You might also like
- J04 - Ladder20diagram20and20Petri Net Based20discrete Event20control20design20methodsDocument10 pagesJ04 - Ladder20diagram20and20Petri Net Based20discrete Event20control20design20methodsAldin BeganovicNo ratings yet
- NSF Grant Adaptive Robust Control for Precision Electro-Hydraulic SystemsDocument15 pagesNSF Grant Adaptive Robust Control for Precision Electro-Hydraulic SystemsPrasad KpNo ratings yet
- Discrete-Time Control System Implementation Techniques: Advances in Theory and ApplicationsFrom EverandDiscrete-Time Control System Implementation Techniques: Advances in Theory and ApplicationsNo ratings yet
- An Introduction To MOP 21 - Automation of Wastewater Treatment FacilitiesDocument5 pagesAn Introduction To MOP 21 - Automation of Wastewater Treatment FacilitiesSugrit BuddhirakkulNo ratings yet
- A Classification Framework For Automated Control Code GenerationDocument26 pagesA Classification Framework For Automated Control Code Generation曾升为No ratings yet
- Petri Nets Tutorial for Industrial ApplicationsDocument17 pagesPetri Nets Tutorial for Industrial Applicationssubramanya1982No ratings yet
- Digital Control Systems Implementation Techniques: Advances in Theory and ApplicationsFrom EverandDigital Control Systems Implementation Techniques: Advances in Theory and ApplicationsNo ratings yet
- An Experimental Setup For The Study of Field-OrienDocument5 pagesAn Experimental Setup For The Study of Field-OrienAraujo AlvesNo ratings yet
- Coordination of Operations by Relation Extraction For Manufacturing Cell ControllersDocument16 pagesCoordination of Operations by Relation Extraction For Manufacturing Cell ControllersJose Leonardo Simancas GarciaNo ratings yet
- Design-to-Test Approach For Programmable Controllers in Safety-Critical Automation SystemsDocument10 pagesDesign-to-Test Approach For Programmable Controllers in Safety-Critical Automation SystemsshaguftaNo ratings yet
- Adaptive Proportional-Integral Controller Using OL PDFDocument11 pagesAdaptive Proportional-Integral Controller Using OL PDFLuis MiguelNo ratings yet
- Successfully Designing Integrated Substations: NtroductionDocument12 pagesSuccessfully Designing Integrated Substations: NtroductionHassanNo ratings yet
- Process Past, and Future Present,: ControlDocument8 pagesProcess Past, and Future Present,: ControlBorislav GeorgievNo ratings yet
- Design and Validation of Industrial Distributed Control SystemsDocument6 pagesDesign and Validation of Industrial Distributed Control SystemsPriyatham GangapatnamNo ratings yet
- Control Basics DocumentationDocument19 pagesControl Basics DocumentationUsman ArshadNo ratings yet
- 990 1775 1 PBDocument8 pages990 1775 1 PBJHNo ratings yet
- Requirements Specification For Process-Control SysDocument25 pagesRequirements Specification For Process-Control Sysk c tomNo ratings yet
- 1 en 42 Chapter AuthorDocument12 pages1 en 42 Chapter AuthorFrancisco ChangoNo ratings yet
- Human Centered Design for Nuclear Power Plant Control RoomsDocument9 pagesHuman Centered Design for Nuclear Power Plant Control Roomscorina-pitestiNo ratings yet
- Generalized Predictive Control Using Recurrent Fuzzy Neural Networks For Industrial ProcessesDocument10 pagesGeneralized Predictive Control Using Recurrent Fuzzy Neural Networks For Industrial ProcessesHelmy Yunan IhnatonNo ratings yet
