You might also like
- Taguchi on Robust Technology Development: Bringing Quality Engineering UpstreamFrom EverandTaguchi on Robust Technology Development: Bringing Quality Engineering UpstreamRating: 1 out of 5 stars1/5 (1)
- Cleaning and disinfection of food factories: a practical guideFrom EverandCleaning and disinfection of food factories: a practical guideNo ratings yet
- Evaluation of Injection Molding Process Parameters For Manufacturing Polyethylene TerephthalateDocument10 pagesEvaluation of Injection Molding Process Parameters For Manufacturing Polyethylene TerephthalateFaishal HafizhNo ratings yet
- Statistical Process Control of Debutanizer ColumnDocument5 pagesStatistical Process Control of Debutanizer Columnonii96No ratings yet
- AIChE Journal - 2023 - Casas Orozco - Techno Economic Analysis of Dynamic End To End Optimal Pharmaceutical CampaignDocument18 pagesAIChE Journal - 2023 - Casas Orozco - Techno Economic Analysis of Dynamic End To End Optimal Pharmaceutical CampaigntrialaccountformeNo ratings yet
- Paper - QP QFDDocument18 pagesPaper - QP QFDMonthira IadsenNo ratings yet
- Intelligent Injection Molding On Sensing, Optimization, and ControlDocument22 pagesIntelligent Injection Molding On Sensing, Optimization, and ControlHugo ChuNo ratings yet
- Simutis 2015Document18 pagesSimutis 201515041168No ratings yet
- Mansur 2016 IOP Conf. Ser. - Mater. Sci. Eng. 105 012006Document11 pagesMansur 2016 IOP Conf. Ser. - Mater. Sci. Eng. 105 012006PhucNo ratings yet
- Quality by Design in ManufacturingDocument8 pagesQuality by Design in ManufacturingShougandh Ghosh100% (1)
- Journal Homepage: - : IntroductionDocument11 pagesJournal Homepage: - : IntroductionIJAR JOURNALNo ratings yet
- A Quality by Design Study Applied To An Industrial Pharmaceutical Fluid Bed GranulationDocument10 pagesA Quality by Design Study Applied To An Industrial Pharmaceutical Fluid Bed GranulationIbrahim Al SharabiNo ratings yet
- 35 Muhammad Aliwi 45517Document10 pages35 Muhammad Aliwi 45517Zoe McKenzieNo ratings yet
- Improve Sugar Production Process Quality with FTA and FMEA MethodsDocument19 pagesImprove Sugar Production Process Quality with FTA and FMEA MethodsGhazi AousjiNo ratings yet
- Research Article on Packaging Validation of Paracetamol TabletsDocument9 pagesResearch Article on Packaging Validation of Paracetamol TabletsVikram ChhabraNo ratings yet
- 1117 Microbiological Best Laboratory PracticesDocument11 pages1117 Microbiological Best Laboratory PracticesNgân TrịnhNo ratings yet
- Quality Control System Using Simple ImplementationDocument11 pagesQuality Control System Using Simple ImplementationBhavya DiddeeNo ratings yet
- Loss Analysis in Bread Production Process Using Material Flow Cost Accounting TechniqueDocument16 pagesLoss Analysis in Bread Production Process Using Material Flow Cost Accounting TechniqueGlobal Research and Development ServicesNo ratings yet
- Data Based Process Monitoring Process Control and Quality Improvement Recent Developments and Applications in Steel IndustryDocument13 pagesData Based Process Monitoring Process Control and Quality Improvement Recent Developments and Applications in Steel IndustryFabio Alejandro Rodriguez RaudaNo ratings yet
- Production, Maintenance and Quality Management for a two-product, Multi-warehouse ProblemDocument12 pagesProduction, Maintenance and Quality Management for a two-product, Multi-warehouse ProblemMOCHAMAD TRI MAULANANo ratings yet
- QDI (Original)Document7 pagesQDI (Original)Hanan ZayedNo ratings yet
- Q1 - 5S - Articulo MejoraDocument6 pagesQ1 - 5S - Articulo Mejoraelioglp1No ratings yet
