You might also like
- Heat Retention and RecoveryDocument16 pagesHeat Retention and RecoveryRucha patilNo ratings yet
- Thermodynamic analysis of geothermal heat pumps for civil air-conditioningFrom EverandThermodynamic analysis of geothermal heat pumps for civil air-conditioningRating: 5 out of 5 stars5/5 (2)
- Performance Evaluation of Typical FurnacesDocument9 pagesPerformance Evaluation of Typical FurnacesKuldeep RupareliaNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- WASTE HEAT RECOVERY (HRSG) PerformanceDocument17 pagesWASTE HEAT RECOVERY (HRSG) PerformanceEjaz AhmedNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Furnace: Mohamed Mosaad Ahmed Mohamed RagabDocument33 pagesFurnace: Mohamed Mosaad Ahmed Mohamed RagabMohamed Mosaed100% (2)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Waste Heat Recovery Devices and ApplicationsDocument18 pagesWaste Heat Recovery Devices and Applicationsdivyank3dNo ratings yet
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Waste Heat RecoveryDocument17 pagesWaste Heat Recoverynayan100% (2)
- Boiler Case StudyDocument17 pagesBoiler Case StudyAbu FaizNo ratings yet
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- Furnace OperationsDocument53 pagesFurnace OperationsRana Shahid Raza100% (1)
- Finite Physical Dimensions Optimal Thermodynamics 1: FundamentalsFrom EverandFinite Physical Dimensions Optimal Thermodynamics 1: FundamentalsNo ratings yet
- Literature ReviewDocument19 pagesLiterature ReviewManjari Jha0% (1)
- Co Generation Unit 4Document52 pagesCo Generation Unit 4Johnson Johnson100% (2)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Waste Heat RecoveryDocument37 pagesWaste Heat Recoveryommech2020No ratings yet
- Optimize Fired Heater Operations To Save MoneyDocument8 pagesOptimize Fired Heater Operations To Save Moneyyogitadoda100% (2)
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemFrom EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemNo ratings yet
- Fundamentals of Air Heating With Gas: Eclipse CombustionDocument4 pagesFundamentals of Air Heating With Gas: Eclipse CombustionErdinc SenmanNo ratings yet
- Question bank on furnaces for energy managersDocument7 pagesQuestion bank on furnaces for energy managersSagar Sanjay SonawaneNo ratings yet
- Heating Crude Oil in RefineriesDocument11 pagesHeating Crude Oil in RefineriesMohammed AlkhafajiNo ratings yet
- Waste Heat Recovery from Furnace Flue GasesDocument3 pagesWaste Heat Recovery from Furnace Flue GasesAMIT PRAJAPATINo ratings yet
- T PembakaranDocument34 pagesT Pembakarandimas setyawanNo ratings yet
- Advanced heating glassDocument44 pagesAdvanced heating glassmetalman_m67% (3)
- Waste Heat RecoveryDocument11 pagesWaste Heat RecoveryKashifKhan100% (1)
- Uebersetzung EnglischDocument4 pagesUebersetzung Englischduddu_nageshNo ratings yet
- Furnaces: Essential Heat SourcesDocument16 pagesFurnaces: Essential Heat SourcesHamzah A. LaftaNo ratings yet
- Furnaces in Power BoilerDocument34 pagesFurnaces in Power BoilerMohammed AzharuddinNo ratings yet
- Furnaces PDFDocument6 pagesFurnaces PDFAlaa El-sherbinNo ratings yet
- Furnaces classification and efficiency measuresDocument31 pagesFurnaces classification and efficiency measuresVignesh NayakNo ratings yet
