You might also like
- Method Statement For Coating of TanksDocument18 pagesMethod Statement For Coating of Tanksmkcsekar79% (14)
- RB41J7235SR PDFDocument93 pagesRB41J7235SR PDFdanielradu27No ratings yet
- PCB MANAGEMENT PLAN SUMMARYDocument9 pagesPCB MANAGEMENT PLAN SUMMARYjobpei2No ratings yet
- Material Traceability Procedure EMC-MTP-01Document9 pagesMaterial Traceability Procedure EMC-MTP-01Roshan Aravinth100% (2)
- Operating DSC Analyzer SOPDocument3 pagesOperating DSC Analyzer SOPKeshab Pradhan100% (1)
- PQ-example Guidelis SampleDocument6 pagesPQ-example Guidelis Sampleasit_mNo ratings yet
- Sample, Labeling, Packing, ShippingDocument12 pagesSample, Labeling, Packing, ShippingAnonymous ggRTHDKe6No ratings yet
- Kencana Infrastructure Quality Assurance ProcedureDocument22 pagesKencana Infrastructure Quality Assurance Procedurenaseema1100% (9)
- Petroleum Development Oman Gathering Station - On Plot (No. 47), Ghaba North Pdo Contract No .Document10 pagesPetroleum Development Oman Gathering Station - On Plot (No. 47), Ghaba North Pdo Contract No .Burning TrainNo ratings yet
- POSITIVE RECALL PROCEDUREDocument6 pagesPOSITIVE RECALL PROCEDURESiva RamNo ratings yet
- GE 2013 CAFE and Built-In Style French Door Refrigerator Training ManualDocument82 pagesGE 2013 CAFE and Built-In Style French Door Refrigerator Training Manuali0leg33100% (1)
- Com 07 3 PR 0002 Rev.0 (Field Material Control Procedure) (GenDocument14 pagesCom 07 3 PR 0002 Rev.0 (Field Material Control Procedure) (Genmajid fadaNo ratings yet
- Kertas Penerangan c03 - Composite Product Forming Process (Open Mould) P (4-6)Document21 pagesKertas Penerangan c03 - Composite Product Forming Process (Open Mould) P (4-6)Muhammad ZulfamiNo ratings yet
- MY06-C-E-MOS-CC-0004 MOS for Cable Ladder InstallationDocument35 pagesMY06-C-E-MOS-CC-0004 MOS for Cable Ladder InstallationSjkt BekokNo ratings yet
- 6.4 Procedure For InsulationDocument11 pages6.4 Procedure For Insulationrendra syamNo ratings yet
- Method of Statement Material Handling, Preservation and StorageDocument8 pagesMethod of Statement Material Handling, Preservation and StoragefazalrehmanNo ratings yet
- PSP-KPD-FAB-G6014 R3215 Mechanical Completion Procedure Rev A1Document16 pagesPSP-KPD-FAB-G6014 R3215 Mechanical Completion Procedure Rev A1Badri AbdullahNo ratings yet
- Presentation. TamlDocument44 pagesPresentation. TamlDEVARAJU VNo ratings yet
- P01-Welding Consm ControlDocument5 pagesP01-Welding Consm ControlvenkateshNo ratings yet
- Report - QC - July 2022Document40 pagesReport - QC - July 2022Kieron Ivan M. GutierrezNo ratings yet
- QMS 2Document89 pagesQMS 2Oki SyahrialNo ratings yet
- Form J - Item 4 - Quality Control PlanDocument10 pagesForm J - Item 4 - Quality Control PlanBALARISI ENGINEERNo ratings yet
- MSD ProcedureeDocument22 pagesMSD Procedureeram dhukeNo ratings yet
- Standard Operating Procedure: Title: Materials Control - Work in Process (WIP) ApprovalsDocument2 pagesStandard Operating Procedure: Title: Materials Control - Work in Process (WIP) ApprovalsRAHUL YADAV100% (1)
- Fire Protection System Installation Work ProceduresDocument9 pagesFire Protection System Installation Work ProceduresYuki SukarnoNo ratings yet
