet
- Reference Basic G and M Codes PDFDocument5 pagesReference Basic G and M Codes PDFnwohaNo ratings yet
- Thread G76Document4 pagesThread G76winkymanNo ratings yet
- 240 Basic G CodesDocument11 pages240 Basic G CodesFranklin EstévezNo ratings yet
- Automation - G Code Command DescriptionDocument117 pagesAutomation - G Code Command DescriptionInduk HanNo ratings yet
- X Axis Lost Motion FileDocument1 pageX Axis Lost Motion FileAlexandre GodoiNo ratings yet
- Haas TM-1P Vertical CNC Machining CenterDocument3 pagesHaas TM-1P Vertical CNC Machining CenterSabir AliNo ratings yet
- G CodesDocument8 pagesG Codesdinesh2705No ratings yet
- Mach4 Mill GCode Manual PDFDocument60 pagesMach4 Mill GCode Manual PDFDao - Ngoc LamNo ratings yet
- G-Code - Wikipedia, The Free EncyclopediaDocument6 pagesG-Code - Wikipedia, The Free EncyclopediajoydeepNo ratings yet
- CNC CodesDocument8 pagesCNC CodesKevin DebryuneNo ratings yet
- G & M-Code Cheat SheetDocument3 pagesG & M-Code Cheat SheetORGONERNo ratings yet
- Buku Panduan Pemrograman MTU 200MDocument73 pagesBuku Panduan Pemrograman MTU 200MMãüç Ãfîf50% (2)
- Lathe Miscellaneous FunctionDocument7 pagesLathe Miscellaneous FunctionsuryavenkatramanNo ratings yet
- Listă G Codu UriDocument30 pagesListă G Codu UriAlexdruNo ratings yet
- G Codes: 3.1. Rapid Velocity RateDocument52 pagesG Codes: 3.1. Rapid Velocity RatedunhaNo ratings yet
- Phases of A CNC Program1Document5 pagesPhases of A CNC Program1jebishaNo ratings yet
- (G-Codes Vary From Machine To Machine) : Standard G Code Chart For LathesDocument8 pages(G-Codes Vary From Machine To Machine) : Standard G Code Chart For LathesTeguh Dc100% (1)
- Sect 1 SummaryDocument20 pagesSect 1 SummarymarchmtetNo ratings yet
- Sinumerik 808D G Codes and M CodesDocument4 pagesSinumerik 808D G Codes and M CodesIvica GelemanovicNo ratings yet
- List of G Codes: SR - NO. Code Function 1. 2. 3. 4Document28 pagesList of G Codes: SR - NO. Code Function 1. 2. 3. 4pmagrawal100% (1)
- 808D GM Codes QuickDocument5 pages808D GM Codes QuickrianrureNo ratings yet
- 3.1 G and M Codes On The Emco Compact 5 CNC Lathes: 3.4.1 Summary of CommandsDocument17 pages3.1 G and M Codes On The Emco Compact 5 CNC Lathes: 3.4.1 Summary of CommandsFilipe RosaNo ratings yet
- Group 24 (Solar Mobile ChargingDocument22 pagesGroup 24 (Solar Mobile ChargingBanothu RameshNo ratings yet
- Gandmcode: Miscellaneous Function (M Codes)Document3 pagesGandmcode: Miscellaneous Function (M Codes)Mulugeta AberaNo ratings yet
- FANUC G-Code Education TrainingDocument31 pagesFANUC G-Code Education TrainingFrancisco MorenoNo ratings yet
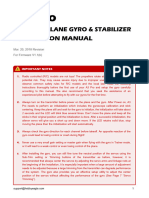
- A3Pro User Manual v1.1 enDocument18 pagesA3Pro User Manual v1.1 enintodroneidNo ratings yet
- CNC ProgDocument38 pagesCNC ProgPoornima JoshiNo ratings yet
- Fagor 8055Document64 pagesFagor 8055Bernardo BatistaNo ratings yet
- CNC Unit 3Document39 pagesCNC Unit 3rahul bhattNo ratings yet
- Electrical Diagram Mac Series Lifting Column 1 2 A ANSIDocument1 pageElectrical Diagram Mac Series Lifting Column 1 2 A ANSICAD CAMNo ratings yet
- Manual de Serviço Eletrico InglesDocument232 pagesManual de Serviço Eletrico InglesCAD CAMNo ratings yet
- Lifting Column Installation InstructionsDocument5 pagesLifting Column Installation InstructionsCAD CAMNo ratings yet
- 2011 - SWPDM Workgroup - AdministratorDocument156 pages2011 - SWPDM Workgroup - AdministratorCAD CAMNo ratings yet
- Sect 19 MiscellaneousDocument20 pagesSect 19 MiscellaneousCAD CAMNo ratings yet
- 2016 - SW PDM - Api ProfessionalDocument221 pages2016 - SW PDM - Api ProfessionalCAD CAMNo ratings yet
- Kitbin - Eng Web 20Document3 pagesKitbin - Eng Web 20CAD CAMNo ratings yet
- Inventor File Translations 2016-2017 With AnyCAD ReferenceDocument1 pageInventor File Translations 2016-2017 With AnyCAD ReferenceCAD CAMNo ratings yet
