You might also like
- Hypertherm Powermax 1650 - SB - 860260Document2 pagesHypertherm Powermax 1650 - SB - 860260Bipin AgarwalNo ratings yet
- TM Arc Triarc 2020h209Document2 pagesTM Arc Triarc 2020h209santyagoNo ratings yet
- 40-60W Ultraminiature Open Frame Switching Power Supplies: SeriesDocument4 pages40-60W Ultraminiature Open Frame Switching Power Supplies: SeriesMartinNo ratings yet
- Rotary Cam Switches: Advantages N N NDocument7 pagesRotary Cam Switches: Advantages N N NNedelescu MihaelaNo ratings yet
- EDS Heavy Duty Disconnect SwitchDocument2 pagesEDS Heavy Duty Disconnect SwitchMuhamad PriyatnaNo ratings yet
- High Frequency Generator: SpecificationsDocument4 pagesHigh Frequency Generator: SpecificationsmrscribdNo ratings yet
- ET 201i DC: Portable DC HF Stick/TIG SystemDocument2 pagesET 201i DC: Portable DC HF Stick/TIG SystemcarlosNo ratings yet
- ARC 23281A en US FactSheet Main 01Document2 pagesARC 23281A en US FactSheet Main 01Pedido VentasNo ratings yet
- V430017 Fabricator 211iDocument4 pagesV430017 Fabricator 211icarlosNo ratings yet
- TeSys Giga Contactors - LC1G225KUENDocument5 pagesTeSys Giga Contactors - LC1G225KUENidontlikeebooksNo ratings yet
- Regenerative Ac DriveDocument2 pagesRegenerative Ac Driveshrikanthv6494No ratings yet
- Hypertherm Power Max 105Document2 pagesHypertherm Power Max 105RetroPlasmaNo ratings yet
- Signal Signal Relays: AxicomDocument3 pagesSignal Signal Relays: Axicomg1763970No ratings yet
- Industrial 60 To 300kva Ups: Professional Series (Proups) Uninterruptible Power SupplyDocument2 pagesIndustrial 60 To 300kva Ups: Professional Series (Proups) Uninterruptible Power SupplyogautierNo ratings yet
- Product Data: Immersion Sensor W/ Weatherproof EnclosureDocument2 pagesProduct Data: Immersion Sensor W/ Weatherproof EnclosureRobert UrquiaNo ratings yet
- FXMQ PAVE DatasheetDocument3 pagesFXMQ PAVE DatasheetjaimegutierrezlinganNo ratings yet
- Multifan Panel Fan 50Hz ENDocument4 pagesMultifan Panel Fan 50Hz ENMohammad Hassan Ahmadzadeh JaziNo ratings yet
- Fan-BT 125Document1 pageFan-BT 125Raja AntonyNo ratings yet
- ID 250 T DC PulseDocument1 pageID 250 T DC PulseLucioNo ratings yet
- Thermal Dynamics Cutmaster A-Series Bro - (63-2809) - August2013 PDFDocument6 pagesThermal Dynamics Cutmaster A-Series Bro - (63-2809) - August2013 PDFestfania23No ratings yet
- Accendo GloGreen Digital HID (DHID) Ballast B600W-277M Electrical Test ReportDocument1 pageAccendo GloGreen Digital HID (DHID) Ballast B600W-277M Electrical Test ReportAnthony BorgesNo ratings yet
- Kemppi Master Tig Ac-Dc 2000 2500-w 3500w Inverteres Hegeszto SMDocument83 pagesKemppi Master Tig Ac-Dc 2000 2500-w 3500w Inverteres Hegeszto SMairwolf4226100% (1)
- Saiver SDF BrochureDocument10 pagesSaiver SDF Brochureahmed selimNo ratings yet
- Emg Eldro Standard en Rev01!11!2017Document12 pagesEmg Eldro Standard en Rev01!11!2017Pipe RoblesNo ratings yet
