You might also like
- ISL-G - Fuel Systems - Level Two - SourceFile - 092614 PDFDocument81 pagesISL-G - Fuel Systems - Level Two - SourceFile - 092614 PDFJorge Mario Candama Castro100% (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- MosfetDocument20 pagesMosfetMohammad Rameez100% (2)
- Trilogy of Connectors: Basic Principles and Connector Design ExplanationsFrom EverandTrilogy of Connectors: Basic Principles and Connector Design ExplanationsRating: 5 out of 5 stars5/5 (1)
- Layout Design of Folded Cascode Operational Amplifier (OP-AMP) 24 PagesDocument24 pagesLayout Design of Folded Cascode Operational Amplifier (OP-AMP) 24 PagesIan Ronquillo0% (1)
- Flux Cored Arc Welding I (Gas Shielded)Document38 pagesFlux Cored Arc Welding I (Gas Shielded)greatsteelNo ratings yet
- Low Voltage Power MOSFETsDocument75 pagesLow Voltage Power MOSFETssetyco93No ratings yet
- Arc Welding Electrodes Powerpoint PPT PresentationDocument4 pagesArc Welding Electrodes Powerpoint PPT PresentationramuNo ratings yet
- Transistors Based On Two-Dimensional Materials For Future Integrated CircuitsDocument14 pagesTransistors Based On Two-Dimensional Materials For Future Integrated Circuits李映德No ratings yet
- Surface Mounted TriacsDocument15 pagesSurface Mounted TriacsElinton PassiniNo ratings yet
- M. Khaouani, A. Guen M. Khaouani, A. Guen-Bouazza, B. Bouazza, Z. KourdiDocument4 pagesM. Khaouani, A. Guen M. Khaouani, A. Guen-Bouazza, B. Bouazza, Z. KourdiRiya SahaNo ratings yet
- A Single Nano Dot Embedded in A Plate CapacitorDocument22 pagesA Single Nano Dot Embedded in A Plate CapacitorAlexNo ratings yet
- 3 s2.0 B9780128035818116984 MainDocument28 pages3 s2.0 B9780128035818116984 MainSanjay G RNo ratings yet
- Ti - Mosfet Gate DriveDocument40 pagesTi - Mosfet Gate Drivedownload_cruxNo ratings yet
- Lesson 6 Metal Oxide Semiconductor Field Effect Transistor (MOSFET)Document30 pagesLesson 6 Metal Oxide Semiconductor Field Effect Transistor (MOSFET)Chacko MathewNo ratings yet
- Mosfet: By: Mohamed Ahmed EL - Maghawry Mohamed Adel Yomna MohammedDocument16 pagesMosfet: By: Mohamed Ahmed EL - Maghawry Mohamed Adel Yomna MohammedAhmed Mahmoud AhmedNo ratings yet
- MTO™ Thyristor Power SwitchesDocument12 pagesMTO™ Thyristor Power Switchesmujtaba21No ratings yet
- Difference Between D-MOSFET and E-MOSFETDocument25 pagesDifference Between D-MOSFET and E-MOSFETgezahegnNo ratings yet
- An 9010Document19 pagesAn 9010MANOEL SAMPAIONo ratings yet
- Mosfet: Metal Oxide Semiconductor Field Effect TransistorsDocument47 pagesMosfet: Metal Oxide Semiconductor Field Effect Transistorschandanayadav8490No ratings yet
- ABB MicroFlex e150 Installation GuideDocument74 pagesABB MicroFlex e150 Installation Guidehome madeNo ratings yet
- Apply CapaDocument36 pagesApply Capam.santosa.2techNo ratings yet
- Design and Simulation of Double Gate Fets Using Atlas: National Institute of Technology RourkelaDocument33 pagesDesign and Simulation of Double Gate Fets Using Atlas: National Institute of Technology RourkelaPraveen KumarNo ratings yet
- Energies 10 02018 PDFDocument20 pagesEnergies 10 02018 PDFيوليسيس أوريروNo ratings yet