- Simulation of Food Drying Processes by Computational Fluid Dynamics (CFD) Recent Advances and ApproachesDocument49 pagesSimulation of Food Drying Processes by Computational Fluid Dynamics (CFD) Recent Advances and ApproachesJJ Monjardín-GámezNo ratings yet
- Jerome 2019 - Process Analytical Technology For Bakery IndustryDocument21 pagesJerome 2019 - Process Analytical Technology For Bakery IndustryMario DavilaNo ratings yet
- Integrating Green QFD and Fuzzy Cost EstimationDocument17 pagesIntegrating Green QFD and Fuzzy Cost EstimationRumanul Bustomi MuhammadNo ratings yet
- A Lean Six Sigma Project To Reduce Waste and Variability in A Confectionery ManufacturingDocument11 pagesA Lean Six Sigma Project To Reduce Waste and Variability in A Confectionery ManufacturingVishvas SutharNo ratings yet
- Quality Control of Food Packaging by Acceptance Quality Level MethodsDocument3 pagesQuality Control of Food Packaging by Acceptance Quality Level MethodsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- STATISTICALQUALITYCONTROLTextpreparedfor Indira Gandhi Open UniversityDocument75 pagesSTATISTICALQUALITYCONTROLTextpreparedfor Indira Gandhi Open UniversitySutha Tamil NambeNo ratings yet
- Recent Development of Optimization of LyophilizationDocument15 pagesRecent Development of Optimization of LyophilizationBulent InanNo ratings yet
- Operations Management Learning Outcome EvaluationDocument5 pagesOperations Management Learning Outcome EvaluationFaiq UbaidillahNo ratings yet
- Unit VDocument75 pagesUnit VGunadevan ChandrasekaranNo ratings yet
- Quality Control Analysis of PorcelaDocument14 pagesQuality Control Analysis of Porcela180729.ipeNo ratings yet
- Case Study On Automation Control InstrumentationDocument3 pagesCase Study On Automation Control InstrumentationNavpreet DhimanNo ratings yet
- Food Industry 4Document20 pagesFood Industry 415041168No ratings yet
- Yandra Arkeman Dan Adi Liana: TujuanDocument10 pagesYandra Arkeman Dan Adi Liana: TujuanRapil Abdul bakriNo ratings yet
- Teoria ACVDocument11 pagesTeoria ACVMarcelo Weihmayr da SilvaNo ratings yet
- Statistical Methods and Inspection Techniques in Quality ControlDocument75 pagesStatistical Methods and Inspection Techniques in Quality ControlNixNo ratings yet
- Kelompok 1 Mass and Energy BalanceDocument12 pagesKelompok 1 Mass and Energy Balanceshella168No ratings yet
- Evonik Pharma Polymers News 2 2012Document8 pagesEvonik Pharma Polymers News 2 2012aryopoorNo ratings yet
- Critical Study On Vital Factors Influencing Productivity ImprovementDocument8 pagesCritical Study On Vital Factors Influencing Productivity ImprovementIJRASETPublicationsNo ratings yet
- 4 - The Application of Six Sigma To Improve The Yield of Plastic Injection MoldingDocument19 pages4 - The Application of Six Sigma To Improve The Yield of Plastic Injection Moldingleylagale27No ratings yet
- 2018 Guidelines For Risk Based Change Over of Biopharma Mult Product FacilitiesDocument15 pages2018 Guidelines For Risk Based Change Over of Biopharma Mult Product Facilitiesrajivrai159No ratings yet
- Energies 04 01391 PDFDocument19 pagesEnergies 04 01391 PDFhusseinNo ratings yet
- Modelling of The Spray Drying Process For Particle Design PDFDocument41 pagesModelling of The Spray Drying Process For Particle Design PDFmarmaduke32No ratings yet
- Assessing Environmental Footprints of Manufactured ProductsDocument9 pagesAssessing Environmental Footprints of Manufactured ProductsJanak ValakiNo ratings yet
- Using Quality Function Deployment For Technique Selection For Optimum Environmental Performance ImprovementDocument9 pagesUsing Quality Function Deployment For Technique Selection For Optimum Environmental Performance ImprovementMarvi HarsiNo ratings yet
