You might also like
- Production TechnologyDocument60 pagesProduction Technology2mohan7100% (2)
- Lab Report 2Document5 pagesLab Report 2mamoona noreenNo ratings yet
- Casting Manufacturing Lab ReportDocument16 pagesCasting Manufacturing Lab ReportNiko KoNo ratings yet
- 4castingprocesses 120526012606 Phpapp01Document28 pages4castingprocesses 120526012606 Phpapp01Chennai TuitionsNo ratings yet
- ME1107 Casting AllDocument129 pagesME1107 Casting AllMahmud HridoyNo ratings yet
- RicoDocument8 pagesRicokantravi321No ratings yet
- CastingDocument5 pagesCastingchungNo ratings yet
- Special Casting ProcessDocument9 pagesSpecial Casting ProcessChaitanya SadhanNo ratings yet
- Production Process 2Document13 pagesProduction Process 2Saiful IslamNo ratings yet
- Sand Casting OverviewDocument166 pagesSand Casting Overviewsamurai7_77No ratings yet
- Capabilities: Sand Casting OverviewDocument11 pagesCapabilities: Sand Casting OverviewChe NivenNo ratings yet
- Department of Industrial & Production Engineering BUET, Dhaka-1000Document25 pagesDepartment of Industrial & Production Engineering BUET, Dhaka-1000Anshul ShuklaNo ratings yet
- Foundry Processes: "Why Whittle When You Can Cast?"Document21 pagesFoundry Processes: "Why Whittle When You Can Cast?"lucasNo ratings yet
- Pouring Lab ReportDocument6 pagesPouring Lab Reportmuhamad azamNo ratings yet
- PNC3 - Casting IIDocument4 pagesPNC3 - Casting IIAlpNo ratings yet
- Cassting 1Document10 pagesCassting 1steve ogagaNo ratings yet
- Casting?: Casting Is A Manufacturing Process by Which A LiquidDocument21 pagesCasting?: Casting Is A Manufacturing Process by Which A LiquidAkashShuklaNo ratings yet
- Metal Casting NotesDocument14 pagesMetal Casting NotesMathew Joel MathewNo ratings yet
- Basic Mechanical EngineeringDocument70 pagesBasic Mechanical EngineeringHemachandran100% (6)
- SCP (Solid Casting Processes)Document12 pagesSCP (Solid Casting Processes)jesssepinkman03No ratings yet
- Casting Manufacturing Lab Report2Document16 pagesCasting Manufacturing Lab Report2Naeem DeenNo ratings yet
- Casting?: Casting Is A Manufacturing Process by Which A LiquidDocument28 pagesCasting?: Casting Is A Manufacturing Process by Which A LiquidSaurabh TripathiNo ratings yet
- B.tech Mae 5TH Topic Metal Casting, Shell Moulding Process, Sand Moulding, Die CastingDocument19 pagesB.tech Mae 5TH Topic Metal Casting, Shell Moulding Process, Sand Moulding, Die CastingAkhil SharmaNo ratings yet
- Ch-21 Sand Casting PDFDocument123 pagesCh-21 Sand Casting PDFKartik BhararaNo ratings yet
- Ch-21 Sand CastingDocument156 pagesCh-21 Sand CastingMANJEET KUMARNo ratings yet
- VideoDocument8 pagesVideoDhileepan KumarasamyNo ratings yet
- Week5 CastingDocument147 pagesWeek5 CastingYouness AITOUNYNo ratings yet
- Wikipedia - FoundaryDocument7 pagesWikipedia - Foundaryshovit singh100% (1)
- Sand CastingDocument11 pagesSand CastingdesurkarbNo ratings yet
- DM-1 CO-1 Special Castings MaterialDocument9 pagesDM-1 CO-1 Special Castings MaterialSree vishnu Sai chandan guntupalliNo ratings yet
- Foundary OverviewDocument8 pagesFoundary OverviewPradeep Pandurang JadhavNo ratings yet
- Foundry ProcessDocument12 pagesFoundry ProcessMarvelous EkpenyongNo ratings yet
- Ae15301 AMMTDocument98 pagesAe15301 AMMTDurai Raj KumarNo ratings yet