- BOILERS Heat BalanceDocument71 pagesBOILERS Heat Balanceandryani octavia sari nasutionNo ratings yet
- Fired Heater Presentation - Final97 2003Document40 pagesFired Heater Presentation - Final97 2003Altif Abood100% (2)
- V3i5 Ijertv3is051014 PDFDocument5 pagesV3i5 Ijertv3is051014 PDFRaja ShannmugamNo ratings yet
- Thermal Energy ManagementDocument66 pagesThermal Energy ManagementKAZI SIAMUL ISLAMNo ratings yet
- Waste heat recovery technologies and applications overviewDocument17 pagesWaste heat recovery technologies and applications overviewSazid ZamanNo ratings yet
- Hot blast cupola recuperator using ceramic pelletsDocument18 pagesHot blast cupola recuperator using ceramic pelletsAtadiars Rizki PratamaNo ratings yet
- Unit 3. Furnaces: Professional Course in English "Process Technology. Equipment and Systems"Document20 pagesUnit 3. Furnaces: Professional Course in English "Process Technology. Equipment and Systems"Nathalia DelgadoNo ratings yet
- WWW - Beeindia.in Energy Managers Auditors Documents Guide Books 2Ch4Document31 pagesWWW - Beeindia.in Energy Managers Auditors Documents Guide Books 2Ch4samcat2009No ratings yet
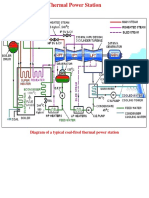
- Thermal Power Plant PDFDocument16 pagesThermal Power Plant PDFMoustafa MahmoudNo ratings yet
- Heat Losses in BoilersDocument5 pagesHeat Losses in Boilersgad480No ratings yet
- Waste Heat RecoveryDocument4 pagesWaste Heat RecoveryMudasar JavedNo ratings yet
- Lect-5 FurnaceDocument60 pagesLect-5 FurnaceIffat0% (1)
- Furnace or Fired Heater 3Document13 pagesFurnace or Fired Heater 3Nia Syafiqq100% (1)
- 4.12.1 Types and Classification of Different FurnacesDocument7 pages4.12.1 Types and Classification of Different FurnacesSheikh Muhammad Sikandar100% (1)
- WEAST HEAT RECOVERY Heating Purpose For Woldia University CaftiriaDocument10 pagesWEAST HEAT RECOVERY Heating Purpose For Woldia University CaftiriaMisge ChekoleNo ratings yet
- 2 BoilersDocument58 pages2 BoilersParameswararao BillaNo ratings yet
- Syllabus Waste Heat Recovery: Classification, Advantages and Applications, CommerciallyDocument10 pagesSyllabus Waste Heat Recovery: Classification, Advantages and Applications, Commerciallymanvendra sharmaNo ratings yet
- A Review On Waste Heat Recovery in IndustriesDocument4 pagesA Review On Waste Heat Recovery in IndustriesBharat ShirsathNo ratings yet
- Fluidized Bed Combustion in PracticeDocument95 pagesFluidized Bed Combustion in PracticeLTE002No ratings yet
- FurnacesDocument22 pagesFurnacesaipshitaNo ratings yet
- What is a Furnace? Types and Efficiency CalculationsDocument37 pagesWhat is a Furnace? Types and Efficiency Calculationsranveer100% (1)
- The Electric Arc FurnaceDocument11 pagesThe Electric Arc FurnacePushkar KhannaNo ratings yet
- Boiler Construction N19Document16 pagesBoiler Construction N191907nirmal100% (1)
- DV Actuator SizingDocument2 pagesDV Actuator SizingMuhammadImaduddienSalamNo ratings yet
- Fluids Dynamic PDFDocument34 pagesFluids Dynamic PDFAhmad CakepNo ratings yet
- 20100PE-DW02-0013 Rev0 11-SD-2104Document1 page20100PE-DW02-0013 Rev0 11-SD-2104Jovit BeaNo ratings yet
- ENTONOX EA Factsheet - HLC409875 - tcm409-64837Document1 pageENTONOX EA Factsheet - HLC409875 - tcm409-64837soma kiranNo ratings yet