- Group 6 (Recovered)Document21 pagesGroup 6 (Recovered)oluwasegunnathaniel0No ratings yet
- Multi-Product Facilities Guidelines For Risk-Based Changeover of BiopharmaDocument15 pagesMulti-Product Facilities Guidelines For Risk-Based Changeover of BiopharmaVanessa GuimaraesNo ratings yet
- International Journal 'Glass Bottle Industry'Document20 pagesInternational Journal 'Glass Bottle Industry'Rikhi SobariNo ratings yet
- Sustainable Operations Management: DR Sandeep K. Gupta (PHD, Mba, M.Tech) Assistant Professor, Sme, SnuDocument12 pagesSustainable Operations Management: DR Sandeep K. Gupta (PHD, Mba, M.Tech) Assistant Professor, Sme, SnuParth ChauhanNo ratings yet
- A Revised FMEA Application To The Quality Control ManagementDocument23 pagesA Revised FMEA Application To The Quality Control ManagementchrysobergiNo ratings yet
- Module-3 (Theory) Upstream and Down Stream Component of A Fermentation Process PDFDocument6 pagesModule-3 (Theory) Upstream and Down Stream Component of A Fermentation Process PDFAnonymous AgGBWdNo ratings yet
- Proper Validation of Filter Test Stands Is Critical For Product Development ProgramsDocument4 pagesProper Validation of Filter Test Stands Is Critical For Product Development ProgramsnannidNo ratings yet
- Thermochemical Ethanol Via Direct Gasification and Mixed Alcohol Synthesis of Lignocellulosic BiomassDocument144 pagesThermochemical Ethanol Via Direct Gasification and Mixed Alcohol Synthesis of Lignocellulosic BiomassCristina Garcia RamosNo ratings yet
- Computer Vision-Based Smart Monitoring and Control System For Food A Study On Carrot SliceDocument10 pagesComputer Vision-Based Smart Monitoring and Control System For Food A Study On Carrot SliceneiryNo ratings yet
- Analysis of Lean Manufacturing Waste Factors in The Brewing Industry of Ensenada, Baja California, MexicoDocument9 pagesAnalysis of Lean Manufacturing Waste Factors in The Brewing Industry of Ensenada, Baja California, MexicoIJAR JOURNALNo ratings yet
- Rizkya 2021 IOP Conf. Ser. Mater. Sci. Eng. 1122 012059Document8 pagesRizkya 2021 IOP Conf. Ser. Mater. Sci. Eng. 1122 012059ali AbbasNo ratings yet
- A Review of The Innovative Drying Technologies For BiopharmaceuticalsDocument12 pagesA Review of The Innovative Drying Technologies For BiopharmaceuticalsIJAR JOURNALNo ratings yet
- Environment Monitoring, Result Evaluation and Common Contaminants Study of Vaccine Manufacturing FacilityDocument12 pagesEnvironment Monitoring, Result Evaluation and Common Contaminants Study of Vaccine Manufacturing FacilityIJRASETPublicationsNo ratings yet
- SC FrameworkDocument28 pagesSC FrameworkFabio Luis Da Silva Faria OliveiraNo ratings yet
- SALARY SamsungDocument1 pageSALARY Samsungfaishal hafizhNo ratings yet
- Optimization of Plastics Injection Molding Process using RSMDocument11 pagesOptimization of Plastics Injection Molding Process using RSMfaishal hafizhNo ratings yet
- Theory Driven Real Time Empirical Investigation OnDocument12 pagesTheory Driven Real Time Empirical Investigation Onfaishal hafizhNo ratings yet
- Yp022020012.repair Pipa Dan Plate - HciDocument1 pageYp022020012.repair Pipa Dan Plate - Hcifaishal hafizhNo ratings yet
- CB 9 Wo 22030002Document1 pageCB 9 Wo 22030002faishal hafizhNo ratings yet
- 5.000 HWDP With NC50 (4.5IF) (6.625 X 3.0625 TJ) SpiralDocument1 page5.000 HWDP With NC50 (4.5IF) (6.625 X 3.0625 TJ) Spiralfaishal hafizhNo ratings yet
- Boxplot Over Fixed Range UploadDocument5 pagesBoxplot Over Fixed Range Uploadfaishal hafizhNo ratings yet
