You might also like
- ReadingDocument7 pagesReadingfatma sari m93% (14)
- Design of Cumene Producing PlantDocument57 pagesDesign of Cumene Producing PlantAylin Uçar89% (18)
- Reficar, Cartagena, Colombia, Cdhydro Cdhds SomDocument408 pagesReficar, Cartagena, Colombia, Cdhydro Cdhds Som•It's Mari Cami•No ratings yet
- Pipeline Design for Water EngineersFrom EverandPipeline Design for Water EngineersRating: 5 out of 5 stars5/5 (1)
- Te 2 Petroleum AnswersDocument12 pagesTe 2 Petroleum AnswersFernando Alberto GarcíaNo ratings yet
- Tasting Whiskey: A Sneak PeekDocument20 pagesTasting Whiskey: A Sneak PeekStorey PublishingNo ratings yet
- P10 Introduction To Coking ProcessDocument75 pagesP10 Introduction To Coking ProcessJosé Guadarrama100% (3)
- DWC SimulationDocument16 pagesDWC SimulationKrishna MohanNo ratings yet
- 2008 - R Isopescu, A Woinaroschy, L Draghiciu - Energy Reduction in Divided Wall ColumnDocument5 pages2008 - R Isopescu, A Woinaroschy, L Draghiciu - Energy Reduction in Divided Wall ColumnudaybhatkandeNo ratings yet
- Divide Wall Columns SynopsysDocument6 pagesDivide Wall Columns SynopsysKrishna MohanNo ratings yet
- Divided Wall Distillation Column: Rationalization of Degree of Freedom AnalysisDocument11 pagesDivided Wall Distillation Column: Rationalization of Degree of Freedom AnalysisGeorgeNo ratings yet
- Wwilcox Design DividwallDocument8 pagesWwilcox Design DividwallMONANo ratings yet
- Simulation Analysis of Fully Thermally Coupled Distillation ColumnDocument12 pagesSimulation Analysis of Fully Thermally Coupled Distillation ColumnMMHFNo ratings yet
- 2018-Design of A Dividing-Wall Column Considering Its Multiple Steady State CharacteristicDocument7 pages2018-Design of A Dividing-Wall Column Considering Its Multiple Steady State CharacteristicChantelleNo ratings yet
- Multistage Agitated ReactorsDocument9 pagesMultistage Agitated ReactorsArunkumarNo ratings yet
- Performance Improvement of The Axial Self-Rectifying Impulse Air-TurbineDocument16 pagesPerformance Improvement of The Axial Self-Rectifying Impulse Air-TurbinePisindu DanushaNo ratings yet
- European Journal of Mechanics B/Fluids: S.H. Crowley, R. Porter, D.V. EvansDocument16 pagesEuropean Journal of Mechanics B/Fluids: S.H. Crowley, R. Porter, D.V. EvansEduardo Barragan ParadaNo ratings yet
- The Spring-Like Air Compressibility Effect in Oscillating-Water-Column Wave Energy Converters - Review and AnalysesDocument16 pagesThe Spring-Like Air Compressibility Effect in Oscillating-Water-Column Wave Energy Converters - Review and AnalysesSthefanoNo ratings yet
- Song Ding, Duanfeng Han, Qingwei Ma: Overview On Hybrid Wind-Wave Energy Systems, Shiqiang YanDocument6 pagesSong Ding, Duanfeng Han, Qingwei Ma: Overview On Hybrid Wind-Wave Energy Systems, Shiqiang YanKaran KumarNo ratings yet
- Sedimentation Efficiency of Two Continuously Operating Circular Settling Tanks With Different Inlet - and Outlet ArrangementsDocument8 pagesSedimentation Efficiency of Two Continuously Operating Circular Settling Tanks With Different Inlet - and Outlet ArrangementsMatjaž MatjazNo ratings yet
- Shams - DWC With Cover Page v2Document10 pagesShams - DWC With Cover Page v2ShamsMohdNo ratings yet
- Cases in DwcsDocument14 pagesCases in DwcsGeorgeNo ratings yet
- 07 AIChE Annual Meeting - 2Document8 pages07 AIChE Annual Meeting - 2ShamsMohdNo ratings yet
- Divided Wall Distillation-Catap-IITBDocument39 pagesDivided Wall Distillation-Catap-IITBShrinivas JahagirdarNo ratings yet