- Sect 7 KeyboardDocument10 pagesSect 7 KeyboardCAD CAMNo ratings yet
- 2018 - Swcad - MoldeDocument369 pages2018 - Swcad - MoldeCAD CAMNo ratings yet
- Mastercam2020 MillAdvanced ProfessionalCourseware SAMPLEDocument38 pagesMastercam2020 MillAdvanced ProfessionalCourseware SAMPLECAD CAM100% (1)
- 2018 - SW Simulation - Nonlinear-Desktop-Ob4j40bDocument237 pages2018 - SW Simulation - Nonlinear-Desktop-Ob4j40bCAD CAMNo ratings yet
- 2018 - SW Simulation - ProfDocument305 pages2018 - SW Simulation - ProfCAD CAMNo ratings yet
- 2018 - SW Simulation - FlowDocument311 pages2018 - SW Simulation - FlowCAD CAM0% (1)
- 2018 - SW Simulation - PlasticDocument287 pages2018 - SW Simulation - PlasticCAD CAMNo ratings yet
- 2018 - SW Simulation - DynamicsDocument185 pages2018 - SW Simulation - DynamicsCAD CAMNo ratings yet
- 2016 - SWPCB - Quick StartDocument116 pages2016 - SWPCB - Quick StartCAD CAMNo ratings yet
- Unitplan Make A Comic Book PDFDocument9 pagesUnitplan Make A Comic Book PDFapi-584031926No ratings yet
- British Vs American English - CrosswordDocument3 pagesBritish Vs American English - Crosswordlkham enkhsaikhanNo ratings yet
- ENGL115 Grammar 5-3 - Some, Any, & NoDocument12 pagesENGL115 Grammar 5-3 - Some, Any, & NoAlberto C.No ratings yet
- ECT 300 - Educational Technology - Elab Notes PDFDocument115 pagesECT 300 - Educational Technology - Elab Notes PDFPrecious100% (1)
- Y10 English Language Remote Learning 25.1.2021Document14 pagesY10 English Language Remote Learning 25.1.2021Elllie TattersNo ratings yet
- Test Paper (R2) : How Do You CallDocument3 pagesTest Paper (R2) : How Do You CallBoiti AdrianaNo ratings yet
- Similarities and Differences Between Structuralism Poststructuralism and DeconstructionDocument27 pagesSimilarities and Differences Between Structuralism Poststructuralism and DeconstructionAisha Rahat100% (1)
- PT Activity Configuring A Zone-Based Policy Firewall (ZPF)Document3 pagesPT Activity Configuring A Zone-Based Policy Firewall (ZPF)nanoanxoNo ratings yet
- The Untold Story (100 Years of Hispanic Adventism (Dr. Manuel Vasquez) 2000Document546 pagesThe Untold Story (100 Years of Hispanic Adventism (Dr. Manuel Vasquez) 2000Maglor_MusicSoul100% (2)
- Configuring BusinessObjects Enterprise - Crystal Reports Server XI R1 and R2 To Send Scheduled Objects To Secure FTPDocument6 pagesConfiguring BusinessObjects Enterprise - Crystal Reports Server XI R1 and R2 To Send Scheduled Objects To Secure FTPwoodybuzz2011No ratings yet
- Materi ViewDocument7 pagesMateri ViewKurnia SandiNo ratings yet
- Pseudowire Concepts and Troubleshooting PDFDocument10 pagesPseudowire Concepts and Troubleshooting PDFEze Alexander IkNo ratings yet
- Performance Analysis For MIMO MC-CDMA Systems With Imperfect Channel EstimationDocument4 pagesPerformance Analysis For MIMO MC-CDMA Systems With Imperfect Channel EstimationMadala SnehithNo ratings yet
- Uses of MSDocument3 pagesUses of MSTalha IqbalNo ratings yet
- Chapter 5Document48 pagesChapter 5hub23No ratings yet
- 30 Days Prayers in November For The Holy Souls in PurgatoryDocument11 pages30 Days Prayers in November For The Holy Souls in PurgatoryMav MavNo ratings yet
- LP - Gradable and Non-Gradable Adjectives 11.13.14 - Alexandra Van Den HeeverDocument5 pagesLP - Gradable and Non-Gradable Adjectives 11.13.14 - Alexandra Van Den HeeverMARCELANo ratings yet
- 0028 1 VBA Macros and FunctionsDocument5 pages0028 1 VBA Macros and FunctionsKy TaNo ratings yet
- KMA002 - Applied Mathematics Foundation: Linear AlgebraDocument33 pagesKMA002 - Applied Mathematics Foundation: Linear AlgebramikeyNo ratings yet
- On Yukta-VairagyaDocument5 pagesOn Yukta-VairagyaGonzaloNo ratings yet
- Summary Sheet R-PAS Admin and ClarificationDocument2 pagesSummary Sheet R-PAS Admin and ClarificationMarina SwansonNo ratings yet
