You might also like
- US9670984-Method For Remanufacturing FlywheelDocument11 pagesUS9670984-Method For Remanufacturing FlywheelMahnooshNo ratings yet
- US11268984 Fibre Optic h2 SensorDocument59 pagesUS11268984 Fibre Optic h2 SensorCurtisNo ratings yet
- Pony PisadorDocument20 pagesPony PisadorSantiago JuanNo ratings yet
- United States Patent: Cross Et Al. (10) Patent N0.: (45) Date of PatentDocument11 pagesUnited States Patent: Cross Et Al. (10) Patent N0.: (45) Date of PatentNurSarahNo ratings yet
- United States Patent (10) Patent No.: US 8,277,186 B2Document24 pagesUnited States Patent (10) Patent No.: US 8,277,186 B2miaoNo ratings yet
- US9322588Document11 pagesUS9322588Uchenna BacchusNo ratings yet
- Rotor PagesDocument33 pagesRotor PagesusmanimrannaveedNo ratings yet
- United States Patent: (73) Assignee: Fast Forward Composites Corp.Document16 pagesUnited States Patent: (73) Assignee: Fast Forward Composites Corp.63No ratings yet
- US9555503Document11 pagesUS9555503MahnooshNo ratings yet
- US9850967Document8 pagesUS9850967marcglebNo ratings yet
- Patente US10160191Document13 pagesPatente US10160191Alan HidalgoNo ratings yet
- Us 10801422Document22 pagesUs 10801422Eman ToraNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument18 pagesUnited States Patent: (10) Patent No.: (45) Date of Patentruguang zhangNo ratings yet
- US10150390Document16 pagesUS10150390Cabo HomNo ratings yet
- US10450060Document13 pagesUS10450060雷黎明No ratings yet
- Geared Turbofan Gas Turbine Engine ArchitectureDocument26 pagesGeared Turbofan Gas Turbine Engine ArchitectureFouad0% (1)
- Tesla Improper Seatbelt Usage Detection PatentDocument16 pagesTesla Improper Seatbelt Usage Detection PatentSimon AlvarezNo ratings yet
- Us9366187 PDFDocument12 pagesUs9366187 PDFFernando TaleroNo ratings yet
- United States Patent: (10) Patent No .: US 10,526,847 B2Document58 pagesUnited States Patent: (10) Patent No .: US 10,526,847 B2MrSebolliniNo ratings yet
- US9061756 Aircraft Performance MonitoringDocument21 pagesUS9061756 Aircraft Performance MonitoringTurk SoloNo ratings yet
- Odd USN Bucket US9914560 DT 13-02-2024Document13 pagesOdd USN Bucket US9914560 DT 13-02-2024Shreyas N ReddyNo ratings yet
- US8201716Document24 pagesUS8201716r3marcosNo ratings yet
- US8322575Document7 pagesUS8322575r3marcosNo ratings yet
- United States Patent: Jangbarwala (45) Date of Patent: Dec. 15, 2015Document12 pagesUnited States Patent: Jangbarwala (45) Date of Patent: Dec. 15, 2015Juzer JangbarwalaNo ratings yet
- United States Patent: (10) Patent No .: US 10, 042, 834 B2Document18 pagesUnited States Patent: (10) Patent No .: US 10, 042, 834 B2Jorge Leandro SCNo ratings yet
- US10724338 Rapidly Cooling A Geologic Formation in Which A Wellbore Is FormedDocument8 pagesUS10724338 Rapidly Cooling A Geologic Formation in Which A Wellbore Is FormedZamirNo ratings yet
- United States Patent: Wasserman (10) Patent No .: US 10,794,618 B2 (45) Date of PatentDocument19 pagesUnited States Patent: Wasserman (10) Patent No .: US 10,794,618 B2 (45) Date of PatentBurak PalaNo ratings yet
- Us8758606 - B2 LVMHDocument6 pagesUs8758606 - B2 LVMHsakthivel ArumugamNo ratings yet
- Us 9447018Document41 pagesUs 9447018windputtryNo ratings yet
- United States Patent: Nakamura Et AlDocument32 pagesUnited States Patent: Nakamura Et AlpmurphNo ratings yet
- Us 8286708Document15 pagesUs 8286708Anwar AssalNo ratings yet
- Us 8955335Document10 pagesUs 8955335John SmithNo ratings yet