- Method Statement For Handling, Storage, Packaging, Preservation and Delivery1Document14 pagesMethod Statement For Handling, Storage, Packaging, Preservation and Delivery1Javed MA0% (1)
- Method Statement: Underground Waterproofing Using Hdpe Waterproofing System From FosrocDocument10 pagesMethod Statement: Underground Waterproofing Using Hdpe Waterproofing System From Fosrocdindo lauronNo ratings yet
- Damaged Spool Replacement GuideDocument12 pagesDamaged Spool Replacement GuideMohsen KeramatiNo ratings yet
- Bleaching PowderDocument15 pagesBleaching PowderJanith Saumya BandaraNo ratings yet
- SOP - 05 - Transportatio ProcedureDocument31 pagesSOP - 05 - Transportatio ProcedureSuci YatiningtiyasNo ratings yet
- J STD 020Document13 pagesJ STD 020Wandyy GonçalvesNo ratings yet
- Field CoatingDocument26 pagesField Coatingsohn2342100% (1)
- Standard Test Procedures Manual: 1. Scope 1.1 Description of TestDocument3 pagesStandard Test Procedures Manual: 1. Scope 1.1 Description of TestTemur LomidzeNo ratings yet
- 05 Method of Statment - Duct Insulation - PSDocument11 pages05 Method of Statment - Duct Insulation - PSUnique PlanningNo ratings yet
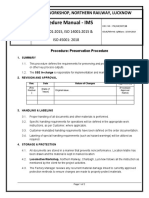
- Procedure Manual - IMS: Locomotive Workshop, Northern Railway, LucknowDocument2 pagesProcedure Manual - IMS: Locomotive Workshop, Northern Railway, LucknowMarjorie Dulay DumolNo ratings yet
- SOP-0005-Standard Operating (Work) Procedure - Store ManagementDocument37 pagesSOP-0005-Standard Operating (Work) Procedure - Store Managementlelu ojhaNo ratings yet
- P & G F & H C R M P I R: Rocter Amble Abric OME AREDocument2 pagesP & G F & H C R M P I R: Rocter Amble Abric OME AREIssam LahlouNo ratings yet
- DRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFDocument36 pagesDRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFrodman823No ratings yet
- TTA-NDT-PMI-001 Rev.00 PDFDocument8 pagesTTA-NDT-PMI-001 Rev.00 PDFTrịnh Quốc TuyếnNo ratings yet
- Method Statement For Water Proofing For Railway 24-06-2020Document5 pagesMethod Statement For Water Proofing For Railway 24-06-2020Bhavanishankar shettyNo ratings yet
- Method of Statement For FRP Lining TankDocument5 pagesMethod of Statement For FRP Lining Tankmoytabura96100% (3)
- Job Procedure for Incoming Material Checking & WarehousingDocument6 pagesJob Procedure for Incoming Material Checking & WarehousingShubham ShuklaNo ratings yet
- Equipments Raw MaterialsDocument5 pagesEquipments Raw MaterialsDivya KMNo ratings yet
- Report - QC - May 2022Document38 pagesReport - QC - May 2022Kieron Ivan M. GutierrezNo ratings yet
- PQC-03 Rev 1 Procedimiento Postweld Heat TreatmentDocument7 pagesPQC-03 Rev 1 Procedimiento Postweld Heat Treatmentjose alberto gamiñoNo ratings yet
- Material Handling Procedure-SAMREFDocument6 pagesMaterial Handling Procedure-SAMREFOmer Sheraz Awan100% (1)
- Jep 113 BDocument10 pagesJep 113 BCezaryCezasNo ratings yet
- Amercoat® 71 TC: Product Data SheetDocument5 pagesAmercoat® 71 TC: Product Data SheetNizar BouchaalaNo ratings yet
- GRP Piping Installation for RO Water PlantDocument71 pagesGRP Piping Installation for RO Water Plantadnan hanifNo ratings yet
