You might also like
- A Modelling Framework For Composites Containing 3D ReinforcementDocument25 pagesA Modelling Framework For Composites Containing 3D ReinforcementXiaodong LiNo ratings yet
- Nerative Design Method For LatticeDocument12 pagesNerative Design Method For LatticeNishar Alam Khan 19MCD0042No ratings yet
- Integrated Lightweight Design Method Via Structural Optimization and Path Planning For Material ExtrusionDocument13 pagesIntegrated Lightweight Design Method Via Structural Optimization and Path Planning For Material ExtrusionRancho vonNo ratings yet
- FIBERSIM Software Streamlines Composite DesignDocument9 pagesFIBERSIM Software Streamlines Composite DesignTakis PlimirasNo ratings yet
- Design and Fabrication of Periodic Lattice-Based Cellular StructuresDocument13 pagesDesign and Fabrication of Periodic Lattice-Based Cellular StructuresYusuf YamanerNo ratings yet
- Finite Element Mesh SizingDocument12 pagesFinite Element Mesh SizingCandace FrankNo ratings yet
- Quantity and Shape Modification For Random-Fractal-Based 3D Concrete Meso-SimulationDocument18 pagesQuantity and Shape Modification For Random-Fractal-Based 3D Concrete Meso-SimulationSocheata channNo ratings yet
- DokkenDocument25 pagesDokkenmichele baruccaNo ratings yet
- Balaji Et Al. - 2021 - Reduced Order Modeling For The Dynamics of JointedDocument38 pagesBalaji Et Al. - 2021 - Reduced Order Modeling For The Dynamics of JointedNidish NarayanaaNo ratings yet
- Automatic reconstruction of beam structures from 3D topology optimizationDocument21 pagesAutomatic reconstruction of beam structures from 3D topology optimizationWied Kukuh PrasetyoNo ratings yet
- Mechanical Properties of Triply Periodic Minimal Surface Based Lattices Made by Polyjet PrintingDocument7 pagesMechanical Properties of Triply Periodic Minimal Surface Based Lattices Made by Polyjet Printingxu.dachong59No ratings yet
- Composites Science and Technology: T.J. Vaughan, C.T. MccarthyDocument7 pagesComposites Science and Technology: T.J. Vaughan, C.T. MccarthySmeriuNo ratings yet
- Interactive Design Space Exploration and Optimization For CAD ModelsDocument14 pagesInteractive Design Space Exploration and Optimization For CAD ModelsLuis gutierrezNo ratings yet
- Composite Structures: Van-Nam Hoang, Phuong Tran, Van-Tuyen Vu, H. Nguyen-XuanDocument13 pagesComposite Structures: Van-Nam Hoang, Phuong Tran, Van-Tuyen Vu, H. Nguyen-Xuanezbai Aparicio SandovalNo ratings yet
- Automated Image Based Geometric Modelling of Thick Laminat - 2023 - NDT - E InteDocument15 pagesAutomated Image Based Geometric Modelling of Thick Laminat - 2023 - NDT - E IntemaheshNo ratings yet
- Accepted ManuscriptDocument53 pagesAccepted Manuscripthamid rezaNo ratings yet
- Design and Development of Cellular Structures For Additive ManufacturingDocument10 pagesDesign and Development of Cellular Structures For Additive ManufacturingSeçkin KoçNo ratings yet
- Paper Goldbach Advanced Building SkinsDocument6 pagesPaper Goldbach Advanced Building SkinsJorge Luis Garcia ZuñigaNo ratings yet
- Modelling and Characterization of A Porosity Graded Lattice Structure For Additively Manufactured BiomaterialsDocument20 pagesModelling and Characterization of A Porosity Graded Lattice Structure For Additively Manufactured BiomaterialsRob GNNo ratings yet
- Numerical Modelling of Ballistic Impact Response at Low Velocity in Aramid FabricsDocument15 pagesNumerical Modelling of Ballistic Impact Response at Low Velocity in Aramid FabricsGiovanniNo ratings yet
- Constrained Delaunay Mesh GenerationDocument20 pagesConstrained Delaunay Mesh GenerationAjayaKumarKavalaNo ratings yet
- Lattice Structure Design and Optimization With Additive Manufacturing ConstraintsDocument17 pagesLattice Structure Design and Optimization With Additive Manufacturing ConstraintsGunaseelanMurugesanNo ratings yet