- United States Patent: Nagyetal. (45) Date of Patent: Oct. 20, 2020Document11 pagesUnited States Patent: Nagyetal. (45) Date of Patent: Oct. 20, 2020Burak PalaNo ratings yet
- US9630867Document15 pagesUS9630867Baba DookNo ratings yet
- Us 10266273Document13 pagesUs 10266273Faisal Syukur AkbarNo ratings yet
- US11549837Document46 pagesUS11549837acela3248No ratings yet
- United States Patent: Nakamura Et AlDocument32 pagesUnited States Patent: Nakamura Et AlpmurphNo ratings yet
- US11084269Document32 pagesUS11084269keyupequauce-2083No ratings yet
- US8922159Document20 pagesUS8922159mike garvinNo ratings yet
- US9212603Separate-type Rotary EngineDocument12 pagesUS9212603Separate-type Rotary Engine임학진No ratings yet
- United States Patent: Trujillo Et AlDocument25 pagesUnited States Patent: Trujillo Et Alrizk86No ratings yet
- (2012) US8231765 Process For The Purification of LactamsDocument9 pages(2012) US8231765 Process For The Purification of LactamsThitikorn WassanarpheernphongNo ratings yet
- United States Patent: Nakamura Et AlDocument32 pagesUnited States Patent: Nakamura Et AlpmurphNo ratings yet
- Patent US10850359 Rose INDEXING TOOLDocument8 pagesPatent US10850359 Rose INDEXING TOOLM100S2No ratings yet
- United States Patent: (45) Date of Patent: Sep - 19, 2017Document24 pagesUnited States Patent: (45) Date of Patent: Sep - 19, 2017SaraNo ratings yet
- United States Patent: (10) Patent No.: US 9,393,739 B2Document31 pagesUnited States Patent: (10) Patent No.: US 9,393,739 B2Yu YangNo ratings yet
- United States Patent: Martin Et AlDocument29 pagesUnited States Patent: Martin Et Aljohnmaxin1114No ratings yet
- United States Patent (10) Patent No.: US 8.408,134 B2Document10 pagesUnited States Patent (10) Patent No.: US 8.408,134 B2s rNo ratings yet
- US9335793Document23 pagesUS9335793panikmanNo ratings yet
- US10804778Document8 pagesUS10804778rasoolNo ratings yet
- United States Patent: Jung Et AlDocument14 pagesUnited States Patent: Jung Et AlYuseuk JungNo ratings yet
- United States Patent: (10) Patent No.: US 8.439,313 B2Document19 pagesUnited States Patent: (10) Patent No.: US 8.439,313 B2Dan Keith M. DuadNo ratings yet
- United States Patent: (45) Date of Patent: Aug - 13, 2019Document13 pagesUnited States Patent: (45) Date of Patent: Aug - 13, 2019SAIRONI HARDIYANTORONo ratings yet
- US10001080Document19 pagesUS10001080Marco Raneo PezzanoNo ratings yet
- Us 8653174Document21 pagesUs 8653174subramanian.sNo ratings yet
- US9287722Document15 pagesUS9287722Carlos OrtegaNo ratings yet
- United States: (12) Reissued PatentDocument12 pagesUnited States: (12) Reissued Patentbob wongNo ratings yet
- US10273054Document10 pagesUS10273054Treerat VacharanukrauhNo ratings yet
- United States Patent: Annis (10) Patent No .: US 9, 742, 252 B2Document14 pagesUnited States Patent: Annis (10) Patent No .: US 9, 742, 252 B2Mladen MuskinjaNo ratings yet
- Profile of the International Pump Industry: Market Prospects to 2010From EverandProfile of the International Pump Industry: Market Prospects to 2010Rating: 1 out of 5 stars1/5 (1)
- Adoption of Modern Hydrogen Technologies in Rail TransportDocument8 pagesAdoption of Modern Hydrogen Technologies in Rail TransportMahnooshNo ratings yet
- PatentsDocument5 pagesPatentsMahnooshNo ratings yet
- Experimental Studies On Strengthening and Failure Mechanism For The Metal Silicone Rubber Metal Bonding SystemDocument23 pagesExperimental Studies On Strengthening and Failure Mechanism For The Metal Silicone Rubber Metal Bonding SystemMahnooshNo ratings yet