- CHAPTER 11 Metal Casting ProcessDocument50 pagesCHAPTER 11 Metal Casting Processمحمد القدوميNo ratings yet
- Fundamental of Metal Casting 2018Document69 pagesFundamental of Metal Casting 2018Mohd MuhaiminNo ratings yet
- Assignment 2 - EPP201 (149616)Document6 pagesAssignment 2 - EPP201 (149616)shahanmhd51No ratings yet
- Ch-21 Sand CastingDocument156 pagesCh-21 Sand CastingDivya SoniNo ratings yet
- Modern Casting Production MethodsDocument14 pagesModern Casting Production MethodsrabikmNo ratings yet
- Design of The Casting Process For A Spur Gear/Solid Shaft Using Sand Casting Process ObjectiveDocument17 pagesDesign of The Casting Process For A Spur Gear/Solid Shaft Using Sand Casting Process ObjectiveYonas YG100% (2)
- Metal CastingDocument69 pagesMetal CastingMohd Mansoor HasanNo ratings yet
- Imp CastingDocument42 pagesImp CastingMRINAL MAGARNo ratings yet
- Special Casting ProcessesDocument31 pagesSpecial Casting Processesdarshan_rudraNo ratings yet
- University of The East - : ManilaDocument13 pagesUniversity of The East - : ManilaAngelica AndresNo ratings yet
- Sand Casting and Other Casting ProcessesDocument74 pagesSand Casting and Other Casting ProcessesRashid KareemNo ratings yet
- Ch-21 Sand CastingDocument130 pagesCh-21 Sand CastingJimmy JindalNo ratings yet
- Suresh 2261Document9 pagesSuresh 226109m008_159913639No ratings yet
- Cast Iron ProcessDocument10 pagesCast Iron ProcessElvie Rose Imee EscabarteNo ratings yet
- Overview of Metal CastingDocument43 pagesOverview of Metal CastingAhmad FaidhiNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Blacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithFrom EverandBlacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Practical Blacksmithing Vol. III: A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright" and Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex ForgingsFrom EverandPractical Blacksmithing Vol. III: A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright" and Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex ForgingsRating: 5 out of 5 stars5/5 (1)
- XXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkFrom EverandXXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- FORMULARIO Per Lo Stampaggio Della PlasticaDocument78 pagesFORMULARIO Per Lo Stampaggio Della PlasticaAhsan RiazNo ratings yet
- Machine Tools and Workshop PracticeDocument493 pagesMachine Tools and Workshop PracticeAhsan RiazNo ratings yet
- CastingDocument25 pagesCastingAhsan RiazNo ratings yet
- Aluminum CastingDocument175 pagesAluminum CastingAhsan RiazNo ratings yet
- List of Tenants in TLIPDocument3 pagesList of Tenants in TLIPAhsan RiazNo ratings yet
- Guidelines - Manuals For Consulting Services To Auto-Parts SuppliersDocument296 pagesGuidelines - Manuals For Consulting Services To Auto-Parts SuppliersAhsan RiazNo ratings yet
- Specification Sheet For Moulds Check List2Document7 pagesSpecification Sheet For Moulds Check List2Ahsan RiazNo ratings yet
- CNC Maching Ceneter Risk MGT FormDocument8 pagesCNC Maching Ceneter Risk MGT FormAhsan RiazNo ratings yet
- Foundry Technology - II Students Handbook: Class XIIDocument135 pagesFoundry Technology - II Students Handbook: Class XIINarasimha Murthy InampudiNo ratings yet