- Topology optimization of continuum structures under buckling constraintsDocument11 pagesTopology optimization of continuum structures under buckling constraintsAnkur MehtaNo ratings yet
- Reducing Time and Cost of CFD with TAS-code Mesh GenerationDocument2 pagesReducing Time and Cost of CFD with TAS-code Mesh GenerationMuhammad AbbasNo ratings yet
- Computational model of mesoscopic concrete structure for fracture simulationDocument11 pagesComputational model of mesoscopic concrete structure for fracture simulationJoao Paulo Barros LeiteNo ratings yet
- Density Optimization For Analog Layout Based On Transistor-ArrayDocument11 pagesDensity Optimization For Analog Layout Based On Transistor-ArrayJack GengNo ratings yet
- Latex SubmissionDocument6 pagesLatex SubmissionguluNo ratings yet
- Simulation of Masonry in ANSYS and LS-DYNA: Features and ChallengesDocument15 pagesSimulation of Masonry in ANSYS and LS-DYNA: Features and ChallengesaminNo ratings yet
- 10 1016@j Compstruc 2020 106211Document28 pages10 1016@j Compstruc 2020 106211inakollumaneeshvardhanreddyNo ratings yet
- Additive Manufacturing: Ajit Panesar, Meisam Abdi, Duncan Hickman, Ian AshcroftDocument14 pagesAdditive Manufacturing: Ajit Panesar, Meisam Abdi, Duncan Hickman, Ian AshcroftrahulNo ratings yet
- Computational Meshing For CFD SimulationsDocument31 pagesComputational Meshing For CFD SimulationsEduardo Antonio Burgos RuidíasNo ratings yet
- Backbone Cup - A Structure Design Competition Based On Topology Optimization and 3D PrintingDocument6 pagesBackbone Cup - A Structure Design Competition Based On Topology Optimization and 3D PrintingEsteban Jurko ENo ratings yet
- Unstructured Mesh Generation Including Directional Renement For Aerodynamic Flow SimulationDocument14 pagesUnstructured Mesh Generation Including Directional Renement For Aerodynamic Flow SimulationManu ChakkingalNo ratings yet
- Accurate Estimation of Tensile Strength of 3D Printed Parts Using Machine Learning AlgorithmsDocument16 pagesAccurate Estimation of Tensile Strength of 3D Printed Parts Using Machine Learning AlgorithmsgandorcNo ratings yet
- Act 3Document16 pagesAct 3Nida AkNo ratings yet
- Ngo-Cong Mai-Duy Karunasena Tran-Cong CAS 2011b AVDocument42 pagesNgo-Cong Mai-Duy Karunasena Tran-Cong CAS 2011b AVMehrshad GhasemabadiNo ratings yet
- Finite Element Model Updating Multiple AlternativesDocument7 pagesFinite Element Model Updating Multiple AlternativesIamzura AbdullahNo ratings yet
- Generative Multi-Functional Meta-Atom and Metasurface Design Networks - ArxivDocument17 pagesGenerative Multi-Functional Meta-Atom and Metasurface Design Networks - Arxivyz-zhao20No ratings yet
- Rohini 15111698981Document12 pagesRohini 15111698981Kishore ImmanvelNo ratings yet
- Composite v17Document33 pagesComposite v17slamoriniereNo ratings yet
- Assembly GuidanceDocument27 pagesAssembly GuidanceDurai RajNo ratings yet
- Computer-Aided Design: Dawei Li, Wenhe Liao, Ning Dai, Guoying Dong, Yunlong Tang, Yi Min XieDocument13 pagesComputer-Aided Design: Dawei Li, Wenhe Liao, Ning Dai, Guoying Dong, Yunlong Tang, Yi Min XieMoad BouzidaNo ratings yet
- Topology Optimization of Sheet Metal Brackets Using ANSYSDocument7 pagesTopology Optimization of Sheet Metal Brackets Using ANSYSMarcoNo ratings yet
- Aiaa 2005 2320 744Document21 pagesAiaa 2005 2320 744Junghyun AhnNo ratings yet
- 0000070Document28 pages0000070Ramesh JangalaNo ratings yet
- AbaqusDocument15 pagesAbaqusSri SaiNo ratings yet
- An adaptive concurrent multiscale model couples FEM scales for concreteDocument21 pagesAn adaptive concurrent multiscale model couples FEM scales for concreteNikhilesh ZangestuNo ratings yet
- Finite-Element Mesh Generation Using Self-Organizing Neural NetworksDocument18 pagesFinite-Element Mesh Generation Using Self-Organizing Neural NetworksAndres Gugle PlusNo ratings yet