- TeSys Giga Contactors - LC1G225EHENDocument5 pagesTeSys Giga Contactors - LC1G225EHENahmed saadNo ratings yet
- Pump Calculation SpreadsheetDocument28 pagesPump Calculation SpreadsheetSHAILENDRANo ratings yet
- FL86STH65 5904a MotioncontrolproductsDocument3 pagesFL86STH65 5904a MotioncontrolproductsLê Minh TrungNo ratings yet
- AF260-30-22 48-130V 50/60Hz / 48-130V DC Contactor: Product-DetailsDocument5 pagesAF260-30-22 48-130V 50/60Hz / 48-130V DC Contactor: Product-Detailspo truongNo ratings yet
- MesinDocument13 pagesMesinIrwan KurniawanNo ratings yet
- CSII N-Series SwitchesDocument10 pagesCSII N-Series Switchespaul reyesNo ratings yet
- Assembly and Operation Manual: Geared Motor, Type TPDocument15 pagesAssembly and Operation Manual: Geared Motor, Type TPKhaled Rabea0% (1)
- Prextherm 107-470 (B)Document4 pagesPrextherm 107-470 (B)dragosm78No ratings yet
- Emerson Asco Low Power Solenoid ValvesDocument13 pagesEmerson Asco Low Power Solenoid ValvesAlejandro Valles LagunaNo ratings yet
- SOLENOID VALVE ASCO LowPower - Gseries - R8 PDFDocument14 pagesSOLENOID VALVE ASCO LowPower - Gseries - R8 PDFNUR AFIFAHNo ratings yet
- GeneratorDocument1 pageGeneratorTran Phuong HungNo ratings yet
- 38AE Catalog PDFDocument6 pages38AE Catalog PDFLuis RojasNo ratings yet
- GPS01 3177751 Element G2 24VDocument9 pagesGPS01 3177751 Element G2 24Vgav1229No ratings yet
- Rel Series KolarcDocument4 pagesRel Series KolarcDarko NikolovskiNo ratings yet
- TeSys Giga Contactors - LC1G330EHENDocument5 pagesTeSys Giga Contactors - LC1G330EHENKurniadi SetyantoNo ratings yet
- TeSys Giga Contactor - LC1G185LSEADocument5 pagesTeSys Giga Contactor - LC1G185LSEAGautam GundapNo ratings yet
- Detuning ReactorsDocument1 pageDetuning ReactorsMostafa ElSayedNo ratings yet
- DDSR 60Document2 pagesDDSR 60Vali PopescuNo ratings yet
- Fiche YE2-225M-4P 45KW 4P B3Document1 pageFiche YE2-225M-4P 45KW 4P B3Nguyễn Hữu TháiNo ratings yet
- HPS Longbow Insulators PresentationDocument28 pagesHPS Longbow Insulators PresentationJulian GuerreroNo ratings yet
- Esa AutDocument2 pagesEsa AutmohdfaridabubakarNo ratings yet
- 75-lb Capacity OPL Dryer: Standard FeaturesDocument2 pages75-lb Capacity OPL Dryer: Standard Featuresmairimsp2003No ratings yet
- Welding Generators MPMDocument1 pageWelding Generators MPMLucioNo ratings yet
- Auweld Welding Machines Accessories Catalogue(s)Document28 pagesAuweld Welding Machines Accessories Catalogue(s)nyaungzinNo ratings yet
- Catalogue of Water Cooled Chiller 20171206Document14 pagesCatalogue of Water Cooled Chiller 20171206ferdie107No ratings yet
- Electrobombas Flygt 3152 - Especificaciones TécnicasDocument12 pagesElectrobombas Flygt 3152 - Especificaciones TécnicastrevimantenimientoNo ratings yet
- M3AA 180MLB 4G 400V 50Hz 22kWDocument1 pageM3AA 180MLB 4G 400V 50Hz 22kWdiablolcNo ratings yet
- PDFDocument18 pagesPDFlaz392No ratings yet