- Mechanical Properties and Microstructure of Additively Manufactured Stainless Steel With Laser Welded JointsDocument20 pagesMechanical Properties and Microstructure of Additively Manufactured Stainless Steel With Laser Welded JointsMahnooshNo ratings yet
- APTA Compendium of Definitions Acronyms For Rail SystemsDocument263 pagesAPTA Compendium of Definitions Acronyms For Rail SystemsAdam SevaniiNo ratings yet
- Current Signature AnalysisDocument7 pagesCurrent Signature Analysisliepan_bara75% (4)
- US4036049-Method For Determining Engine Moment of InertiaDocument2 pagesUS4036049-Method For Determining Engine Moment of InertiaMahnooshNo ratings yet
- MTU Technical Article Blue Vision New Generation 20120731Document8 pagesMTU Technical Article Blue Vision New Generation 20120731MahnooshNo ratings yet
- United States Patent (10) Patent No.: US 6,453,528 B1Document9 pagesUnited States Patent (10) Patent No.: US 6,453,528 B1MahnooshNo ratings yet
- patent-US3456391-Self-centering Grinding System Particularly Suitable For The Finishing and Repair of Large CrankshaftsDocument5 pagespatent-US3456391-Self-centering Grinding System Particularly Suitable For The Finishing and Repair of Large CrankshaftsMahnooshNo ratings yet
- patent-WO2014025244A1-Apparatus and Method For Repair and Renovation of Crankshaft Journal Surfaces In-Situ by Means of Laser CladdingDocument21 pagespatent-WO2014025244A1-Apparatus and Method For Repair and Renovation of Crankshaft Journal Surfaces In-Situ by Means of Laser CladdingMahnooshNo ratings yet
- patent-US5730647-Apparatus For Fine-Grinding A CrankshaftDocument9 pagespatent-US5730647-Apparatus For Fine-Grinding A CrankshaftMahnooshNo ratings yet
- WO2013072747A1Document64 pagesWO2013072747A1MahnooshNo ratings yet
- US20010024927A1Document7 pagesUS20010024927A1MahnooshNo ratings yet
- MTU Powerline White Paper EN 12-09-11Document7 pagesMTU Powerline White Paper EN 12-09-11MahnooshNo ratings yet
- US20150069025A1Document10 pagesUS20150069025A1MahnooshNo ratings yet
- US9555503Document11 pagesUS9555503MahnooshNo ratings yet
- US2755609Document9 pagesUS2755609MahnooshNo ratings yet
- patent-US2629213-Crankshaft Grinding DeviceDocument9 pagespatent-US2629213-Crankshaft Grinding DeviceMahnooshNo ratings yet
- US4043847Document4 pagesUS4043847MahnooshNo ratings yet
- US2447117Document6 pagesUS2447117MahnooshNo ratings yet
- patent-US3165866-Crankshaft Main Journal Regrinding ProcessDocument2 pagespatent-US3165866-Crankshaft Main Journal Regrinding ProcessMahnooshNo ratings yet
- patent-US2937479-Crankshaft Journal GrinderDocument4 pagespatent-US2937479-Crankshaft Journal GrinderMahnooshNo ratings yet
- US8833331-Repaired Engine Block and Repair MethodDocument7 pagesUS8833331-Repaired Engine Block and Repair MethodMahnoosh0% (1)
- patent-US2608806-Crankshaft Main Journal GrinderDocument4 pagespatent-US2608806-Crankshaft Main Journal GrinderMahnooshNo ratings yet
- US3580211-Method of Shaft Alignment of A Main Engine Shaft in ShipbuildingDocument3 pagesUS3580211-Method of Shaft Alignment of A Main Engine Shaft in ShipbuildingMahnooshNo ratings yet
- US6619645-Fixturing System For Holding and Aligning Engine BlocksDocument24 pagesUS6619645-Fixturing System For Holding and Aligning Engine BlocksMahnooshNo ratings yet
- EP2208865A2 - Methods-Repairing-Distorted-Gas-Turbine-Engine-ComponentsDocument9 pagesEP2208865A2 - Methods-Repairing-Distorted-Gas-Turbine-Engine-ComponentsMahnooshNo ratings yet
- 203 CDocument25 pages203 CДмитрий МураховскийNo ratings yet
- Chapter 6 Directional DrillingDocument28 pagesChapter 6 Directional DrillingMuhamad RivalNo ratings yet