- Quality Control of Industrial Painting Operations: William D. Corbett KTA-Tator, IncDocument61 pagesQuality Control of Industrial Painting Operations: William D. Corbett KTA-Tator, IncKis GáborNo ratings yet
- Procedure For Storage PreservationDocument4 pagesProcedure For Storage Preservationriyas.hvacworkNo ratings yet
- Welding Consumable Control ProcedureDocument15 pagesWelding Consumable Control ProcedureTadaya KasaharaNo ratings yet
- Handling, Storage, and Preservation ProcedureDocument5 pagesHandling, Storage, and Preservation ProcedureAlmario Sagun100% (1)
- STS Qac Sop 005 Joint Integrity ProcedureDocument32 pagesSTS Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNo ratings yet
- Corp-058 Tech Spec - Covered Conducor - Al 59 Acs PDFDocument34 pagesCorp-058 Tech Spec - Covered Conducor - Al 59 Acs PDFCabcon IndiaNo ratings yet
- Environmental and Plant Hygiene Monitoring ProcedureDocument8 pagesEnvironmental and Plant Hygiene Monitoring ProcedureelvinmauyaNo ratings yet
- JMS Office WorkstationDocument7 pagesJMS Office WorkstationMohd NoorNo ratings yet
- Steel-Wrap MCU Subsea Detailed Install Guide R1, 05.10.16Document23 pagesSteel-Wrap MCU Subsea Detailed Install Guide R1, 05.10.16Masood KhanNo ratings yet
- J-STD-020C Proposed STD Jan04Document13 pagesJ-STD-020C Proposed STD Jan04Bự BụngNo ratings yet
- Inside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryFrom EverandInside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryNo ratings yet
- Handbook of Adhesive Bonded Structural RepairFrom EverandHandbook of Adhesive Bonded Structural RepairRating: 5 out of 5 stars5/5 (1)
- M2u 20240325 1309Document1 pageM2u 20240325 1309Muhammad ZulfamiNo ratings yet
- Cost Set-Up 2024Document2 pagesCost Set-Up 2024Muhammad ZulfamiNo ratings yet
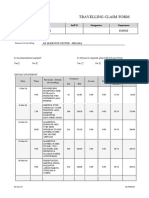
- Travel Claim MAR24..Document2 pagesTravel Claim MAR24..Muhammad ZulfamiNo ratings yet
- Senarai Panel IPTS Dan ILKS 2022updateDocument2 pagesSenarai Panel IPTS Dan ILKS 2022updateMuhammad ZulfamiNo ratings yet
- Mohun New Skill Combination Tree ChartDocument1 pageMohun New Skill Combination Tree ChartMuhammad ZulfamiNo ratings yet
- QT 02305001Document3 pagesQT 02305001Muhammad ZulfamiNo ratings yet
- QT 02305001Document3 pagesQT 02305001Muhammad ZulfamiNo ratings yet
- 019 Muhd Zulfahmi 10Document1 page019 Muhd Zulfahmi 10Muhammad ZulfamiNo ratings yet
- QT 02305001Document3 pagesQT 02305001Muhammad ZulfamiNo ratings yet
- AK Learning Payslip September 2022Document1 pageAK Learning Payslip September 2022Muhammad ZulfamiNo ratings yet
- WET LAY UP TOOLS AND SUPPLIESDocument1 pageWET LAY UP TOOLS AND SUPPLIESMuhammad ZulfamiNo ratings yet
- 019 Muhd Zulfami 7Document1 page019 Muhd Zulfami 7Muhammad ZulfamiNo ratings yet
- 019 Muhd Zulfahmi 8Document1 page019 Muhd Zulfahmi 8Muhammad ZulfamiNo ratings yet
- 019 Muhd Zulfahmi 12Document1 page019 Muhd Zulfahmi 12Muhammad ZulfamiNo ratings yet
- 019 Muhd Zulfahmi 11Document1 page019 Muhd Zulfahmi 11Muhammad ZulfamiNo ratings yet
- Student Internship LogbookDocument218 pagesStudent Internship LogbookMuhammad ZulfamiNo ratings yet