- Advances in Mobile TechnologyDocument13 pagesAdvances in Mobile TechnologySuleiman AbdulNo ratings yet
- 2023 Long Love Messages For Her (Your Girlfriend) - Sweet Love MessagesDocument1 page2023 Long Love Messages For Her (Your Girlfriend) - Sweet Love Messagesalvinodu001No ratings yet
- Agile CompleteDocument54 pagesAgile Completeraspberrypi piNo ratings yet
- God of Small Things Plot SummaryDocument3 pagesGod of Small Things Plot SummarychitrapaultumpaNo ratings yet
- Aspect of Lexical Meaning School WorkDocument14 pagesAspect of Lexical Meaning School Worklacko1984No ratings yet
- Full Download Bcom 7 7th Edition Lehman Solutions ManualDocument35 pagesFull Download Bcom 7 7th Edition Lehman Solutions Manualsmallmanclaude100% (37)
- GENESIS MIRANDA - THOMS Section #7 Review - 2022 PDFDocument4 pagesGENESIS MIRANDA - THOMS Section #7 Review - 2022 PDFGENESIS MIRANDANo ratings yet
- PW0 104Document56 pagesPW0 104jiujitsuguyNo ratings yet
- Introduction of Flowchart 3664210Document35 pagesIntroduction of Flowchart 3664210Zaile BalabaNo ratings yet
- Basic Math & Pre-Algebra Workbook For Dummies with Online PracticeFrom EverandBasic Math & Pre-Algebra Workbook For Dummies with Online PracticeRating: 4 out of 5 stars4/5 (2)
- Mental Math: How to Develop a Mind for Numbers, Rapid Calculations and Creative Math Tricks (Including Special Speed Math for SAT, GMAT and GRE Students)From EverandMental Math: How to Develop a Mind for Numbers, Rapid Calculations and Creative Math Tricks (Including Special Speed Math for SAT, GMAT and GRE Students)No ratings yet
- Quantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsFrom EverandQuantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsRating: 4.5 out of 5 stars4.5/5 (3)
- A Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormFrom EverandA Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormRating: 5 out of 5 stars5/5 (5)
- Build a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.From EverandBuild a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.Rating: 5 out of 5 stars5/5 (1)
- Images of Mathematics Viewed Through Number, Algebra, and GeometryFrom EverandImages of Mathematics Viewed Through Number, Algebra, and GeometryNo ratings yet
- Calculus Workbook For Dummies with Online PracticeFrom EverandCalculus Workbook For Dummies with Online PracticeRating: 3.5 out of 5 stars3.5/5 (8)
- Mental Math Secrets - How To Be a Human CalculatorFrom EverandMental Math Secrets - How To Be a Human CalculatorRating: 5 out of 5 stars5/5 (3)
- ParaPro Assessment Preparation 2023-2024: Study Guide with 300 Practice Questions and Answers for the ETS Praxis Test (Paraprofessional Exam Prep)From EverandParaPro Assessment Preparation 2023-2024: Study Guide with 300 Practice Questions and Answers for the ETS Praxis Test (Paraprofessional Exam Prep)No ratings yet
- Mathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingFrom EverandMathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingRating: 4.5 out of 5 stars4.5/5 (21)
- A Guide to Success with Math: An Interactive Approach to Understanding and Teaching Orton Gillingham MathFrom EverandA Guide to Success with Math: An Interactive Approach to Understanding and Teaching Orton Gillingham MathRating: 5 out of 5 stars5/5 (1)
- How Math Explains the World: A Guide to the Power of Numbers, from Car Repair to Modern PhysicsFrom EverandHow Math Explains the World: A Guide to the Power of Numbers, from Car Repair to Modern PhysicsRating: 3.5 out of 5 stars3.5/5 (9)
- Fluent in 3 Months: How Anyone at Any Age Can Learn to Speak Any Language from Anywhere in the WorldFrom EverandFluent in 3 Months: How Anyone at Any Age Can Learn to Speak Any Language from Anywhere in the WorldRating: 3 out of 5 stars3/5 (80)