- Lennox - Mini Split - 16 SEER - T - 24KDocument3 pagesLennox - Mini Split - 16 SEER - T - 24KruyNo ratings yet
- Mitsubishi Laser Talon 1991 Service ManualDocument20 pagesMitsubishi Laser Talon 1991 Service Manualamanda100% (53)
- Datasheet EmersonDocument2 pagesDatasheet EmersonLeonardo IvanovichNo ratings yet
- McCormick C-MAX Tier 3 (2008-) - RS22 - 105 Tractor Service Repair Manual PDFDocument25 pagesMcCormick C-MAX Tier 3 (2008-) - RS22 - 105 Tractor Service Repair Manual PDFfjkkekmdmNo ratings yet
- CATÁLOGO - DE - PEÇAS - MAX936 - MaxloaderDocument106 pagesCATÁLOGO - DE - PEÇAS - MAX936 - MaxloaderDORIVAN JÚNIOR100% (5)
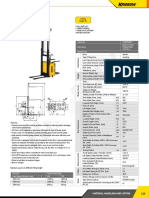
- Electric Stacker: Article No. KW0500894 Description Electric Stacker (Triplex Mast) 1.5T x3 M SpecificationDocument1 pageElectric Stacker: Article No. KW0500894 Description Electric Stacker (Triplex Mast) 1.5T x3 M SpecificationAsty RikyNo ratings yet
- Mounting Space Diagram Elbow Configurations: 90º Discharge & Suction Swivel ElbowsDocument1 pageMounting Space Diagram Elbow Configurations: 90º Discharge & Suction Swivel Elbowspichet33No ratings yet
- GSX 1250 FaDocument135 pagesGSX 1250 FaArtur Araujo BorbaNo ratings yet
- Seatbelts: Seatbelt Safety TipsDocument10 pagesSeatbelts: Seatbelt Safety TipsWerner YiNo ratings yet
- RX 700Document4 pagesRX 700CARLOSNo ratings yet
- AIR JACK - PPTX Group No 17Document21 pagesAIR JACK - PPTX Group No 17B 87 VISHWAKARMA AAKASH ACHCHHELALNo ratings yet
- Kubotab8200hst Dptractorpartscataloguemanual 201203145423Document24 pagesKubotab8200hst Dptractorpartscataloguemanual 201203145423Piesemasini MasinieuNo ratings yet
- 04 ScaniaDocument275 pages04 ScaniaOleksandr U.No ratings yet
- R210LC-7 9-5Document1 pageR210LC-7 9-5Krystian PalaciosNo ratings yet
- Instruction Manual OceanusDocument1 pageInstruction Manual OceanusCesar CoronelNo ratings yet
- Chopper Road 150 Manual de Serviços (Ingles) tz150Document170 pagesChopper Road 150 Manual de Serviços (Ingles) tz150Charles SaraivaNo ratings yet
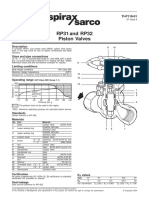
- Spirax Sarco Piston Valve RP31Document2 pagesSpirax Sarco Piston Valve RP31PaulNo ratings yet
- Engranajes EjerciciosDocument12 pagesEngranajes EjerciciosRonys VillalobosNo ratings yet
- Ovhd Panel PDFDocument6 pagesOvhd Panel PDFNickNo ratings yet
- 2006 Ram Part NumbersDocument723 pages2006 Ram Part NumbersnunyaNo ratings yet
- Electrical Wiring Sceme Nissan PatrolDocument217 pagesElectrical Wiring Sceme Nissan PatrolkovalviatorNo ratings yet
- Listado Codigos de Errores BOSCHDocument2 pagesListado Codigos de Errores BOSCHhaitnik 01No ratings yet
- CV300 2Document13 pagesCV300 2Achariya ParpromNo ratings yet
- Banyan Tree School 2020 - 21 Class: Nursery Subject: Art Holiday Homework Instructions For Art ActivitiesDocument1 pageBanyan Tree School 2020 - 21 Class: Nursery Subject: Art Holiday Homework Instructions For Art ActivitiesKriti MongaNo ratings yet
- Montacargas Caterpillar DP 100 - Manual de Operacion y MantenimientoDocument21 pagesMontacargas Caterpillar DP 100 - Manual de Operacion y MantenimientoJonny Zambrano MeraNo ratings yet
- Isuzu 2007 KB p190 Workshop Repair ManualDocument20 pagesIsuzu 2007 KB p190 Workshop Repair Manualkirk100% (27)
- 070.450-SPL XJS-XJF Compressor (Jul 2015)Document68 pages070.450-SPL XJS-XJF Compressor (Jul 2015)Nilton García Juárez100% (3)
- Sor Ebn 8 / Ebn 9,5 / Ebn 11: City, Intercity TouristDocument2 pagesSor Ebn 8 / Ebn 9,5 / Ebn 11: City, Intercity TouristFWEFWEFWNo ratings yet