- An Optimization Framework To Computer-Aided DesignDocument7 pagesAn Optimization Framework To Computer-Aided DesignYaqoob AliNo ratings yet
- Design and Validation of Distributed Control With Decentralized Intelligence in Process Industries: A SurveyDocument6 pagesDesign and Validation of Distributed Control With Decentralized Intelligence in Process Industries: A SurveyjosethompsonNo ratings yet
- Ijres-V18p103 5Document10 pagesIjres-V18p103 5Usha ParmarNo ratings yet
- Evaluating The Complexity of Petri Nets and Ladder Logic Diagrams For Sequence Controllers Design in Flexible AutomationDocument8 pagesEvaluating The Complexity of Petri Nets and Ladder Logic Diagrams For Sequence Controllers Design in Flexible AutomationRifqi ZainNo ratings yet
- Frontiers in Advanced Control SystemsDocument290 pagesFrontiers in Advanced Control SystemsSchreiber_DiesesNo ratings yet
- Control Strategies For Dynamic Systems PDFDocument604 pagesControl Strategies For Dynamic Systems PDFMarcu Sorin100% (2)
- A Survey of Industrial Model PredictiveDocument31 pagesA Survey of Industrial Model PredictiveNimai KowlessurNo ratings yet
- Towards A Seamless Development Process For Automotive Engine Control SystemDocument10 pagesTowards A Seamless Development Process For Automotive Engine Control SystemMuhidin ArifinNo ratings yet
- PID Controllers and Algorithms: Selection and Design Techniques Applied in Mechatronics Systems Design - Part IIDocument13 pagesPID Controllers and Algorithms: Selection and Design Techniques Applied in Mechatronics Systems Design - Part IITI Journals PublishingNo ratings yet
- Plugin Science 1Document18 pagesPlugin Science 1Ask Bulls BearNo ratings yet
- AMC2010 PlenaryDocument15 pagesAMC2010 PlenaryWill BlackNo ratings yet
- A Systematic Procedure For Designing State Combination Circuits in PlcsDocument5 pagesA Systematic Procedure For Designing State Combination Circuits in PlcsMas Netizen FillahNo ratings yet
- Multilevel Object Sorting System Using PLC Controller: ArticleDocument7 pagesMultilevel Object Sorting System Using PLC Controller: ArticleSumit DebnathNo ratings yet
- Real-Time Performance Evaluation of A Fuzzy PI + Fuzzy PD Controller For Liquid-Level ProcessDocument12 pagesReal-Time Performance Evaluation of A Fuzzy PI + Fuzzy PD Controller For Liquid-Level ProcessVikasNehraNo ratings yet
- PV Hybrid System Sizing and Simulation Tools: Status and NeedsDocument10 pagesPV Hybrid System Sizing and Simulation Tools: Status and Needsel_ruso__83No ratings yet
- Simulation Approach To Model Queuing Problems: December 2011Document13 pagesSimulation Approach To Model Queuing Problems: December 2011Bini YamNo ratings yet
- PID Control Implementation and TuningDocument246 pagesPID Control Implementation and TuningBruceReaderNo ratings yet
- AbsDocument1 pageAbskiswah computersNo ratings yet
- HDL 97043Document10 pagesHDL 97043Ahmed Maher Al-maqtariNo ratings yet
- 1 s2.0 S1738573321002990 MainDocument10 pages1 s2.0 S1738573321002990 MainWilbert ACNo ratings yet
- 1 JouPaper01Document27 pages1 JouPaper01EDU ANDERSON BLAS GENOVEZNo ratings yet