- Topology Design for Multiple Loads Using Isolines and IsosurfacesDocument9 pagesTopology Design for Multiple Loads Using Isolines and IsosurfacesNikNo ratings yet
- 2D and 3D Meso-Scale Finite Element Models For Ravelling Analysis of Porous Asphalt ConcreteDocument11 pages2D and 3D Meso-Scale Finite Element Models For Ravelling Analysis of Porous Asphalt ConcreteJesus G HNo ratings yet
- Computers and Chemical Engineering: M.J. Baker, S. Daniels, P.G. Young, G.R. TaborDocument7 pagesComputers and Chemical Engineering: M.J. Baker, S. Daniels, P.G. Young, G.R. Taborremote controlNo ratings yet
- Kucewicz Et. Al., 2019Document10 pagesKucewicz Et. Al., 2019siyu chenNo ratings yet
- Pub 8344Document6 pagesPub 8344haidardiwantara83No ratings yet
- Comparing Synthesis Methods for Cellular StructuresDocument15 pagesComparing Synthesis Methods for Cellular StructuresJoyNo ratings yet
- Numerical Pore-Network Fusion To Predict Capillary Pressure and Relative Permeability in CarbonatesDocument12 pagesNumerical Pore-Network Fusion To Predict Capillary Pressure and Relative Permeability in CarbonatesRosa K Chang HNo ratings yet
- Dms2015 Crolla SmarternodesDocument7 pagesDms2015 Crolla SmarternodesRohit GadekarNo ratings yet
- Symmetry 14 00349 v2Document13 pagesSymmetry 14 00349 v2saurav.iitianiitkgp.ac.inNo ratings yet
- Micromesh ConstructionDocument18 pagesMicromesh ConstructionWitchcraftNo ratings yet
- C&S2007Document11 pagesC&S2007Joao Paulo Barros LeiteNo ratings yet
- Computational Materials Engineering: Achieving High Accuracy and Efficiency in Metals Processing SimulationsFrom EverandComputational Materials Engineering: Achieving High Accuracy and Efficiency in Metals Processing SimulationsNo ratings yet
- Productivity Analysis and Associated Risks in Steel StructuresDocument18 pagesProductivity Analysis and Associated Risks in Steel StructuresGogyNo ratings yet
- Investigation On The Design of Double-Stage Scissor Lifts Based On Parametric Dimension TechniqueDocument19 pagesInvestigation On The Design of Double-Stage Scissor Lifts Based On Parametric Dimension TechniqueGogyNo ratings yet
- 52 Structure New PDFDocument7 pages52 Structure New PDFVino EngineeringNo ratings yet
- Exploring Buckling and Post-Buckling Behavior of Incompressible Hyperelastic Beams Through Innovative Experimental and Computational ApproachesDocument21 pagesExploring Buckling and Post-Buckling Behavior of Incompressible Hyperelastic Beams Through Innovative Experimental and Computational ApproachesGogyNo ratings yet
- Optimization of The Multi Level Spring Restrainer For Bridges by Hybrid Particle Swarm and Gravitational Search AlgorithmDocument13 pagesOptimization of The Multi Level Spring Restrainer For Bridges by Hybrid Particle Swarm and Gravitational Search AlgorithmGogyNo ratings yet
- Shapes of Energy - Active Segments of Steel BuildingDocument14 pagesShapes of Energy - Active Segments of Steel BuildingGogyNo ratings yet
- Comparative Analysis of Hatch Cover Stocking Gantry Crane Hooks Manufactured From St37 and Weldox700 Steels Under Static Loading ConditionsDocument9 pagesComparative Analysis of Hatch Cover Stocking Gantry Crane Hooks Manufactured From St37 and Weldox700 Steels Under Static Loading ConditionsGogyNo ratings yet
- Global Sensitivity Analysis For Bridge Crane System by Surrogate ModelingDocument17 pagesGlobal Sensitivity Analysis For Bridge Crane System by Surrogate ModelingGogyNo ratings yet
- Global Sensitivity Analysis For Bridge Crane System by Surrogate ModelingDocument8 pagesGlobal Sensitivity Analysis For Bridge Crane System by Surrogate ModelingGogyNo ratings yet
- Cat Hunting Optimization Algorithm: A Novel Optimization AlgorithmDocument23 pagesCat Hunting Optimization Algorithm: A Novel Optimization AlgorithmGogyNo ratings yet