- Gas Springs: Sr. No. End Fitting Length, M.M. Stroke, M.M. Tube Dia. M.M. Rod Dia. M.M. Force NDocument5 pagesGas Springs: Sr. No. End Fitting Length, M.M. Stroke, M.M. Tube Dia. M.M. Rod Dia. M.M. Force NramseyNo ratings yet
- Tai Lieu ABBDocument5 pagesTai Lieu ABBductam.elcoNo ratings yet
- Perfect Performance: Digital DynamicsDocument2 pagesPerfect Performance: Digital DynamicsAnonymous ejnktktkY7No ratings yet
- DatasheetDocument3 pagesDatasheetElton RibeiroNo ratings yet
- TeSys Giga Contactors - LC1G265KUENDocument5 pagesTeSys Giga Contactors - LC1G265KUENChirag BhattNo ratings yet
- Holiday Detector 266DCDocument5 pagesHoliday Detector 266DCbis2501No ratings yet
- Ferrite Free 316lDocument4 pagesFerrite Free 316lnitin kaithwasNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
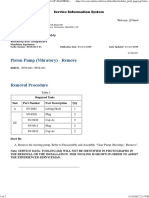
- Vibratory Pump RemoveDocument2 pagesVibratory Pump RemoveFergiKalesaranNo ratings yet
- 7 Reason Plasma Beat Oxy FuelDocument2 pages7 Reason Plasma Beat Oxy FuelFergiKalesaranNo ratings yet
- Steering Pump RemoveDocument2 pagesSteering Pump RemoveFergiKalesaranNo ratings yet
- Long Reach Arm Parts List and Installation ManualDocument10 pagesLong Reach Arm Parts List and Installation ManualFergiKalesaranNo ratings yet
- Lighting Catalogue 2014Document228 pagesLighting Catalogue 2014FergiKalesaranNo ratings yet
- Drum Axle Pump RemoveDocument3 pagesDrum Axle Pump RemoveFergiKalesaranNo ratings yet
- Coates Pump ManualDocument17 pagesCoates Pump ManualFergiKalesaranNo ratings yet
- Torc Catalog 2014Document16 pagesTorc Catalog 2014FergiKalesaranNo ratings yet
- Danfoss 90 Series Pump Catalog Jan 2015Document91 pagesDanfoss 90 Series Pump Catalog Jan 2015FergiKalesaranNo ratings yet
- ARMSTRONGDocument1 pageARMSTRONGFergiKalesaranNo ratings yet
- EB CatalogDocument75 pagesEB CatalogFergiKalesaranNo ratings yet
- Hook Boom 930HDocument2 pagesHook Boom 930HFergiKalesaranNo ratings yet
- Posi Lock CatalogDocument24 pagesPosi Lock CatalogFergiKalesaranNo ratings yet
- Recommended CAT 8CM32C - SparepartsDocument27 pagesRecommended CAT 8CM32C - SparepartsFergiKalesaranNo ratings yet
- Part No Qty Replc (%) DescriptionDocument5 pagesPart No Qty Replc (%) DescriptionFergiKalesaranNo ratings yet
- Maintenance - Terex Franna AT22Document6 pagesMaintenance - Terex Franna AT22FergiKalesaran0% (1)
- Part Back Log Winch DZ007 Cat D6R (WincDocument4 pagesPart Back Log Winch DZ007 Cat D6R (WincFergiKalesaranNo ratings yet
- W25509 PDF EngDocument11 pagesW25509 PDF EngNidhi SinghNo ratings yet
- Iguana Joe's Lawsuit - September 11, 2014Document14 pagesIguana Joe's Lawsuit - September 11, 2014cindy_georgeNo ratings yet
- ELEVATOR DOOR - pdf1Document10 pagesELEVATOR DOOR - pdf1vigneshNo ratings yet
- How He Loves PDFDocument2 pagesHow He Loves PDFJacob BullockNo ratings yet
- Sandstorm Absorbent SkyscraperDocument4 pagesSandstorm Absorbent SkyscraperPardisNo ratings yet
- Drug Addiction Final (Term Paper)Document15 pagesDrug Addiction Final (Term Paper)Dessa Patiga IINo ratings yet