- PQRDocument2 pagesPQRnaseema1100% (1)
- ECG 1st LectureDocument20 pagesECG 1st LectureKAMALJEET SINGHNo ratings yet
- The Manufacture of Iron and Steel: By: Engr. Glenda A. de MesaDocument55 pagesThe Manufacture of Iron and Steel: By: Engr. Glenda A. de MesaJoseph MondragonNo ratings yet
- Chapter 2 Milling FixturesDocument15 pagesChapter 2 Milling FixturesTamirat NemomsaNo ratings yet
- Nut and Bolt Feeder Consumable Tooling PartsDocument7 pagesNut and Bolt Feeder Consumable Tooling PartsirfanNo ratings yet
- SST LifeDocument3 pagesSST Liferaj_kr1078No ratings yet
- GumihoDocument16 pagesGumihoJerome Russel PublìcòNo ratings yet
- GLASSDocument15 pagesGLASSpriyankaNo ratings yet
- 3 Soudotec p20 Et h13 FT Web AnglaisDocument1 page3 Soudotec p20 Et h13 FT Web AnglaisHari KiranNo ratings yet
- Module 4 Design of Components With Casting ConsiderationDocument48 pagesModule 4 Design of Components With Casting ConsiderationMaheshNo ratings yet
- Decompression Procedures ManualDocument225 pagesDecompression Procedures ManualdrGunjanNo ratings yet
- Mf5103 Advances in Casting and Welding: For Syllabus, Question Papers, Notes & Many MoreDocument2 pagesMf5103 Advances in Casting and Welding: For Syllabus, Question Papers, Notes & Many MoreNandha Gopal SenthilnathanNo ratings yet
- Oerlikon SparyDocument3 pagesOerlikon SparyAhmad KamilNo ratings yet
- Advanced COMPOSITE METERIALSDocument2 pagesAdvanced COMPOSITE METERIALSgangadharmlNo ratings yet
- 4810 Impot SampleDocument15 pages4810 Impot SampleTrade Info SolutionsNo ratings yet
- Route Sheet Lathe MachineDocument12 pagesRoute Sheet Lathe MachineOscar RodriguezNo ratings yet
- 1e0001 - Steel - Heat Treated Cold Finished BarDocument3 pages1e0001 - Steel - Heat Treated Cold Finished BarPuneet EnterprisesNo ratings yet
- Appendix B - Limits and Fits (Final)Document14 pagesAppendix B - Limits and Fits (Final)helix90No ratings yet
- Example of Procedure in Research PaperDocument4 pagesExample of Procedure in Research Paperzyfepyfej0p2100% (1)
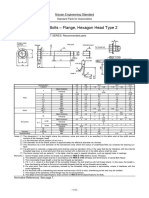
- Bolts - Flange, Hexagon Head Type 2: Nissan Engineering StandardDocument10 pagesBolts - Flange, Hexagon Head Type 2: Nissan Engineering StandardprasannaNo ratings yet
- 2.JPK Pemetaan JPK 02 MpiDocument19 pages2.JPK Pemetaan JPK 02 Mpizahin17No ratings yet
- Nomenclature of Face and End Milling CutterDocument4 pagesNomenclature of Face and End Milling CutterIsmael AibisNo ratings yet
- Lecture Class 4 - ME F 112Document43 pagesLecture Class 4 - ME F 112Vivekananda NandamNo ratings yet
- WPS PDFDocument30 pagesWPS PDFHoang LamNo ratings yet
- PQR Acero Al CarbonoDocument2 pagesPQR Acero Al CarbonoROBERTO QUESADANo ratings yet
- Cutting Data Milling Boring 2019 ITL E LowDocument60 pagesCutting Data Milling Boring 2019 ITL E LowRoberto RosasNo ratings yet
- ME6005/Process Planning & Cost Estimation Year/sem:IV/VIIDocument10 pagesME6005/Process Planning & Cost Estimation Year/sem:IV/VIIvengadeshNo ratings yet
- Guidelines For Inspection of Surface Preparation & PaintingDocument40 pagesGuidelines For Inspection of Surface Preparation & PaintingCheeragNo ratings yet
- Khao Sat 12 - Tieng Anh 12 - 402Document4 pagesKhao Sat 12 - Tieng Anh 12 - 402Tuấn Anh NguyễnNo ratings yet