You might also like
- Management in Modern Organizations:: January 2017Document25 pagesManagement in Modern Organizations:: January 2017ABDHULNo ratings yet
- The Impact of Effective Work Design in Achieving Profitability in Organization (A Case Study of Selected Companies in Nigeria)Document9 pagesThe Impact of Effective Work Design in Achieving Profitability in Organization (A Case Study of Selected Companies in Nigeria)Yus EfendiNo ratings yet
- A Methodological Framework For Business Modelling.: January 2003Document9 pagesA Methodological Framework For Business Modelling.: January 2003Cesar ZamudioNo ratings yet
- Journal Innovation Knowledge: Article in PressDocument11 pagesJournal Innovation Knowledge: Article in Pressjacy_rabeloNo ratings yet
- Article of Organizational Performance Evaluation PDFDocument10 pagesArticle of Organizational Performance Evaluation PDFNicole ChicaizaNo ratings yet
- Seclen-Luna Ponce2020 InnovativePeruvianFirmsDocument11 pagesSeclen-Luna Ponce2020 InnovativePeruvianFirmsRosa MartinezNo ratings yet
- Donate2015 PDFDocument11 pagesDonate2015 PDFAbu MukhlasNo ratings yet
- Dasgupta 2009Document22 pagesDasgupta 2009TauseefAhmadNo ratings yet
- Role of HRM in Knowledge Integration Towards A Conceptual FrameworkDocument12 pagesRole of HRM in Knowledge Integration Towards A Conceptual FrameworkNoman QureshiNo ratings yet
- BA performance-BPODocument8 pagesBA performance-BPOImranNo ratings yet
- Computers in Human Behavior: María Teresa García-ÁlvarezDocument9 pagesComputers in Human Behavior: María Teresa García-ÁlvarezKripa RajbhandariNo ratings yet
- Expert Systems With Applications: Zhining Wang, Nianxin WangDocument10 pagesExpert Systems With Applications: Zhining Wang, Nianxin WangEhsan BakhshmandiNo ratings yet
- A Mediated Model of Employee Commitment: The Impact of Knowledge Management Practices On Organizational OutcomesDocument15 pagesA Mediated Model of Employee Commitment: The Impact of Knowledge Management Practices On Organizational OutcomesMonika GuptaNo ratings yet
- ISO 15531 MANDATE: A Product-Process-Resource Based Approach For Managing Modularity in Production ManagementDocument4 pagesISO 15531 MANDATE: A Product-Process-Resource Based Approach For Managing Modularity in Production ManagementJanven A. GranfonNo ratings yet
- The Effect of Knowledge Management Practices On Organizational Performance: A Conceptual StudyDocument8 pagesThe Effect of Knowledge Management Practices On Organizational Performance: A Conceptual StudyAgung BoyfriendsNo ratings yet
- Fraboni Et Al., 2023 - Evaluating Organizational GuidelinesDocument17 pagesFraboni Et Al., 2023 - Evaluating Organizational GuidelinesMuhammad Wasaam AliNo ratings yet
- 2012 Managerial Ties and Firm Innovation Is Knowledge Creation A Missing LinkDocument19 pages2012 Managerial Ties and Firm Innovation Is Knowledge Creation A Missing LinkAfzaal AliNo ratings yet
- Article 3 - Org Learning Knowledge Management - Xid-1202319 - 1Document23 pagesArticle 3 - Org Learning Knowledge Management - Xid-1202319 - 1Cat JoeNo ratings yet
- MenuscriptDocument13 pagesMenuscriptsamridh trivediNo ratings yet
- Volume 1, Issue 4, March 2020 E-ISSN: 2686-522X, P-ISSN: 2686-5211Document8 pagesVolume 1, Issue 4, March 2020 E-ISSN: 2686-522X, P-ISSN: 2686-5211Mohammad Emad drabeeNo ratings yet
- Concept of Knowledge ManagementDocument13 pagesConcept of Knowledge ManagementzoeltyNo ratings yet