- Challenge Test Ejector BotolDocument1 pageChallenge Test Ejector Botolfaishal hafizhNo ratings yet
- SALARY SamsungDocument1 pageSALARY Samsungfaishal hafizhNo ratings yet
- CRUDE OIL PRICES: FUNDAMENTALS AND TECHNICALSDocument14 pagesCRUDE OIL PRICES: FUNDAMENTALS AND TECHNICALSfaishal hafizhNo ratings yet
- Stiffness Ratio B / BDocument9 pagesStiffness Ratio B / BRobin LeeNo ratings yet
- Daftar PustakaDocument1 pageDaftar Pustakafaishal hafizhNo ratings yet
- Coba PSCDocument3 pagesCoba PSCfaishal hafizhNo ratings yet
- 31 Plugback CementingDocument42 pages31 Plugback CementingJosé TimanáNo ratings yet
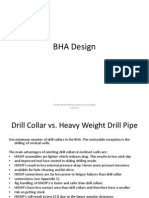
- BHA Design: ©2011 Best-Drilling-Practices - Tk. All Rights ReservedDocument8 pagesBHA Design: ©2011 Best-Drilling-Practices - Tk. All Rights ReservedRMolina65No ratings yet
- CRUDE OIL PRICES: FUNDAMENTALS AND TECHNICALSDocument14 pagesCRUDE OIL PRICES: FUNDAMENTALS AND TECHNICALSfaishal hafizhNo ratings yet
- Analisis Penggunaan Bit For ChevronDocument15 pagesAnalisis Penggunaan Bit For Chevronfaishal hafizhNo ratings yet
- BHA Design: ©2011 Best-Drilling-Practices - Tk. All Rights ReservedDocument8 pagesBHA Design: ©2011 Best-Drilling-Practices - Tk. All Rights ReservedRMolina65No ratings yet
- Lecture 1 Crude Oil QualityDocument32 pagesLecture 1 Crude Oil Qualityfaishal hafizhNo ratings yet
- WZL Motor Handbook 4th ED V1 0a 3Document135 pagesWZL Motor Handbook 4th ED V1 0a 3Erick TovarNo ratings yet
- Reasons of Crude Prices FallingDocument14 pagesReasons of Crude Prices FallingKaran VijNo ratings yet
- How Falling Oil Prices Impact the Global EconomyDocument48 pagesHow Falling Oil Prices Impact the Global Economyfaishal hafizhNo ratings yet
- PIN Automatic Overfill Prevention SystemDocument4 pagesPIN Automatic Overfill Prevention Systemfaishal hafizhNo ratings yet
- 03 Paul Butarbutar - Bioenergy Hannover PolicyDocument31 pages03 Paul Butarbutar - Bioenergy Hannover Policyfaishal hafizhNo ratings yet
- Predicting Bottomhole Assembly Performance: J.S. Williamson, A. LubinskiDocument13 pagesPredicting Bottomhole Assembly Performance: J.S. Williamson, A. Lubinskifaishal hafizhNo ratings yet
- Coba BHA AnalysisDocument2 pagesCoba BHA Analysisfaishal hafizhNo ratings yet
- Multiple RegrsessionDocument3 pagesMultiple Regrsessionfaishal hafizhNo ratings yet
- (Doi 10.2118 - 151190-Ms) Verhoef, Richard - (Society of Petroleum Engineers IADC - SPE Drilling Conference and Exhibition - San Diego, California, USA (2012!03!06) ) IADC - SPEDocument8 pages(Doi 10.2118 - 151190-Ms) Verhoef, Richard - (Society of Petroleum Engineers IADC - SPE Drilling Conference and Exhibition - San Diego, California, USA (2012!03!06) ) IADC - SPEfaishal hafizhNo ratings yet
- (Doi 10.2118 - 28774-Ms) Agawani, Mamdouh Rahman, S.S. Maidla, E.E. - (Society of Petroleum Engineers SPE Asia Pacific Oil and Gas Conference - Melbourne, Australia (1994!11!07) ) SPE Asia Pacific ODocument9 pages(Doi 10.2118 - 28774-Ms) Agawani, Mamdouh Rahman, S.S. Maidla, E.E. - (Society of Petroleum Engineers SPE Asia Pacific Oil and Gas Conference - Melbourne, Australia (1994!11!07) ) SPE Asia Pacific Ofaishal hafizhNo ratings yet
- Terex Operator TrainingDocument4 pagesTerex Operator TrainingJohn100% (48)
- PROBABILITY EXERCISESDocument30 pagesPROBABILITY EXERCISESSonia AroraNo ratings yet
- Emotional Mastery For Children Training NotesDocument27 pagesEmotional Mastery For Children Training NotesZayed HossainNo ratings yet
- Quantum Chemistry: Dr. Rohul Hayat Adnan Department of Chemistry UTMDocument7 pagesQuantum Chemistry: Dr. Rohul Hayat Adnan Department of Chemistry UTMNazratul NajwaNo ratings yet