- Experimental and Numerical Analyses On Axial Cyclic Behavior of H-Section Aluminium Alloy MembersDocument19 pagesExperimental and Numerical Analyses On Axial Cyclic Behavior of H-Section Aluminium Alloy MembersGogyNo ratings yet
- Intelligent Skin and Occupancy in The Context of Increasing Energy Efficiency in BuildingsDocument8 pagesIntelligent Skin and Occupancy in The Context of Increasing Energy Efficiency in BuildingsGogyNo ratings yet
- Female Musicians and DancersDocument60 pagesFemale Musicians and DancersGogyNo ratings yet
- Mechanical Analysis of Forged Steel Ramshorn Hook-An Experimental StudyDocument6 pagesMechanical Analysis of Forged Steel Ramshorn Hook-An Experimental StudyGogyNo ratings yet
- Considering The Moment Effect On The Bolts' Circular Distribution in The End-Plate ConnectionDocument9 pagesConsidering The Moment Effect On The Bolts' Circular Distribution in The End-Plate ConnectionGogyNo ratings yet
- Curvilinear Mesh AdaptationDocument15 pagesCurvilinear Mesh AdaptationGogyNo ratings yet
- Training Simulator For Acquiring Operational Skill To Operate Overhead Traveling Crane While Suppressing Load SwayDocument13 pagesTraining Simulator For Acquiring Operational Skill To Operate Overhead Traveling Crane While Suppressing Load SwayGogyNo ratings yet
- Design Optimization of Bullock Cart YokeDocument9 pagesDesign Optimization of Bullock Cart YokeGogyNo ratings yet
- Lifting BEAMSDocument90 pagesLifting BEAMSGogyNo ratings yet
- Products CatalogDocument72 pagesProducts CatalogΑΝΑΣΤΑΣΙΟΣ ΣΑΦΡΙΔΗΣNo ratings yet
- Failure Modes of Pumps' Mechanical Parts and Coating Solutions For Wear ProblemsDocument101 pagesFailure Modes of Pumps' Mechanical Parts and Coating Solutions For Wear ProblemsGogyNo ratings yet
- Assessment of Virtual Reality Based Safety Training Simulator For Electric Overhead Crane OperationsDocument13 pagesAssessment of Virtual Reality Based Safety Training Simulator For Electric Overhead Crane OperationsGogyNo ratings yet
- Contemporary Meets Old in Rehabilitating Historic BuildingsDocument13 pagesContemporary Meets Old in Rehabilitating Historic BuildingsGogyNo ratings yet
- A Virtual Reality System For Training OperatorsDocument3 pagesA Virtual Reality System For Training OperatorsGogyNo ratings yet
- Gantry Girder DesignDocument45 pagesGantry Girder DesignmonaliNo ratings yet
- Experimental and Numerical Analyses On Axial Cyclic Behavior of H-Section Aluminium Alloy MembersDocument19 pagesExperimental and Numerical Analyses On Axial Cyclic Behavior of H-Section Aluminium Alloy MembersGogyNo ratings yet
- Kaiyuan CatalogDocument6 pagesKaiyuan CatalogGogyNo ratings yet
- Study On Overturn Proof Monitoring System of Mobile CraneDocument10 pagesStudy On Overturn Proof Monitoring System of Mobile CraneGogyNo ratings yet
- Automatic Design Algorithms For Securing The Ground Contact Stability of Mobile CranesDocument13 pagesAutomatic Design Algorithms For Securing The Ground Contact Stability of Mobile CranesGogyNo ratings yet
- Heavy Lift Installation Study of Offshore Structure 2004Document203 pagesHeavy Lift Installation Study of Offshore Structure 2004Quang-derer75% (4)
- Improved Versions of Learning Vector QuantizationDocument6 pagesImproved Versions of Learning Vector QuantizationAshkan AbbasiNo ratings yet
- Multiple Response Optimization PDFDocument54 pagesMultiple Response Optimization PDFNinong ElmalNo ratings yet
- Domain-Independent Dynamic Programming: Ryo Kuroiwa J. Christopher BeckDocument65 pagesDomain-Independent Dynamic Programming: Ryo Kuroiwa J. Christopher Beckalexxue20No ratings yet
- Trade-Off Strategies in Engineering DesignDocument27 pagesTrade-Off Strategies in Engineering DesignShin MarshNo ratings yet
- Gaurav Chauhan RF Optimization & Planing Wcdma Lte NetworkDocument6 pagesGaurav Chauhan RF Optimization & Planing Wcdma Lte NetworkSahoo SKNo ratings yet
