You might also like
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- It 1 of 11: (12) Patent Application Publication (10) Pub. No.: US 2008/0286459 A1Document6 pagesIt 1 of 11: (12) Patent Application Publication (10) Pub. No.: US 2008/0286459 A1Thanaraj SanmughamNo ratings yet
- s6 09 55 Alabe de Turbina MarcuzziDocument5 pagess6 09 55 Alabe de Turbina MarcuzziAgustin Jose MarcuzziNo ratings yet
- Selected Aspects of Modular Fixtures Design For Car Body ProductionDocument10 pagesSelected Aspects of Modular Fixtures Design For Car Body Productionjames bondNo ratings yet
- Influence of Elastic Foundation Structures On The Rotor DynamicsDocument8 pagesInfluence of Elastic Foundation Structures On The Rotor DynamicsVodanh Tieutot100% (1)
- Lubrication Regime Classification of Hydrodynamic Journal Bearings by Machine Learning Using Torque DataDocument15 pagesLubrication Regime Classification of Hydrodynamic Journal Bearings by Machine Learning Using Torque Dataزهراء حيدر ميريNo ratings yet
- Diseño de PCBsDocument48 pagesDiseño de PCBsOswald FrankNo ratings yet
- EP21160517NWB1Document16 pagesEP21160517NWB1frank saruhanNo ratings yet
- Advisory Circular: Federal Aviation AdministrationDocument25 pagesAdvisory Circular: Federal Aviation AdministrationburchandadiNo ratings yet
- QSGTL T-13377420 Systemisation GuidelinesDocument21 pagesQSGTL T-13377420 Systemisation Guidelineskamransoft9801100% (1)
- Outfitting & Deck MachineryDocument8 pagesOutfitting & Deck MachineryJEORJENo ratings yet
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Document30 pagesTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkNo ratings yet
- Ac 300-004 Unpaved Runways SurfacesDocument20 pagesAc 300-004 Unpaved Runways SurfacesMarcela AgudeloNo ratings yet
- Msc. DissertationDocument74 pagesMsc. Dissertationsvb7rjm7ykNo ratings yet
- Hood and Dust Ejector - Remove and Install: Ecran PrécédentDocument5 pagesHood and Dust Ejector - Remove and Install: Ecran PrécédentheniNo ratings yet
- State of Cold Forging Technology in Global CompetitionDocument20 pagesState of Cold Forging Technology in Global CompetitionEldori1988No ratings yet
- Surface Technology For Automotive EngineeringDocument20 pagesSurface Technology For Automotive Engineeringakshay1349No ratings yet
- Analysis of Filament Winding Processes and Potential Equipment TechnologiesDocument6 pagesAnalysis of Filament Winding Processes and Potential Equipment TechnologiesPravin LuthadaNo ratings yet
- 1 OnlineDocument12 pages1 OnlineSurajNo ratings yet
- CAT CAT CAT CAT: Guideline For Reusable Parts and Salvage OperationsDocument10 pagesCAT CAT CAT CAT: Guideline For Reusable Parts and Salvage OperationsJavier Hector CayaNo ratings yet
- Design of Control System For Cover Washing Machine PDFDocument7 pagesDesign of Control System For Cover Washing Machine PDFYeron GelayeNo ratings yet
- Dangers Lurking Below WCSP Backside CoatingsDocument7 pagesDangers Lurking Below WCSP Backside Coatings70638453No ratings yet
- 216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 11 UBA PDFDocument3 pages216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 11 UBA PDFubaldo caraballoNo ratings yet