- Fardapaper Top Management Knowledge Value Knowledge Sharing Practices Open Innovation and Organizational PerformanceDocument11 pagesFardapaper Top Management Knowledge Value Knowledge Sharing Practices Open Innovation and Organizational PerformanceWaqas AhmadNo ratings yet
- Managers' Awareness of Prospective Impact of Knowledge Management in The Workplace: A Case StudyDocument12 pagesManagers' Awareness of Prospective Impact of Knowledge Management in The Workplace: A Case StudylizakhanamNo ratings yet
- Leveraging Innovation Knowledge Management To Create Positional Advantage in Agricultural Value ChainsDocument11 pagesLeveraging Innovation Knowledge Management To Create Positional Advantage in Agricultural Value ChainsparsadNo ratings yet
- Incorporation of Vision, Knowledge and Creativity in Innovation and Technology ManagementDocument15 pagesIncorporation of Vision, Knowledge and Creativity in Innovation and Technology ManagementDr Waheed AsgharNo ratings yet
- Economics ProposalDocument12 pagesEconomics ProposalMalik Jawad HussainNo ratings yet
- Exploring The Impact of Knowledge Management KM Best Practices For Project Management Maturity Models On The Project Management Capability ofDocument7 pagesExploring The Impact of Knowledge Management KM Best Practices For Project Management Maturity Models On The Project Management Capability ofDarlingtonGwenhureNo ratings yet
- StratImpModel PDFDocument15 pagesStratImpModel PDFNur FadhilahNo ratings yet
- Employee Experience Management A New Paradigm Shift in HR ThinkingDocument12 pagesEmployee Experience Management A New Paradigm Shift in HR Thinkingloeds83100% (1)
- 1 s2.0 S2096248722000261 MainDocument13 pages1 s2.0 S2096248722000261 MainyudaTP13No ratings yet
- JIKfullpaper-2-16Document15 pagesJIKfullpaper-2-16MARIBEL RUIZ LARRAGANo ratings yet
- Modu - Lares Design Pilot Project: Barriers and Opportunities of Sustainable System InnovationsDocument4 pagesModu - Lares Design Pilot Project: Barriers and Opportunities of Sustainable System InnovationsDUDDOBRNo ratings yet
- Research ProposalDocument8 pagesResearch ProposalANYINo ratings yet
- 5CO01 - Assessment BriefDocument10 pages5CO01 - Assessment BriefEmmanuel KingsNo ratings yet
- 1 s2.0 S1877042813005673 MainDocument10 pages1 s2.0 S1877042813005673 MainAmir BakhshiyanNo ratings yet
- Bridging Engineering Education With Lean Manufacturing Through Teamwork, Awareness of Lean Information and Employee InvolvementDocument13 pagesBridging Engineering Education With Lean Manufacturing Through Teamwork, Awareness of Lean Information and Employee InvolvementAngel Fabian CastilloNo ratings yet
- A Study On Employee Productivity and Its Impact On Tata Consultancy Services Limited Pune (Maharashtra)Document9 pagesA Study On Employee Productivity and Its Impact On Tata Consultancy Services Limited Pune (Maharashtra)International Journal of Business Marketing and ManagementNo ratings yet
- Research Policy: Shoko Haneda, Keiko ItoDocument15 pagesResearch Policy: Shoko Haneda, Keiko Ito11 BNo ratings yet
- Evaluation of Production Processes Performance, JencoDocument15 pagesEvaluation of Production Processes Performance, JencoDDCMNo ratings yet
- Business Model Innovation Influencing Factors: An Integrative Literature ReviewDocument8 pagesBusiness Model Innovation Influencing Factors: An Integrative Literature ReviewNúbia BatistaNo ratings yet