- Non Aqueous Titrations by Gunja ChtaurvediDocument10 pagesNon Aqueous Titrations by Gunja ChtaurvediGunja Chaturvedi88% (8)
- Geology Lesson PlanDocument6 pagesGeology Lesson Planapi-501773574No ratings yet
- Ba Etamatic Dlt2001 16 Aen 195Document156 pagesBa Etamatic Dlt2001 16 Aen 195Banu EdoNo ratings yet
- DRRMQ 3 W1Document44 pagesDRRMQ 3 W1Edelmar BenosaNo ratings yet
- Manual Book Verticality by TBiGMobileDocument27 pagesManual Book Verticality by TBiGMobileMuhammad Maulana SetiawanNo ratings yet
- Developmental Psychology-Revised 2018Document51 pagesDevelopmental Psychology-Revised 2018Aadya PoddarNo ratings yet
- E-RPMS PORTFOLIO (Design 3)_DepEdClickDocument51 pagesE-RPMS PORTFOLIO (Design 3)_DepEdClickauhsoj raluigaNo ratings yet
- DWDM PP AeDocument1 pageDWDM PP AeAmit SwarNo ratings yet
- MTech Seminar II and Project SyllabusDocument3 pagesMTech Seminar II and Project SyllabusrcherrNo ratings yet
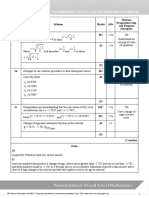
- Mark Scheme: Q Scheme Marks Aos Pearson Progression Step and Progress Descriptor 1A M1Document7 pagesMark Scheme: Q Scheme Marks Aos Pearson Progression Step and Progress Descriptor 1A M1Arthur LongwardNo ratings yet
- Sets ProbabilityDocument33 pagesSets ProbabilityGaithNo ratings yet
- Zinc Clad II (85) : Inorganic Zinc Rich CoatingDocument2 pagesZinc Clad II (85) : Inorganic Zinc Rich CoatingKatherine Marimón JiménezNo ratings yet
- SSC 211 ED Activity 4.1Document4 pagesSSC 211 ED Activity 4.1bernard bulloNo ratings yet
- ESE 601 Week 4 Assignment Universal Learning Characteristic1Document5 pagesESE 601 Week 4 Assignment Universal Learning Characteristic1Homeworkhelpbylance0% (1)
- SDT Pipedrive Sales Dashboard TemplateDocument10 pagesSDT Pipedrive Sales Dashboard TemplateMANEESH SINGHNo ratings yet
- 104 Question Papers - MergedDocument19 pages104 Question Papers - MergedRozy RayliNo ratings yet
- BS en 12457-2 - 2002Document30 pagesBS en 12457-2 - 2002Helio C. Souza33% (3)
- Small Sewage Treatment Plant PDFDocument44 pagesSmall Sewage Treatment Plant PDFNGUYEN EthanNo ratings yet
- 2018A4PS0580P Arpan Sharma: Experiment 7 Heat Exchanger - Shell and Tube ObjectiveDocument4 pages2018A4PS0580P Arpan Sharma: Experiment 7 Heat Exchanger - Shell and Tube ObjectiveArpanNo ratings yet
- Pilotstar D: Heading Control SystemDocument4 pagesPilotstar D: Heading Control SystemLuis Contenla YañezNo ratings yet
- Pengaruh Promosi Kesehatan Metode Penyuluhan Tentang Hiv/Aids Terhadap Peningkatan Pengetahuan Remaja Di Sma N 5 Padang Sari Setiarini AbstrakDocument7 pagesPengaruh Promosi Kesehatan Metode Penyuluhan Tentang Hiv/Aids Terhadap Peningkatan Pengetahuan Remaja Di Sma N 5 Padang Sari Setiarini AbstrakRafi SalimNo ratings yet
- Inovasi Kurikulum Berdasarkan Komponen Kurikulum Strategi Dan Evaluasi Oleh: Sri MaryatiDocument16 pagesInovasi Kurikulum Berdasarkan Komponen Kurikulum Strategi Dan Evaluasi Oleh: Sri MaryatiFitroh NailulNo ratings yet
- Full Scale Tests of Heat Strengthened Glass With Ceramic FritDocument17 pagesFull Scale Tests of Heat Strengthened Glass With Ceramic FritKároly FurusNo ratings yet
- ECG Synthtetic - Cloudias - 07311840000004Document8 pagesECG Synthtetic - Cloudias - 07311840000004Wheel ChairNo ratings yet
- Determine Crop Water Stress Using Deep Learning ModelsDocument22 pagesDetermine Crop Water Stress Using Deep Learning ModelsY19ec151No ratings yet
- Amazon Food Review Clustering Using K-Means, Agglomerative & DBSCANDocument79 pagesAmazon Food Review Clustering Using K-Means, Agglomerative & DBSCANkrishnaNo ratings yet