- DOE-Gas Turbine HandbookDocument549 pagesDOE-Gas Turbine HandbookKrasimir Ivanov88% (8)
- UNIT-10, 3x660MW, KTPS: High Energy Drain Valves Body Temperature MappingDocument2 pagesUNIT-10, 3x660MW, KTPS: High Energy Drain Valves Body Temperature Mappingrbdubey2020No ratings yet
- 1 Portable Dew Point MeterDocument6 pages1 Portable Dew Point Meteranupam789No ratings yet
- Pipe Identification Tape To ISO 14726: Regulations 50mm (2") Reference Color and CodeDocument1 pagePipe Identification Tape To ISO 14726: Regulations 50mm (2") Reference Color and CodeMilkovic DinoNo ratings yet
- Peng-Robinson (PR) : Use of Equations of State and Equation of State Software PackagesDocument7 pagesPeng-Robinson (PR) : Use of Equations of State and Equation of State Software PackagesgeorgenzNo ratings yet
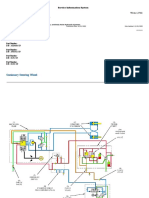
- Steering System: Systems OperationDocument7 pagesSteering System: Systems Operationallan lariosaNo ratings yet
- Week 4 - Actual Rankine CycleDocument13 pagesWeek 4 - Actual Rankine CycleLester Jave HechanovaNo ratings yet
- Colligative PropertiesDocument41 pagesColligative PropertiesJoshua SagunNo ratings yet
- Pipe Wall Thickness (Complete)Document40 pagesPipe Wall Thickness (Complete)Andri PutraNo ratings yet
- GuiaZonaExplosivaUSA EUROPA PDFDocument1 pageGuiaZonaExplosivaUSA EUROPA PDFRafaelNo ratings yet
- STR 2011 2 e 14 Menon eDocument4 pagesSTR 2011 2 e 14 Menon ePrashanthMNairNo ratings yet
- ABB 2600 Series-SealsDocument40 pagesABB 2600 Series-SealsDarkhan Serikbayev100% (1)
- LNGC DISHA - IMO 9250713 - Cargo Operating ManualDocument280 pagesLNGC DISHA - IMO 9250713 - Cargo Operating Manualseawolf50No ratings yet
- Lab 2 ReportDocument29 pagesLab 2 ReportBobby Golas100% (2)
- Wholesale Price List: Q-2020 Tube Fittings and ValvesDocument20 pagesWholesale Price List: Q-2020 Tube Fittings and ValvesTunji AminuNo ratings yet
- 02 - Types of TurbinesDocument46 pages02 - Types of Turbinesranjan08838No ratings yet
- 48" X 15' Three Phase Test SeparatorDocument2 pages48" X 15' Three Phase Test Separatorpraash bhattNo ratings yet
- Compressor Station (Specification 98A)Document2 pagesCompressor Station (Specification 98A)Gloria HamiltonNo ratings yet
- 0302 14 PDFDocument3 pages0302 14 PDFRony CruzNo ratings yet
- CE 324 - Module 1Document13 pagesCE 324 - Module 1jrpogicocNo ratings yet
- Fluid Mechanics Q BankDocument13 pagesFluid Mechanics Q BanksampathkumarNo ratings yet
- 204 - 3 FGD3 Technical Data SheetDocument2 pages204 - 3 FGD3 Technical Data SheetelliotmoralesNo ratings yet
- Fundamentals of Combustible Gas DetectionDocument34 pagesFundamentals of Combustible Gas Detectionrobisiz7299No ratings yet
- API 570 Piping Inspection: © Matthews Engineering Training LTDDocument35 pagesAPI 570 Piping Inspection: © Matthews Engineering Training LTDahmed alhassan100% (1)
- Kenr5406 03 00 PubDocument2 pagesKenr5406 03 00 PubAhmed MoustafaNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesFrom EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaFrom EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaRating: 4 out of 5 stars4/5 (5)
- Mooring System Engineering for Offshore StructuresFrom EverandMooring System Engineering for Offshore StructuresRating: 5 out of 5 stars5/5 (1)