- A Sharma e Djiaw 2011 - Realising The Strategic Impact of Business Intelligence ToolsDocument19 pagesA Sharma e Djiaw 2011 - Realising The Strategic Impact of Business Intelligence ToolsLucianaNo ratings yet
- Management 3.0: A Systematic Literature Review and Research AgendaDocument15 pagesManagement 3.0: A Systematic Literature Review and Research Agendasoccom8341No ratings yet
- Organizational Performance by The Process of Knowledge CreationDocument14 pagesOrganizational Performance by The Process of Knowledge CreationFilip AndreiNo ratings yet
- The Effect of Knowledge Management Context On Knowledge Management Practices: An Empirical InvestigationDocument12 pagesThe Effect of Knowledge Management Context On Knowledge Management Practices: An Empirical InvestigationRoshayu MohamadNo ratings yet
- Process-Centric Business IntelligenceDocument22 pagesProcess-Centric Business IntelligenceClaudia NicolauNo ratings yet
- Organzational Climate On InnoationDocument23 pagesOrganzational Climate On Innoationlucky prajapatiNo ratings yet
- 5S 1 PDFDocument14 pages5S 1 PDFmiriam tapara cansayaNo ratings yet
- IJBT Vol 10 Feb 2020 7 79-100Document23 pagesIJBT Vol 10 Feb 2020 7 79-100Roy CabarlesNo ratings yet
- Attaining Competitive Business Advantage by Knowledge Creation Process With TheDocument17 pagesAttaining Competitive Business Advantage by Knowledge Creation Process With TheDr Waheed AsgharNo ratings yet
- An Integrative Framework of IWBDocument21 pagesAn Integrative Framework of IWBpongthepNo ratings yet
- Jurnal Budaya Organisasi - Ns VersionDocument11 pagesJurnal Budaya Organisasi - Ns VersionbagigwoNo ratings yet
- Zainal Abidin Et Al June 2012Document9 pagesZainal Abidin Et Al June 2012Mohammad ZandiNo ratings yet
- Cross Functions of ITDocument12 pagesCross Functions of ITMeshach GNo ratings yet
- Note On Information Technology & Business Process Re-EngineeringDocument18 pagesNote On Information Technology & Business Process Re-EngineeringSubir MitraNo ratings yet
- JurnalDocument18 pagesJurnalDede Hikma WandaNo ratings yet
- OrganisationcultureDocument22 pagesOrganisationculturesnehalNo ratings yet
- 5S Use in Manufacturing Plants Contextual Factors and Impact On Operating PDFDocument16 pages5S Use in Manufacturing Plants Contextual Factors and Impact On Operating PDFyrperdanaNo ratings yet
- Rahul Singh Gen740 42000223 Ca2Document11 pagesRahul Singh Gen740 42000223 Ca2Rahul Kumar SinghNo ratings yet
- Construction Industry Management Practices and Innovation in Small and Medium Enterprises: An Exploratory Qualitative StudyFrom EverandConstruction Industry Management Practices and Innovation in Small and Medium Enterprises: An Exploratory Qualitative StudyNo ratings yet
- Hip NormDocument35 pagesHip NormAiman ArifinNo ratings yet
- Arduino Based Voice Controlled Robot: Aditya Chaudhry, Manas Batra, Prakhar Gupta, Sahil Lamba, Suyash GuptaDocument3 pagesArduino Based Voice Controlled Robot: Aditya Chaudhry, Manas Batra, Prakhar Gupta, Sahil Lamba, Suyash Guptaabhishek kumarNo ratings yet
- Fedex Service Guide: Everything You Need To Know Is OnlineDocument152 pagesFedex Service Guide: Everything You Need To Know Is OnlineAlex RuizNo ratings yet