- Electrochemical Machining - Special Equipment and Applications in Aircraft IndustryDocument8 pagesElectrochemical Machining - Special Equipment and Applications in Aircraft Industryvs.krishnakanthNo ratings yet
- Compact Energy Absorbing Vehicle Crash Structure PDFDocument13 pagesCompact Energy Absorbing Vehicle Crash Structure PDFÓscarNo ratings yet
- Us 8714131Document11 pagesUs 8714131MahnooshNo ratings yet
- Grinding Valve JournalDocument12 pagesGrinding Valve JournalmuhammadshultonskNo ratings yet
- Semi Automatic Lathe Machine Using ARM ProcessorDocument7 pagesSemi Automatic Lathe Machine Using ARM ProcessorIRJIENo ratings yet
- Caterpillar Cat M318C MH WHEELED EXCAVATOR (Prefix BEB) Service Repair Manual (BEB00001-02000) PDFDocument28 pagesCaterpillar Cat M318C MH WHEELED EXCAVATOR (Prefix BEB) Service Repair Manual (BEB00001-02000) PDFfkdmmaNo ratings yet
- 2010 - US20100243326A1 - Common Interface Architecture For HDD MachineDocument17 pages2010 - US20100243326A1 - Common Interface Architecture For HDD MachineCường Nguyễn QuốcNo ratings yet
- Centralized Oil Lubrication System: N.Ashok KumarDocument5 pagesCentralized Oil Lubrication System: N.Ashok KumarOcta RioNo ratings yet
- Ac33 70-1Document23 pagesAc33 70-1kalyan239No ratings yet
- Design and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050Document8 pagesDesign and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050The ash Designe GalaryNo ratings yet
- TEPZZ 8 - 59B - T: European Patent SpecificationDocument18 pagesTEPZZ 8 - 59B - T: European Patent SpecificationAna LisaNo ratings yet
- Damage Tolerance of Hole: 8/28/09: Subject Date Ac No Initiated byDocument48 pagesDamage Tolerance of Hole: 8/28/09: Subject Date Ac No Initiated byburchandadiNo ratings yet
- Night Vision Goggle Plate "Machine vs. Cast" Study: Final Report 22 December 2006Document12 pagesNight Vision Goggle Plate "Machine vs. Cast" Study: Final Report 22 December 2006janaaidaas1996No ratings yet
- 4-Spalling Investigation of Connecting RodDocument10 pages4-Spalling Investigation of Connecting RodHakimNo ratings yet
- Crankshaft Front Seal InstallSMCS - 1160 - 012Document4 pagesCrankshaft Front Seal InstallSMCS - 1160 - 012Tawanda Tradyboy MorgansNo ratings yet
- Cecchel2019 Article ApplicationOfLaserMetalDepositDocument12 pagesCecchel2019 Article ApplicationOfLaserMetalDeposithassan ghorbaniNo ratings yet
- IMOResolutionMSC 288 (87) Adopted14mai2010Document6 pagesIMOResolutionMSC 288 (87) Adopted14mai2010Isabel SobralNo ratings yet
- P.S of Engine Removal and Installation-100Document16 pagesP.S of Engine Removal and Installation-100Sudheesh KalathilNo ratings yet
- Installation Procedure: Engine-Driven Compressor Project (M Station)Document25 pagesInstallation Procedure: Engine-Driven Compressor Project (M Station)LuisPinda DazacolNo ratings yet
- Crack Cause Analysis of Pulverizing Wheel in Fan Mill of 600 MWDocument14 pagesCrack Cause Analysis of Pulverizing Wheel in Fan Mill of 600 MWPhoenix RomeoNo ratings yet
- Holographic and Shearographic NDT Application in Aerospace ManufacturingDocument5 pagesHolographic and Shearographic NDT Application in Aerospace ManufacturingPDDELUCANo ratings yet