- LpSolve TutorialDocument11 pagesLpSolve Tutorialcafebolsa100% (1)
- Energy Efficient Scheduling of Servers With Multi-Sleep Modes For Cloud Data CenterDocument14 pagesEnergy Efficient Scheduling of Servers With Multi-Sleep Modes For Cloud Data CenterrajNo ratings yet
- Multi-Area Complete Coverage With Fixed-Wing UAV Swarms Based On Modified Ant Colony AlgorithmDocument6 pagesMulti-Area Complete Coverage With Fixed-Wing UAV Swarms Based On Modified Ant Colony AlgorithmNithish ChandraNo ratings yet
- Departmental Handbook CSDocument39 pagesDepartmental Handbook CSifiokNo ratings yet
- Managerial Economics - Optimization TechniquesDocument32 pagesManagerial Economics - Optimization TechniquesProfessor Tarun Das100% (2)
- Intelligent Management Systems in OperationsDocument19 pagesIntelligent Management Systems in OperationsHajra MakhdoomNo ratings yet
- Optimal Tuning of PI Controller For Speed Control of DC Motor Drive Using Particle Swarm OptimizationDocument6 pagesOptimal Tuning of PI Controller For Speed Control of DC Motor Drive Using Particle Swarm OptimizationLIEW HUI FANG UNIMAPNo ratings yet
- Altair Optistruct - Discrete Design VariableDocument13 pagesAltair Optistruct - Discrete Design VariableSantiago MolinaNo ratings yet
- Evans Analytics2e PPT 01Document48 pagesEvans Analytics2e PPT 01Thanh TrucNo ratings yet
- IEEE - 2006 - A Computationally Efficient Mixed-Integer Linear Formulation For The Thermal Unit Commitment ProblemDocument9 pagesIEEE - 2006 - A Computationally Efficient Mixed-Integer Linear Formulation For The Thermal Unit Commitment ProblemVăn Phạm NăngNo ratings yet
- Earthquake-Resistant Structures - Design Assessment and RehabilitationDocument536 pagesEarthquake-Resistant Structures - Design Assessment and RehabilitationJosé Ramírez100% (3)
- Aspen DMC3 Robust Control Technology FINALDocument14 pagesAspen DMC3 Robust Control Technology FINALcbqucbquNo ratings yet
- Structural Engineering PDFDocument22 pagesStructural Engineering PDFrajaktraja_779727735No ratings yet
- Perry J. Kaufman - Trading Systems and Methods (Fifth Edition) - 15Document1 pagePerry J. Kaufman - Trading Systems and Methods (Fifth Edition) - 15juan.zgz.920% (1)
- Kelson Sporting Equipment, Inc: Problem StatementDocument7 pagesKelson Sporting Equipment, Inc: Problem StatementDave RadaNo ratings yet
- Notes On Contrastive DivergenceDocument3 pagesNotes On Contrastive DivergenceAkibaPleijelNo ratings yet
- Model-Based-Design of An Aircraft Auto-Pilot ControllerDocument10 pagesModel-Based-Design of An Aircraft Auto-Pilot ControllerMohammad Reza MadadiNo ratings yet
- What Is Linear Programming?Document3 pagesWhat Is Linear Programming?Jella Mae YcalinaNo ratings yet
- Methods and Models For Combinatorial OptimizationDocument17 pagesMethods and Models For Combinatorial OptimizationVictor Hugo Males BravoNo ratings yet
- Optimal Control Theory Chapter 12Document55 pagesOptimal Control Theory Chapter 12mouad wahidiNo ratings yet
- Manage production planning and scheduling with APS softwareDocument7 pagesManage production planning and scheduling with APS softwaresheebakbs5144100% (1)
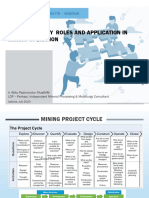
- Geometallurgy Roles and Application in Mining OperationDocument25 pagesGeometallurgy Roles and Application in Mining OperationFahrul Rozzi Usman100% (1)
- Linear Programming Problem Analysis of DualityDocument23 pagesLinear Programming Problem Analysis of DualityJersson MendezNo ratings yet
- IEEE Conference Template 3Document7 pagesIEEE Conference Template 3sbghed.da1No ratings yet
- Handover Management of Drones in Future Mobile Networks: 6G TechnologiesDocument22 pagesHandover Management of Drones in Future Mobile Networks: 6G Technologiesmohammad reza BabaeiNo ratings yet