- Ts Us Global Products Accesories Supplies New Docs Accessories Supplies Catalog916cma - PDFDocument308 pagesTs Us Global Products Accesories Supplies New Docs Accessories Supplies Catalog916cma - PDFSRMPR CRMNo ratings yet
- Asphalt Plant Technical SpecificationsDocument5 pagesAsphalt Plant Technical SpecificationsEljoy AgsamosamNo ratings yet
- Building Program Template AY02Document14 pagesBuilding Program Template AY02Amy JaneNo ratings yet
- Javascript Applications Nodejs React MongodbDocument452 pagesJavascript Applications Nodejs React MongodbFrancisco Miguel Estrada PastorNo ratings yet
- Online EarningsDocument3 pagesOnline EarningsafzalalibahttiNo ratings yet
- QA/QC Checklist - Installation of MDB Panel BoardsDocument6 pagesQA/QC Checklist - Installation of MDB Panel Boardsehtesham100% (1)
- Low Cost Building ConstructionDocument15 pagesLow Cost Building ConstructionAtta RehmanNo ratings yet
- WEEK6 BAU COOP DM NextGen CRMDocument29 pagesWEEK6 BAU COOP DM NextGen CRMOnur MutluayNo ratings yet
- Aluminum 3003-H112: Metal Nonferrous Metal Aluminum Alloy 3000 Series Aluminum AlloyDocument2 pagesAluminum 3003-H112: Metal Nonferrous Metal Aluminum Alloy 3000 Series Aluminum AlloyJoachim MausolfNo ratings yet
- Unit 2Document97 pagesUnit 2MOHAN RuttalaNo ratings yet
- Wind Energy in MalaysiaDocument17 pagesWind Energy in MalaysiaJia Le ChowNo ratings yet
- Configuring Master Data Governance For Customer - SAP DocumentationDocument17 pagesConfiguring Master Data Governance For Customer - SAP DocumentationDenis BarrozoNo ratings yet
- CodebreakerDocument3 pagesCodebreakerwarrenNo ratings yet
- Functions of Commercial Banks: Primary and Secondary FunctionsDocument3 pagesFunctions of Commercial Banks: Primary and Secondary FunctionsPavan Kumar SuralaNo ratings yet
- Zelio Control RM35UA13MWDocument3 pagesZelio Control RM35UA13MWSerban NicolaeNo ratings yet
- MRT Mrte MRTFDocument24 pagesMRT Mrte MRTFJonathan MoraNo ratings yet
- Online Learning Interactions During The Level I Covid-19 Pandemic Community Activity Restriction: What Are The Important Determinants and Complaints?Document16 pagesOnline Learning Interactions During The Level I Covid-19 Pandemic Community Activity Restriction: What Are The Important Determinants and Complaints?Maulana Adhi Setyo NugrohoNo ratings yet
- How To Create A Powerful Brand Identity (A Step-by-Step Guide) PDFDocument35 pagesHow To Create A Powerful Brand Identity (A Step-by-Step Guide) PDFCaroline NobreNo ratings yet
- Doterra Enrollment Kits 2016 NewDocument3 pagesDoterra Enrollment Kits 2016 Newapi-261515449No ratings yet
- Laporan Praktikum Fisika - Full Wave RectifierDocument11 pagesLaporan Praktikum Fisika - Full Wave RectifierLasmaenita SiahaanNo ratings yet
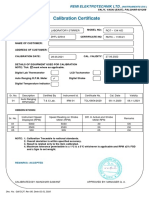
- Calibration CertificateDocument1 pageCalibration CertificateSales GoldClassNo ratings yet
- EnerconDocument7 pagesEnerconAlex MarquezNo ratings yet
- Transparency Documentation EN 2019Document23 pagesTransparency Documentation EN 2019shani ChahalNo ratings yet
- Reflections On Free MarketDocument394 pagesReflections On Free MarketGRK MurtyNo ratings yet
- Audit On ERP Implementation UN PWCDocument28 pagesAudit On ERP Implementation UN PWCSamina InkandellaNo ratings yet
- Newsletter 289Document10 pagesNewsletter 289Henry CitizenNo ratings yet
- Social Media Marketing Advice To Get You StartedmhogmDocument2 pagesSocial Media Marketing Advice To Get You StartedmhogmSanchezCowan8No ratings yet