- Journal Pre-Proofs: Engineering Failure AnalysisDocument20 pagesJournal Pre-Proofs: Engineering Failure AnalysisSanti Osorio DiezNo ratings yet
- Laser For Welding PlasticDocument7 pagesLaser For Welding PlasticMuhammad Za'imNo ratings yet
- Material Specification: Safety And/Or Government Regulated PartDocument21 pagesMaterial Specification: Safety And/Or Government Regulated PartAbhishek ChauhanNo ratings yet
- Landing GearDocument17 pagesLanding GearWaldir Monteiro de OliveiraNo ratings yet
- Churning+Power+Losses+of+Ordinary+Gears a+New+Approach 11311 973131 MontenegroDocument14 pagesChurning+Power+Losses+of+Ordinary+Gears a+New+Approach 11311 973131 Montenegrowalmir.f.navarroNo ratings yet
- Current Evolution of Hybrid Machine Tool Technology For Additive and Subtractive Metal Materials DB 17-2-22Document14 pagesCurrent Evolution of Hybrid Machine Tool Technology For Additive and Subtractive Metal Materials DB 17-2-22ΔΗΜΗΤΡΗΣ ΜΠΑΡΚΑΣNo ratings yet
- Rapid Manufacturing JournalDocument12 pagesRapid Manufacturing JournalAdelina RomanNo ratings yet
- Hendricks - Brush SealsDocument23 pagesHendricks - Brush Sealswikstrom_nNo ratings yet
- MECH-001-002 DAMAGE MITIGATION IN UREA PLANTS Rev017Document55 pagesMECH-001-002 DAMAGE MITIGATION IN UREA PLANTS Rev017zakariazelmatmecNo ratings yet
- CP Installation ManualDocument14 pagesCP Installation Manualjamal Alawsu100% (1)
- Paper 1Document7 pagesPaper 1Akeel WannasNo ratings yet
- Instruction Manual: Twin Shaft Mixer MAO 6000/4000Document87 pagesInstruction Manual: Twin Shaft Mixer MAO 6000/4000Sotiris Andronis100% (2)
- Energies 16 07400Document25 pagesEnergies 16 07400sandeepvarmaNo ratings yet
- Aircraft Brake and Method With Electromechanical Actuator ModulesDocument8 pagesAircraft Brake and Method With Electromechanical Actuator ModulesHassanNo ratings yet
- Tube Hydroforming in Automotive ApplicationsDocument19 pagesTube Hydroforming in Automotive ApplicationsEldori1988No ratings yet
- Alignment PDFDocument61 pagesAlignment PDFSumedh SinghNo ratings yet
- Adoption of Modern Hydrogen Technologies in Rail TransportDocument8 pagesAdoption of Modern Hydrogen Technologies in Rail TransportMahnooshNo ratings yet
- US4036049-Method For Determining Engine Moment of InertiaDocument2 pagesUS4036049-Method For Determining Engine Moment of InertiaMahnooshNo ratings yet
- Experimental Studies On Strengthening and Failure Mechanism For The Metal Silicone Rubber Metal Bonding SystemDocument23 pagesExperimental Studies On Strengthening and Failure Mechanism For The Metal Silicone Rubber Metal Bonding SystemMahnooshNo ratings yet
- Mechanical Properties and Microstructure of Additively Manufactured Stainless Steel With Laser Welded JointsDocument20 pagesMechanical Properties and Microstructure of Additively Manufactured Stainless Steel With Laser Welded JointsMahnooshNo ratings yet
- US9670984-Method For Remanufacturing FlywheelDocument11 pagesUS9670984-Method For Remanufacturing FlywheelMahnooshNo ratings yet
- MTU Powerline White Paper EN 12-09-11Document7 pagesMTU Powerline White Paper EN 12-09-11MahnooshNo ratings yet
- MTU Technical Article Blue Vision New Generation 20120731Document8 pagesMTU Technical Article Blue Vision New Generation 20120731MahnooshNo ratings yet