- A New Conceptual Approach To The Design of Hybrid Control Architecture For Autonomous Mobile RobotsDocument27 pagesA New Conceptual Approach To The Design of Hybrid Control Architecture For Autonomous Mobile RobotsEDU ANDERSON BLAS GENOVEZNo ratings yet
- DCSDocument57 pagesDCSRanjita SinghNo ratings yet
- RTOS-40Document5 pagesRTOS-40Rishabh DesaiNo ratings yet
- Applsci 11 05100 v2Document26 pagesApplsci 11 05100 v2Nguyễn Mậu ĐứcNo ratings yet
- 2001-119_e (1)Document11 pages2001-119_e (1)Aymen BrinisNo ratings yet
- Programmable Logic Controller PLCin AutomationDocument10 pagesProgrammable Logic Controller PLCin AutomationseinwinkyiNo ratings yet
- Digitiilis Rendszerek 6S Sziimit6Gtp Architekttiriik I.: Veszprcmi Egyetem, Miiszaki Informatika SzakDocument33 pagesDigitiilis Rendszerek 6S Sziimit6Gtp Architekttiriik I.: Veszprcmi Egyetem, Miiszaki Informatika SzakBlazsNo ratings yet
- (George A. Rovithakis Manolis A. Christodoulou) Adaptive Control With Recurrent High Order Neural NetworksDocument202 pages(George A. Rovithakis Manolis A. Christodoulou) Adaptive Control With Recurrent High Order Neural Networksruben210979No ratings yet
- Analytical Robust Tuning Approach For Two-Degree-oDocument12 pagesAnalytical Robust Tuning Approach For Two-Degree-oDeepranjan DongolNo ratings yet
- Model Predictive Controllers: A Critical Synthesis of Theory and Industrial NeedsDocument50 pagesModel Predictive Controllers: A Critical Synthesis of Theory and Industrial NeedsRenan RanelliNo ratings yet
- 3 A Review of Power System Modelling Platforms and CapabilitiesDocument13 pages3 A Review of Power System Modelling Platforms and CapabilitiesArjun SECINo ratings yet
- Manual vs Auto-Tuning PID for Unstable Plant ControlDocument6 pagesManual vs Auto-Tuning PID for Unstable Plant ControlLautaro Benjamín IbañezNo ratings yet
- Programmable Logic Controller PLC in AutomationDocument10 pagesProgrammable Logic Controller PLC in AutomationNak ManethNo ratings yet
- Model Predictive Control Techniques For CSTR Using MatlabDocument9 pagesModel Predictive Control Techniques For CSTR Using MatlabJeeva MJNo ratings yet
- 10 Autcon TrckaDocument12 pages10 Autcon TrckaZakiah Darajat NurfajrinNo ratings yet
- Theory and Applications of HVAC Control Systems A Review of Model Predictive Control MPCDocument13 pagesTheory and Applications of HVAC Control Systems A Review of Model Predictive Control MPCKhuleedShaikhNo ratings yet
- PID Control System Analysis, Design, and TechnologyDocument20 pagesPID Control System Analysis, Design, and TechnologyJohn XaviNo ratings yet
- Development of PLC Program For Multi-Process ParamDocument11 pagesDevelopment of PLC Program For Multi-Process Paramrullyhimawan.tmmjNo ratings yet
- Architecture For Modeling and Simulation SIMITDocument17 pagesArchitecture For Modeling and Simulation SIMITLuis Jonathan Bahamaca FernandezNo ratings yet
- Replace contactor coils and repair partsDocument3 pagesReplace contactor coils and repair partsessameldinNo ratings yet
- Uesd3.3dt5g, Uesd5.0dt5g, Uesd6.0dt5g OnDocument5 pagesUesd3.3dt5g, Uesd5.0dt5g, Uesd6.0dt5g OnessameldinNo ratings yet
- Data Sheet 6ES7215-1AG40-0XB0: General InformationDocument7 pagesData Sheet 6ES7215-1AG40-0XB0: General InformationOliver Ochoa GarciaNo ratings yet