- J. J. Tabarek, Dale E. Klein and James R. Fair Center For Energy Studies The University Aftexas at Austin Austin, Texas 78712Document6 pagesJ. J. Tabarek, Dale E. Klein and James R. Fair Center For Energy Studies The University Aftexas at Austin Austin, Texas 78712José Blanco MosqueraNo ratings yet
- Study of The Structural Characteristics of A Divided Wall Column Using The Sloppy Distillation ArrangementDocument9 pagesStudy of The Structural Characteristics of A Divided Wall Column Using The Sloppy Distillation ArrangementShamsMohdNo ratings yet
- Divided Wall Column 496Document6 pagesDivided Wall Column 496GeorgeNo ratings yet
- BTX DWC ControlDocument17 pagesBTX DWC Controlagarwalashwin32No ratings yet
- Simulation of A Compressor Cascade With Stalled Flow Using Large Eddy Simulation With Two Layer Approximate Boundary ConditionsDocument15 pagesSimulation of A Compressor Cascade With Stalled Flow Using Large Eddy Simulation With Two Layer Approximate Boundary ConditionsChristopherGunawanNo ratings yet
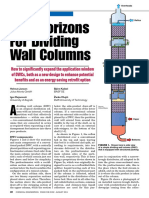
- New Horizons For Dividing Wall ColumnsDocument9 pagesNew Horizons For Dividing Wall ColumnsidmNo ratings yet
- Cascaded Multilevel Inverter With Regeneration Capability and Reduced Number of SwitchesDocument8 pagesCascaded Multilevel Inverter With Regeneration Capability and Reduced Number of SwitchesjurekxxNo ratings yet
- Mechanical Design and Modeling of A Single-Piston Pump For The Novel Power Take-Off System of A Wave Energy ConverterDocument17 pagesMechanical Design and Modeling of A Single-Piston Pump For The Novel Power Take-Off System of A Wave Energy ConverterHassan ShahNo ratings yet
- Modeling of The Ballard-Mark-V Proton Exchange Membrane Fuel Cell With Power Converters For Applications in Autonomous Underwater VehiclesDocument14 pagesModeling of The Ballard-Mark-V Proton Exchange Membrane Fuel Cell With Power Converters For Applications in Autonomous Underwater VehiclesPeter VallejoNo ratings yet
- Energy Efficiency in Natural Gas Processing Plant Via Adoption of Complex Column Petlyuk Column For Sustainable EnvironmentDocument6 pagesEnergy Efficiency in Natural Gas Processing Plant Via Adoption of Complex Column Petlyuk Column For Sustainable EnvironmentStudent 80No ratings yet
- Modelling A Pneumatic Servo Positioning System With FrictionDocument6 pagesModelling A Pneumatic Servo Positioning System With FrictionIgor FernandesNo ratings yet
- D5.8 Final Flow Field Model After Testing PeriodDocument21 pagesD5.8 Final Flow Field Model After Testing PeriodSubal VinayanNo ratings yet
- An Approach Towards The Design of A Petlyuk Column Using HYSYSDocument11 pagesAn Approach Towards The Design of A Petlyuk Column Using HYSYSsamandondonNo ratings yet
- Bubble Cap DistillationDocument26 pagesBubble Cap DistillationFrost OrchidNo ratings yet
- Thyrvalv PDFDocument6 pagesThyrvalv PDFmohanNo ratings yet
- Dividing Wall Column Revamp Optimises Mixed Xylenes ProductionDocument14 pagesDividing Wall Column Revamp Optimises Mixed Xylenes ProductionMaria Alejandra Colonia MoyaNo ratings yet
- Blow D o W N Valve / Bodé Plot: Blowdown and Chemical BalanceDocument11 pagesBlow D o W N Valve / Bodé Plot: Blowdown and Chemical BalanceteletrabbiesNo ratings yet
- Turbine Choice and Optimization For A Shoreline OWC Wave Energy PlantDocument8 pagesTurbine Choice and Optimization For A Shoreline OWC Wave Energy PlantAhmedNo ratings yet