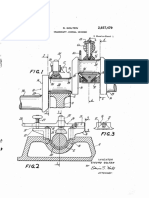
- US2447117Document6 pagesUS2447117MahnooshNo ratings yet
- PatentsDocument5 pagesPatentsMahnooshNo ratings yet
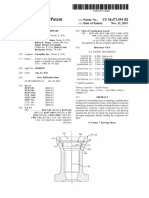
- United States Patent (10) Patent No.: US 6,453,528 B1Document9 pagesUnited States Patent (10) Patent No.: US 6,453,528 B1MahnooshNo ratings yet
- patent-US5730647-Apparatus For Fine-Grinding A CrankshaftDocument9 pagespatent-US5730647-Apparatus For Fine-Grinding A CrankshaftMahnooshNo ratings yet
- WO2013072747A1Document64 pagesWO2013072747A1MahnooshNo ratings yet
- patent-US3456391-Self-centering Grinding System Particularly Suitable For The Finishing and Repair of Large CrankshaftsDocument5 pagespatent-US3456391-Self-centering Grinding System Particularly Suitable For The Finishing and Repair of Large CrankshaftsMahnooshNo ratings yet
- US2755609Document9 pagesUS2755609MahnooshNo ratings yet
- US20010024927A1Document7 pagesUS20010024927A1MahnooshNo ratings yet
- patent-WO2014025244A1-Apparatus and Method For Repair and Renovation of Crankshaft Journal Surfaces In-Situ by Means of Laser CladdingDocument21 pagespatent-WO2014025244A1-Apparatus and Method For Repair and Renovation of Crankshaft Journal Surfaces In-Situ by Means of Laser CladdingMahnooshNo ratings yet
- US9555503Document11 pagesUS9555503MahnooshNo ratings yet
- patent-US2629213-Crankshaft Grinding DeviceDocument9 pagespatent-US2629213-Crankshaft Grinding DeviceMahnooshNo ratings yet
- patent-US2608806-Crankshaft Main Journal GrinderDocument4 pagespatent-US2608806-Crankshaft Main Journal GrinderMahnooshNo ratings yet
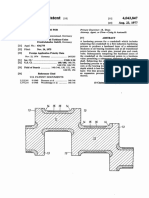
- US4043847Document4 pagesUS4043847MahnooshNo ratings yet
- EP2208865A2 - Methods-Repairing-Distorted-Gas-Turbine-Engine-ComponentsDocument9 pagesEP2208865A2 - Methods-Repairing-Distorted-Gas-Turbine-Engine-ComponentsMahnooshNo ratings yet
- Engine Bearing Housing and How It Affects Engine Bearings (SubsTech)Document8 pagesEngine Bearing Housing and How It Affects Engine Bearings (SubsTech)MahnooshNo ratings yet
- US10471554-Fuel Injector Bore RepairDocument13 pagesUS10471554-Fuel Injector Bore RepairMahnooshNo ratings yet
- patent-US2937479-Crankshaft Journal GrinderDocument4 pagespatent-US2937479-Crankshaft Journal GrinderMahnooshNo ratings yet
- patent-US3165866-Crankshaft Main Journal Regrinding ProcessDocument2 pagespatent-US3165866-Crankshaft Main Journal Regrinding ProcessMahnooshNo ratings yet
- Simulation of The Cylinder Bore Distortion and Effect On The SealingDocument10 pagesSimulation of The Cylinder Bore Distortion and Effect On The SealingMahnooshNo ratings yet
- US3580211-Method of Shaft Alignment of A Main Engine Shaft in ShipbuildingDocument3 pagesUS3580211-Method of Shaft Alignment of A Main Engine Shaft in ShipbuildingMahnooshNo ratings yet
- US6619645-Fixturing System For Holding and Aligning Engine BlocksDocument24 pagesUS6619645-Fixturing System For Holding and Aligning Engine BlocksMahnooshNo ratings yet
- US8833331-Repaired Engine Block and Repair MethodDocument7 pagesUS8833331-Repaired Engine Block and Repair MethodMahnoosh0% (1)