- John L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDocument12 pagesJohn L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDivya AggarwalNo ratings yet
- Disassembly Procedures: 1 DELL U2422HB - U2422HXBDocument6 pagesDisassembly Procedures: 1 DELL U2422HB - U2422HXBIonela CristinaNo ratings yet
- Amount of Casien in Diff Samples of Milk (U)Document15 pagesAmount of Casien in Diff Samples of Milk (U)VijayNo ratings yet
- Summary of Bill of Quantities ChurchDocument52 pagesSummary of Bill of Quantities ChurchBiniamNo ratings yet
- The cardioprotective effect of astaxanthin against isoprenaline-induced myocardial injury in rats: involvement of TLR4/NF-κB signaling pathwayDocument7 pagesThe cardioprotective effect of astaxanthin against isoprenaline-induced myocardial injury in rats: involvement of TLR4/NF-κB signaling pathwayMennatallah AliNo ratings yet
- Hidrl1 PDFDocument7 pagesHidrl1 PDFRajesh Kumar100% (1)
- Close Enough To Touch by Victoria Dahl - Chapter SamplerDocument23 pagesClose Enough To Touch by Victoria Dahl - Chapter SamplerHarlequinAustraliaNo ratings yet
- Systems Analysis and Design in A Changing World, Fourth EditionDocument41 pagesSystems Analysis and Design in A Changing World, Fourth EditionKoko Dwika PutraNo ratings yet
- Lamentation of The Old Pensioner FinalDocument17 pagesLamentation of The Old Pensioner FinalRahulNo ratings yet
- Sem4 Complete FileDocument42 pagesSem4 Complete Fileghufra baqiNo ratings yet
- Z-Purlins: Technical DocumentationDocument11 pagesZ-Purlins: Technical Documentationardit bedhiaNo ratings yet
- Sample Resume For Supply Chain Logistics PersonDocument2 pagesSample Resume For Supply Chain Logistics PersonAmmar AbbasNo ratings yet
- 20-Admission of PatientDocument3 pages20-Admission of Patientakositabon100% (1)
- Dermatology Skin in Systemic DiseaseDocument47 pagesDermatology Skin in Systemic DiseaseNariska CooperNo ratings yet
- Week-3-Q1-Gen Chem-Sep-11-15-DllDocument12 pagesWeek-3-Q1-Gen Chem-Sep-11-15-DllJennette BelliotNo ratings yet
- (1921) Manual of Work Garment Manufacture: How To Improve Quality and Reduce CostsDocument102 pages(1921) Manual of Work Garment Manufacture: How To Improve Quality and Reduce CostsHerbert Hillary Booker 2nd100% (1)
- Measurement Assignment EssayDocument31 pagesMeasurement Assignment EssayBihanChathuranga100% (2)
- AMULDocument11 pagesAMULkeshav956No ratings yet
- Quarter 1-Week 2 - Day 2.revisedDocument4 pagesQuarter 1-Week 2 - Day 2.revisedJigz FamulaganNo ratings yet
- DLP - Light Science 7Document6 pagesDLP - Light Science 7Samara M. SalacayanNo ratings yet
- Nadee 3Document1 pageNadee 3api-595436597No ratings yet
- Man and Historical ActionDocument4 pagesMan and Historical Actionmama.sb415No ratings yet
- An Evaluation of MGNREGA in SikkimDocument7 pagesAn Evaluation of MGNREGA in SikkimBittu SubbaNo ratings yet
- ReadmeDocument2 pagesReadmechethan100% (1)