- 7 DWC Simulation - Open SourceDocument19 pages7 DWC Simulation - Open SourceAnsinath BarathiNo ratings yet
- 25 Design of A Cascade Thermoacoustic EngineDocument7 pages25 Design of A Cascade Thermoacoustic EnginedisaresNo ratings yet
- A Parametric Study of An Intze Tank SuppDocument5 pagesA Parametric Study of An Intze Tank Suppsubzarbhat87No ratings yet
- A Generalized Dynamic Water Side Model For A Once-Through Benson BoilerDocument6 pagesA Generalized Dynamic Water Side Model For A Once-Through Benson BoilerAnonymous lmCR3SkPrKNo ratings yet
- Hydraulic Engineering: Proceedings of The 1989 National Conference On Hydraulic EngineeringDocument4 pagesHydraulic Engineering: Proceedings of The 1989 National Conference On Hydraulic EngineeringpicottNo ratings yet
- Wastewater CPsensitivityDocument8 pagesWastewater CPsensitivitySUNIL SHARMANo ratings yet
- Seismic Analysis of A Liquid Storage Tan PDFDocument5 pagesSeismic Analysis of A Liquid Storage Tan PDFMesfinNo ratings yet
- Modeling Wind Action On Solar Tracking PV PlatformDocument9 pagesModeling Wind Action On Solar Tracking PV PlatformBenNo ratings yet
- ESDA2008-59272: Seismic Analysis of A Large Oil Tank With Floating RoofDocument5 pagesESDA2008-59272: Seismic Analysis of A Large Oil Tank With Floating RoofAnonymous wWOWz9UnWNo ratings yet
- Measurements Water: SystemsDocument9 pagesMeasurements Water: SystemsDina ANDRIAMAHEFAHERYNo ratings yet
- Modeling and Simulation of Bubble Column ReactorsDocument21 pagesModeling and Simulation of Bubble Column Reactorsjonathan arboledaNo ratings yet
- Dejanovic Cherd2011 PDFDocument13 pagesDejanovic Cherd2011 PDFZewdu TsegayeNo ratings yet
- Panel ZonesDocument10 pagesPanel ZonesGabriel PatileaNo ratings yet
- Why Use Bubble-Column Bioreactors?: Jos6 C. Merchuk, Sigal Ben-Zvi (Yona) and Keshavan NiranjanDocument11 pagesWhy Use Bubble-Column Bioreactors?: Jos6 C. Merchuk, Sigal Ben-Zvi (Yona) and Keshavan NiranjanAndreaTAcevedoNo ratings yet
- A Five-Level Single-Phase Grid-Connected Converter For Renewable Distributed SystemsDocument13 pagesA Five-Level Single-Phase Grid-Connected Converter For Renewable Distributed SystemsMuhammad Zeeshan QureshiNo ratings yet
- Mechanical Design of Power TransformersDocument5 pagesMechanical Design of Power TransformersFasil ParuvanathNo ratings yet
- Modeling and Optimization of The ChamberDocument7 pagesModeling and Optimization of The ChamberJuan David ParraNo ratings yet
- Stabilization of Gas-Distribution Instability in Single-Point Dual Gas Lift WellsDocument8 pagesStabilization of Gas-Distribution Instability in Single-Point Dual Gas Lift WellsM.No ratings yet
- On Thermodynamics in The Primary Power Conversion of Oscillating Water Column Wave-DikonversiDocument19 pagesOn Thermodynamics in The Primary Power Conversion of Oscillating Water Column Wave-DikonversiSheila Fangidae TmlkNo ratings yet
- Jmse 09 00133Document21 pagesJmse 09 00133SthefanoNo ratings yet
- Study of A Tank-Pipe Damper System For SDocument10 pagesStudy of A Tank-Pipe Damper System For SkurniawanandreasNo ratings yet
- Modelingand SILSimulationofan Oscillating Water Columnfor Ocean Energy ConversionDocument7 pagesModelingand SILSimulationofan Oscillating Water Columnfor Ocean Energy ConversionMiels MielsNo ratings yet
- Shunt Reactor ConfigurationDocument11 pagesShunt Reactor ConfigurationAnindya Bikash DeNo ratings yet
- Divided Wall Distillation ColumnDocument20 pagesDivided Wall Distillation ColumnSuleman AhmadNo ratings yet