- Wafer-Scale Production of Patterned Transition Metal Ditelluride Layers For Two-Dimensional Metal-Semiconductor Contacts at The Schottky-Mott LimitDocument9 pagesWafer-Scale Production of Patterned Transition Metal Ditelluride Layers For Two-Dimensional Metal-Semiconductor Contacts at The Schottky-Mott Limitseo minseongNo ratings yet
- Mosfet: Navigation SearchDocument24 pagesMosfet: Navigation SearchAjay KumarNo ratings yet
- PCE Main Catalog 2022 23 enDocument376 pagesPCE Main Catalog 2022 23 ensanserg6No ratings yet
- Simulation Reveals Lower Off-State Current for Novel Core-Insulator Gate-All-Around Nanowire TransistorDocument12 pagesSimulation Reveals Lower Off-State Current for Novel Core-Insulator Gate-All-Around Nanowire TransistorSonia KNo ratings yet
- Nuripaizal Bin AhmadDocument24 pagesNuripaizal Bin AhmadMohammed Raif MelhimNo ratings yet
- Igfet'S Insulated Gate Field Effect TransistorsDocument4 pagesIgfet'S Insulated Gate Field Effect TransistorsAnonymous xzi9LiTNo ratings yet
- Molded case circuit breakers overviewDocument102 pagesMolded case circuit breakers overviewอย่าทำ ให้ฟ้าผิดหวังNo ratings yet
- Application Note en 20180726 PDFDocument22 pagesApplication Note en 20180726 PDFĐỗ Văn ThủyNo ratings yet
- Phase Shift DCDC Converter With Integrated MagneticsDocument5 pagesPhase Shift DCDC Converter With Integrated MagneticsCyber Gamer El MuroNo ratings yet
- Chapter 4 Metal Oxide Semiconductor FET (MOSFET)Document47 pagesChapter 4 Metal Oxide Semiconductor FET (MOSFET)redhataNo ratings yet
- FinFET Inverter Anlaysis PDFDocument14 pagesFinFET Inverter Anlaysis PDFRakeshNo ratings yet
- Schaums Outline of MosfetDocument52 pagesSchaums Outline of MosfetRaj DhavalsinhNo ratings yet
- IPT ReviewDocument22 pagesIPT ReviewKshitija KalyankarNo ratings yet
- Manual EMC - Parts Catalogue 2.7 PDFDocument18 pagesManual EMC - Parts Catalogue 2.7 PDFmerdanNo ratings yet
- Manual EMC - Parts Catalogue 2.7Document18 pagesManual EMC - Parts Catalogue 2.7merdanNo ratings yet
- L-6 (DK) (Pe) ( (Ee) Nptel) 2Document3 pagesL-6 (DK) (Pe) ( (Ee) Nptel) 2GagneNo ratings yet
- 2019 Nat Photon - Mingbo He - High-Performance Hybrid Silicon and Lithium Niobate Mach-Zehnder Modulators For 100 Gbps and BeyondDocument7 pages2019 Nat Photon - Mingbo He - High-Performance Hybrid Silicon and Lithium Niobate Mach-Zehnder Modulators For 100 Gbps and BeyondaliflailasurumiNo ratings yet
- Infineon-Gate Drive For Power MOSFETs in Switchtin applications-ApplicationNotes-v01 00-EN PDFDocument36 pagesInfineon-Gate Drive For Power MOSFETs in Switchtin applications-ApplicationNotes-v01 00-EN PDFDeepak AnandNo ratings yet
- Master Thesis: Tasuku KanedaDocument77 pagesMaster Thesis: Tasuku Kanedamkali345No ratings yet
- MOSFET Gate Drive Circuit Design Considerations For Integrated High Switching Frequency Buck ConverterDocument7 pagesMOSFET Gate Drive Circuit Design Considerations For Integrated High Switching Frequency Buck ConverterSergey RosenfeldNo ratings yet