- TIA14 SP1 SitePack TorrentDocument2 pagesTIA14 SP1 SitePack TorrentessameldinNo ratings yet
- SS12 THRU S100: Surface Mount Schottky Barrier Rectifier VOLTAGE - 20 To 100 Volts CURRENT - 1.0 AmpereDocument2 pagesSS12 THRU S100: Surface Mount Schottky Barrier Rectifier VOLTAGE - 20 To 100 Volts CURRENT - 1.0 AmpereJOHN BRICCO A. MATACSILNo ratings yet
- PC 922 SharpDocument7 pagesPC 922 Sharpjulianca94No ratings yet
- Easy enDocument23 pagesEasy enVirgil DamianNo ratings yet
- Product Data Sheet 6ES7214-1BD23-0XB0Document6 pagesProduct Data Sheet 6ES7214-1BD23-0XB0essameldinNo ratings yet
- Datasheet 3Document7 pagesDatasheet 3essameldinNo ratings yet
- SIMATIC PCS 7 Automation Systems, S7-400 SeriesDocument22 pagesSIMATIC PCS 7 Automation Systems, S7-400 SeriesOmar Sánchez2No ratings yet
- Product Data Sheet: USB PC Connecting Cable, For Smart Relay Zelio Logic, 3 MDocument2 pagesProduct Data Sheet: USB PC Connecting Cable, For Smart Relay Zelio Logic, 3 MessameldinNo ratings yet
- 224 Datasheet PDFDocument5 pages224 Datasheet PDFTom MarkNo ratings yet
- URLLinkDocument1 pageURLLinkessameldinNo ratings yet
- Siemens Simatic s7 1200Document2 pagesSiemens Simatic s7 1200essameldinNo ratings yet
- Connecting S7-200 PLCsDocument4 pagesConnecting S7-200 PLCsessameldinNo ratings yet
- SIMATIC PCS 7 Automation Systems, S7-400 SeriesDocument22 pagesSIMATIC PCS 7 Automation Systems, S7-400 SeriesOmar Sánchez2No ratings yet
- Saronix: Technical DataDocument2 pagesSaronix: Technical DataessameldinNo ratings yet
- Repair Parts For 100-C / 100L-C / 100Q-C / 100S-C / 104-C / 104S-C ContactorsDocument3 pagesRepair Parts For 100-C / 100L-C / 100Q-C / 100S-C / 104-C / 104S-C ContactorsessameldinNo ratings yet
- Design: Mar 2008 Siemens ITSDocument24 pagesDesign: Mar 2008 Siemens ITSessameldinNo ratings yet
- SIMATIC PCS 7 Automation Systems, S7-400 SeriesDocument22 pagesSIMATIC PCS 7 Automation Systems, S7-400 SeriesOmar Sánchez2No ratings yet
- A Simple PDFDocument2 pagesA Simple PDFJaheer MakalNo ratings yet
- S1A, S1B, S1D, S1G, S1J, S1K, S1M: Vishay General SemiconductorDocument4 pagesS1A, S1B, S1D, S1G, S1J, S1K, S1M: Vishay General SemiconductoressameldinNo ratings yet
- SS12 THRU SS110: 1.0 AMP. Surface Mount Schottky Barrier RectifiersDocument3 pagesSS12 THRU SS110: 1.0 AMP. Surface Mount Schottky Barrier RectifiersessameldinNo ratings yet
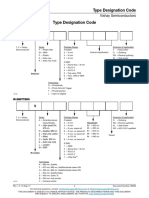
- Type Designation Code: Vishay SemiconductorsDocument1 pageType Designation Code: Vishay SemiconductorsessameldinNo ratings yet
- Modicon Premium Automation Platform: DescriptionDocument4 pagesModicon Premium Automation Platform: DescriptionessameldinNo ratings yet
- 41-HRSG Electrical Load ListDocument7 pages41-HRSG Electrical Load Listessameldin0% (1)
- Siemens Simatic s7 1200Document2 pagesSiemens Simatic s7 1200essameldinNo ratings yet
- 42-HRSG IO ListDocument18 pages42-HRSG IO ListessameldinNo ratings yet
- Equipment Definition: Operation and Maintenance ManualDocument8 pagesEquipment Definition: Operation and Maintenance ManualessameldinNo ratings yet
- Voltage-Current Characteristic of Incandescent Lightbulbs: Measurement and AnalysisDocument14 pagesVoltage-Current Characteristic of Incandescent Lightbulbs: Measurement and AnalysisxongassilvaNo ratings yet