- Lemongrass: The Fame of Cochin: February 2006Document10 pagesLemongrass: The Fame of Cochin: February 2006Nes Galagaran YangNo ratings yet
- 1000444Document5 pages1000444Semih ÖzsağıroğluNo ratings yet
- Chemistry Lesson Notes of Form ThreeDocument39 pagesChemistry Lesson Notes of Form ThreeMBOTAKE Lawson80% (5)
- Benzene Extractive DistillationDocument13 pagesBenzene Extractive DistillationTannah IsraelNo ratings yet
- Modified Starch Products Organic Nitrogen by The Kjeldahl Method p2056-86Document3 pagesModified Starch Products Organic Nitrogen by The Kjeldahl Method p2056-86ibrahim sanlıNo ratings yet
- Synthesis of N Butyl Acetate Via Reactive Distillation Column Using Candida Antarctica Lipase As CatalystDocument12 pagesSynthesis of N Butyl Acetate Via Reactive Distillation Column Using Candida Antarctica Lipase As CatalystjavasoloNo ratings yet
- Procedure Modification of AOAC Official Method 962.17, Volatile Oil in SpicesDocument6 pagesProcedure Modification of AOAC Official Method 962.17, Volatile Oil in SpicesNelson MiraNo ratings yet
- Team ThesisDocument71 pagesTeam ThesisChetan DebNo ratings yet
- San Beda College Alabang: Iv. The Research Instruments For SipDocument2 pagesSan Beda College Alabang: Iv. The Research Instruments For SipJatriya SphynxsNo ratings yet
- Is Matter Around Us PureDocument23 pagesIs Matter Around Us PureAryan AgarwalNo ratings yet
- Formulation and Evaluation of Cold Cream Curcumin & Aloe Barbadensis MillerDocument19 pagesFormulation and Evaluation of Cold Cream Curcumin & Aloe Barbadensis Millerradhikasm7No ratings yet
- Rev MTC For PackedDocument15 pagesRev MTC For PackedAldren RebaLdeNo ratings yet
- Read Me First - The Very Basics of Liquor Distillation - Beginner's Talk Discussions On StillDragon® Community ForumDocument2 pagesRead Me First - The Very Basics of Liquor Distillation - Beginner's Talk Discussions On StillDragon® Community ForumTy FitwillyNo ratings yet
- Use of Aspen Plus and SPLIT To Calculate Phase Equilibria and Ternary Residue CurvesDocument3 pagesUse of Aspen Plus and SPLIT To Calculate Phase Equilibria and Ternary Residue CurvesPaulo SérgioNo ratings yet
- E-Journal AugustDocument48 pagesE-Journal AugustSherNo ratings yet
- 2E200 Water Management PharmaceuticalDocument44 pages2E200 Water Management PharmaceuticalSaurabh VijNo ratings yet
- Extraction of Oils From SaunfDocument17 pagesExtraction of Oils From SaunfNeeraj Raikwar100% (1)
- Technology of Production of Edible Flours and Protein Products From Soybeans. Chapter 3Document19 pagesTechnology of Production of Edible Flours and Protein Products From Soybeans. Chapter 3Hamid Vahedi LarijaniNo ratings yet
- Shortcut Procedure Simulating Batch Distillation Operations: Suresh Sundaram Lawrence Evans'Document8 pagesShortcut Procedure Simulating Batch Distillation Operations: Suresh Sundaram Lawrence Evans'pippoNo ratings yet
- Science 7 DLP Q1W3D1Document5 pagesScience 7 DLP Q1W3D1TEREMIE JOSEPH OBADONo ratings yet
- Activate 2 Chemistry Chapter2 AnswersDocument6 pagesActivate 2 Chemistry Chapter2 AnswersJohn Lebiz0% (1)
- Reportsheet#6 - Properties and Purification of Water - Chem1103lDocument7 pagesReportsheet#6 - Properties and Purification of Water - Chem1103lMarielleCaindecNo ratings yet
- 2.8 Heat and Mass TransferDocument6 pages2.8 Heat and Mass Transferglennfaycarausa6No ratings yet
- Multicomponent Distillation - 1Document47 pagesMulticomponent Distillation - 1Pit_mkluNo ratings yet