- A Review Paper On Cmos, Soi and Finfet Technology: Einfochips Pvt. Ltd. Ahmedabad, Asic Physical Design EngineerDocument10 pagesA Review Paper On Cmos, Soi and Finfet Technology: Einfochips Pvt. Ltd. Ahmedabad, Asic Physical Design EngineerRohit JangidNo ratings yet
- Slva 714 DDocument24 pagesSlva 714 DMarcio WjbNo ratings yet
- Training Report On Basic Electronics and Robotics.Document40 pagesTraining Report On Basic Electronics and Robotics.Devendra Jadav50% (2)
- Study of Cross Polarization of Tapered Slot Antenna For EMC MeasurementsDocument5 pagesStudy of Cross Polarization of Tapered Slot Antenna For EMC MeasurementsIonut DraganNo ratings yet
- Io Terminal Blocks en WebDocument46 pagesIo Terminal Blocks en WebGopal HegdeNo ratings yet
- A Gate Driver Circuit Design For SiC MOSFET Based Three Level NPC Inverter With Reduced High Frequency Switching NoiseDocument6 pagesA Gate Driver Circuit Design For SiC MOSFET Based Three Level NPC Inverter With Reduced High Frequency Switching NoiseGabriel Droguett OleaNo ratings yet
- Berkeley Eecs ThesisDocument7 pagesBerkeley Eecs Thesisbk32hdq7100% (2)
- Agenda: Review ReviewDocument9 pagesAgenda: Review ReviewSara Al SaeedNo ratings yet
- RFD8P05, RFD8P05SM, RFP8P05: Features DescriptionDocument5 pagesRFD8P05, RFD8P05SM, RFP8P05: Features DescriptionRicardo VieiraNo ratings yet
- Research Article: Analysis of Kink Reduction in SOI MOSFET Using Selective Back Oxide StructureDocument10 pagesResearch Article: Analysis of Kink Reduction in SOI MOSFET Using Selective Back Oxide StructuredebmallyNo ratings yet
- FF Side Mounting Float Switch - B0Document15 pagesFF Side Mounting Float Switch - B0Mehdi Hajd KacemNo ratings yet
- Vijay BTP Report EndSemDocument46 pagesVijay BTP Report EndSemVijay AjayNo ratings yet
- Slva 714Document22 pagesSlva 714Jonatan SmithNo ratings yet
- Multidiode Robotic Welding Arm: PrefaceDocument66 pagesMultidiode Robotic Welding Arm: PrefaceAnurag LaadNo ratings yet
- 3.RF MOSFET - Recent Advances, Current Status and Future TrendsDocument15 pages3.RF MOSFET - Recent Advances, Current Status and Future TrendsA. VillaNo ratings yet
- Aerohive Point To Point MeshDocument14 pagesAerohive Point To Point MeshEmanuel KszenicsNo ratings yet
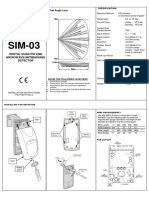
- Fisa Tehnica Detector de Miscare PIR Si MW SIM-03Document1 pageFisa Tehnica Detector de Miscare PIR Si MW SIM-03Emanuel KszenicsNo ratings yet
- Wide angle lens PIR and microwave detectorDocument2 pagesWide angle lens PIR and microwave detectorEmanuel KszenicsNo ratings yet
- C3 With TCP IPDocument3 pagesC3 With TCP IPEmanuel KszenicsNo ratings yet
- Sick w100-2 Eng TdsDocument36 pagesSick w100-2 Eng TdsEmanuel KszenicsNo ratings yet
- Data Sheet LH181B Rev.4.2Document22 pagesData Sheet LH181B Rev.4.2Emanuel KszenicsNo ratings yet
- ATV900 Ethernet Manual Embedded NHA80940 03Document148 pagesATV900 Ethernet Manual Embedded NHA80940 03Aldo ReyesNo ratings yet
- Shunt Active Filter Project ReportDocument30 pagesShunt Active Filter Project Reportmandar67% (6)
- C Ste Ftrs PDFDocument8 pagesC Ste Ftrs PDFali amhazNo ratings yet
- EMMI Manual 022210224626 6Document29 pagesEMMI Manual 022210224626 6Rudresh AravapalliNo ratings yet