- eco-CONTROL EC200-DUOMIX - INST-008759 - EN - Index 0Document48 pageseco-CONTROL EC200-DUOMIX - INST-008759 - EN - Index 0smith jackNo ratings yet
- Chapter 5 Function and RelationDocument25 pagesChapter 5 Function and RelationShina GalvezNo ratings yet
- Ai HLDocument6 pagesAi HLaaryamann guptaNo ratings yet
- DLL Week 1, Quarter 1Document3 pagesDLL Week 1, Quarter 1MILAGROS DE GUZMANNo ratings yet
- Math 8 SyllabusDocument14 pagesMath 8 SyllabusJamoi Ray VedastoNo ratings yet
- COURSE OUTLINE Calculus UBITDocument2 pagesCOURSE OUTLINE Calculus UBITAlishan ArshadNo ratings yet
- 5.problems On Inverse Hyperbolic FunctionsDocument18 pages5.problems On Inverse Hyperbolic FunctionsShubham100% (2)
- What Is Product RuleDocument4 pagesWhat Is Product RulenishagoyalNo ratings yet
- fl20 Algebra2 Ipe 04Document80 pagesfl20 Algebra2 Ipe 04Sayed MikoNo ratings yet
- Reinforcement MathDocument3 pagesReinforcement MathMuhammad Fathulloh HasanNo ratings yet
- WS3 GeographicDocument18 pagesWS3 GeographicGPA FOURNo ratings yet
- Introduction To Programming With MATLABDocument5 pagesIntroduction To Programming With MATLABDanielAeiounAeioumNo ratings yet
- Unit-2 Fourier Series & Integral: 2130002 - Advanced Engineering MathematicsDocument143 pagesUnit-2 Fourier Series & Integral: 2130002 - Advanced Engineering MathematicsDarji DhrutiNo ratings yet
- Ational Niversity: 1 Square Roots and GuessesDocument1 pageAtional Niversity: 1 Square Roots and GuessesSaqlain AsifNo ratings yet
- Adaptive Finite-Time Control For A Class of Uncertain High-Order Non-Linear Systems Based On Fuzzy ApproximationDocument8 pagesAdaptive Finite-Time Control For A Class of Uncertain High-Order Non-Linear Systems Based On Fuzzy ApproximationLegis FloyenNo ratings yet
- Project - Exp Growth and DecayDocument5 pagesProject - Exp Growth and Decayapi-261139685No ratings yet
- ISA PNID StandardsDocument14 pagesISA PNID StandardsHanif PayandehNo ratings yet
- FGRGHDocument15 pagesFGRGHMiles100% (1)
- C++ Funtions AssignmentDocument3 pagesC++ Funtions AssignmentyousafNo ratings yet
- Sequences and Series of FunctionsDocument44 pagesSequences and Series of Functionshyd arnesNo ratings yet
- Cap3 Distributii G.169Document29 pagesCap3 Distributii G.169Marcela DobreNo ratings yet
- Control Systems Time Response AnalysisDocument6 pagesControl Systems Time Response AnalysisAnoop Kumar JairathNo ratings yet
- Math SolutionsDocument2 pagesMath SolutionsDivijNo ratings yet
- Stanford Machine Learning Course Notes by Andrew NGDocument16 pagesStanford Machine Learning Course Notes by Andrew NGSethu SNo ratings yet
- Antiderivative of A Function: Learning TargetsDocument33 pagesAntiderivative of A Function: Learning Targetsvictoria marieNo ratings yet
- Chapter 3 Database Query Using SQL FunctionsDocument23 pagesChapter 3 Database Query Using SQL FunctionsAditi PatelNo ratings yet
- E Airy Function: E.I Definition and Differential EquationDocument8 pagesE Airy Function: E.I Definition and Differential EquationLiviu IgnatNo ratings yet
- Ap Calculus BC Sample Syllabus 1Document17 pagesAp Calculus BC Sample Syllabus 1aBu HaTeMNo ratings yet
- Tos - Midterm - Basic CalculusDocument4 pagesTos - Midterm - Basic Calculusjerramee acostaNo ratings yet