- US5903975-Cylinder Head Straightening MethodDocument6 pagesUS5903975-Cylinder Head Straightening MethodMahnooshNo ratings yet
- XT225 TTR225 1992-2004Document392 pagesXT225 TTR225 1992-2004Barryc100% (2)
- Ro-Flo Iom Manual EngDocument52 pagesRo-Flo Iom Manual EngSlamet Purwadi S.T100% (1)
- Foote-Jones Parallel Shaft Helical Reducer ManualDocument18 pagesFoote-Jones Parallel Shaft Helical Reducer ManualbwelzNo ratings yet
- Introduction To Machinery Vibration and Noise: Significance of Vibration CharacteristicDocument1 pageIntroduction To Machinery Vibration and Noise: Significance of Vibration CharacteristicVincent MartinezNo ratings yet
- Bosch Rexroth Fusos EsferasDocument164 pagesBosch Rexroth Fusos EsferasjomiseferNo ratings yet
- Die Set Engineering Handbook and CatalogDocument144 pagesDie Set Engineering Handbook and CatalogEduardo Medel50% (2)
- Varnish Removal Unit VRU CJCDocument6 pagesVarnish Removal Unit VRU CJCeliasdavidferreiraNo ratings yet
- Power Transmitting GearsDocument9 pagesPower Transmitting GearsAnimesh KumarNo ratings yet
- FMC 105-TUP Bucket Elevator and Bucket CatalogDocument33 pagesFMC 105-TUP Bucket Elevator and Bucket Catalogemuno008No ratings yet
- Cojinetes Lisos 4413Document56 pagesCojinetes Lisos 4413Roberto OrtegaNo ratings yet
- SHORLUBE Self Lubricating Bearings PDFDocument20 pagesSHORLUBE Self Lubricating Bearings PDFNickNo ratings yet
- Manual Book Stone Crusher kc160-2Document63 pagesManual Book Stone Crusher kc160-2Edy Sambodo100% (2)
- Roots PumpDocument7 pagesRoots PumpDaniel Jesse NaromalNo ratings yet
- Manual Ato 7227 FX 2019 IngDocument10 pagesManual Ato 7227 FX 2019 IngAlvaro PadillaNo ratings yet
- PDFsam - B 439 - 12Document15 pagesPDFsam - B 439 - 12mike.jensen0581No ratings yet
- Minyu: Jaw Crusher Ms4230Document40 pagesMinyu: Jaw Crusher Ms4230ventura.curayNo ratings yet
- Induction MotorsDocument28 pagesInduction MotorsMarvin MarcaidaNo ratings yet
- ThesisDocument82 pagesThesisJango69No ratings yet
- Bang Gia Ban Le Phu Tung Xe May Suzuki 04062015 PDFDocument155 pagesBang Gia Ban Le Phu Tung Xe May Suzuki 04062015 PDFAnonymous J4iPfpGE5mNo ratings yet
- Kwality Polyfilms-Foilex Rell-4050 - 1250 SPDocument11 pagesKwality Polyfilms-Foilex Rell-4050 - 1250 SPManish KumarNo ratings yet
- G-Series-Manual - TEIKOKUDocument50 pagesG-Series-Manual - TEIKOKUSolver Manutenção IndustrialNo ratings yet
- SD300SD200 enDocument10 pagesSD300SD200 enBhagoo Hathey100% (1)
- Harken 40.2st 06Document2 pagesHarken 40.2st 06Stuartp1No ratings yet
- Tyre Models For Vehicle Dynamics Analysis PDFDocument405 pagesTyre Models For Vehicle Dynamics Analysis PDFznam100% (1)
- Pump Operator Cum Mechanic: CurriculumDocument41 pagesPump Operator Cum Mechanic: CurriculumTeamkbkNo ratings yet
- 50Hz B TO200B47.5 5Document4 pages50Hz B TO200B47.5 5Thu Hiền NguyễnNo ratings yet
- 0811 KissSoftDocument4 pages0811 KissSoftMaheshwaar SoundiraradjouNo ratings yet
- TEREX 860 Workshop ManualDocument1,579 pagesTEREX 860 Workshop ManualThomas Hansen87% (118)
- Mil PRF 81322GDocument10 pagesMil PRF 81322GPeter BennetNo ratings yet
- Polymeric Engine Bearings For Hybrid and Start Stop ApplicationsDocument9 pagesPolymeric Engine Bearings For Hybrid and Start Stop ApplicationskarthisekarNo ratings yet