- Xxgpu65-16 16-TV VDocument1 pageXxgpu65-16 16-TV VИмяNo ratings yet
- Capacitor Lab ReportDocument2 pagesCapacitor Lab Reportcarminavelasco2157% (7)
- Datasheet+HBXX 6516DS VTMDocument3 pagesDatasheet+HBXX 6516DS VTMArturo CadenaNo ratings yet
- GSM logical channels and functionsDocument6 pagesGSM logical channels and functionsdoslimNo ratings yet
- Notes On Network Analysis (Based On R19 Regulation) - by Shaik Gouse BashaDocument255 pagesNotes On Network Analysis (Based On R19 Regulation) - by Shaik Gouse BashaShaik Gouse Basha100% (1)
- Installation & Start-Up Guide for Chemtec ProPAC5M Additive InjectorDocument5 pagesInstallation & Start-Up Guide for Chemtec ProPAC5M Additive InjectorlwinooNo ratings yet
- Lect 1 - Intro To Automatic Control PDFDocument15 pagesLect 1 - Intro To Automatic Control PDFYota KimireNo ratings yet
- Tube Screamer TS 808 - Lista de MateriaisDocument3 pagesTube Screamer TS 808 - Lista de MateriaisRodrigo M FelicioNo ratings yet
- AC To AC Voltage Controller Using PWM Technique Without DC LinkDocument4 pagesAC To AC Voltage Controller Using PWM Technique Without DC LinkANKIT PRAJAPATINo ratings yet
- AmiNET125 User Guide-051910Document31 pagesAmiNET125 User Guide-051910Vladimir StakićNo ratings yet
- L297Document12 pagesL297wtn2013No ratings yet
- ExplorerDocument6 pagesExplorernaelsondecastroNo ratings yet
- Analog Telephony OverviewDocument11 pagesAnalog Telephony OverviewEamon FaceacheNo ratings yet
- Sony Kdl-32s3000 Kdl-40s3000 Kdl-46s3000 Wax3 Diagrama Service ManualDocument176 pagesSony Kdl-32s3000 Kdl-40s3000 Kdl-46s3000 Wax3 Diagrama Service Manualivancalderon867374No ratings yet
- The Persistent Memory Connection: How To Attach PMEM in Computing Systems?Document23 pagesThe Persistent Memory Connection: How To Attach PMEM in Computing Systems?Jing XieNo ratings yet
- PowerFlex 753 - A - 1.010 (Released 11 - 2009) - 14.005 Signed (Released 2 - 2021)Document41 pagesPowerFlex 753 - A - 1.010 (Released 11 - 2009) - 14.005 Signed (Released 2 - 2021)karamovulviNo ratings yet
- Cheap 12V To 220V InverterDocument3 pagesCheap 12V To 220V InverterAnaar KaliNo ratings yet
- VFD - AbbDocument24 pagesVFD - Abbapollobsl 1.7KNo ratings yet
- Embedded System Design Using ArduinoDocument52 pagesEmbedded System Design Using ArduinoSantosh Verma50% (2)
- Manual de Instalación Accuload IIIDocument94 pagesManual de Instalación Accuload IIIMisael Castillo CamachoNo ratings yet
- DSP System Toolbox™ Getting Started Guide PDFDocument91 pagesDSP System Toolbox™ Getting Started Guide PDFVictor Colpo NavarreteNo ratings yet
- A Combined Antijamming and Antispoofing Algorithm For GPS ArraysDocument10 pagesA Combined Antijamming and Antispoofing Algorithm For GPS ArraysMojtaba KhakiNo ratings yet
- IRF540 N-Channel Power MOSFETDocument6 pagesIRF540 N-Channel Power MOSFETAntonio Carlos BassoNo ratings yet
- I400 TC - 04-32-15-1Document20 pagesI400 TC - 04-32-15-1Pandu Birumakovela100% (1)
- Insulation - Conductor: C6 C7 C8 C9 C11 C22 C16 C18 C20Document2 pagesInsulation - Conductor: C6 C7 C8 C9 C11 C22 C16 C18 C20dilnair99No ratings yet