- Hadi - Student Internship Satisfaction SurveyDocument3 pagesHadi - Student Internship Satisfaction SurveyMuhammad ZulfamiNo ratings yet
- Operating Manual - 86 °C Premium FreezersDocument62 pagesOperating Manual - 86 °C Premium Freezersalex_341045866No ratings yet
- Study Vapour Absorption Refrigeration SystemDocument5 pagesStudy Vapour Absorption Refrigeration SystemMohdQasimNo ratings yet
- Brochure JRI-MySirius LABO en BDDocument7 pagesBrochure JRI-MySirius LABO en BDJuan Felipe MoralesNo ratings yet
- 2005_Discovery 3, Ranger 4, Pageant 5, Senator 5 (1)Document16 pages2005_Discovery 3, Ranger 4, Pageant 5, Senator 5 (1)AlfonsoNo ratings yet
- Frigidaire Refrigerator Next Generation Controls - Replacing The Control and Damper AssemblyDocument3 pagesFrigidaire Refrigerator Next Generation Controls - Replacing The Control and Damper AssemblySamurai Appliance Repair Man100% (2)
- Industrial Food Freezing Systems: - 18 - 35°C. Chapter 10 Has Frozen Storage Temperatures For SpeDocument6 pagesIndustrial Food Freezing Systems: - 18 - 35°C. Chapter 10 Has Frozen Storage Temperatures For SpeFlorin OnucNo ratings yet
- Samsung CAC (MSP Duct) Service ManualDocument153 pagesSamsung CAC (MSP Duct) Service Manualsonic86590% (1)
- Personal Hygiene PRP PDFDocument28 pagesPersonal Hygiene PRP PDFnataliatirtaNo ratings yet
- Online Cupcake Shop in Pakistan Offers Wide Variety of Delectable TreatsDocument62 pagesOnline Cupcake Shop in Pakistan Offers Wide Variety of Delectable TreatsMasooma Raza100% (1)
- Tle DLP 2019Document18 pagesTle DLP 2019Charlene May Chin ReyesNo ratings yet
- Bosch Ref Bottom MountDocument71 pagesBosch Ref Bottom MountΓΙΩΡΓΟΣ ΖΑΝΤΖΑΣNo ratings yet
- Aegis El RG 4m El RG 4k Manual 21-03-31Document8 pagesAegis El RG 4m El RG 4k Manual 21-03-31Billel BendahmaneNo ratings yet
- Dometic Manual Refrigerator Diagnostic Service ManualDocument52 pagesDometic Manual Refrigerator Diagnostic Service ManualCesar Alejandro Isaza RoldanNo ratings yet
- Important Safeguards: Hous Hold UDocument11 pagesImportant Safeguards: Hous Hold USosoNo ratings yet
- Defy FunworldDocument7 pagesDefy FunworldtachizwNo ratings yet
- Tec 1st Anniversary ProductsDocument14 pagesTec 1st Anniversary ProductsAde AdesinaNo ratings yet
- Subzero Design GuideDocument96 pagesSubzero Design GuideBoris TapiaNo ratings yet
- Ghoubali Et Al. 2017Document15 pagesGhoubali Et Al. 2017Francisco OppsNo ratings yet
- Minced Meat Lab Report DiscussionDocument10 pagesMinced Meat Lab Report DiscussionMorgan Phrasaddha Naidu PuspakaranNo ratings yet
- Handout - Food PreservationDocument2 pagesHandout - Food PreservationRhoda Bayacal YnteNo ratings yet
- KENWOOD 60cm Tall Larder Fridge - Silver KTL60X15 ManualDocument20 pagesKENWOOD 60cm Tall Larder Fridge - Silver KTL60X15 ManualDaniel HuizerNo ratings yet
- HAAVINESH A - L GANESH Moe - THEME 3 HEAT 4.3 SPECIFIC LATENT HEAT - STUDENTDocument24 pagesHAAVINESH A - L GANESH Moe - THEME 3 HEAT 4.3 SPECIFIC LATENT HEAT - STUDENTHaavinesh Ganesh100% (1)
- AC Comp FailureDocument21 pagesAC Comp Failurebjb767No ratings yet
- lfx31945st Owners ManualDocument63 pageslfx31945st Owners ManualTongyu WangNo ratings yet
- LM StarchdishesDocument38 pagesLM StarchdishesGrace Mary Mascariñas JaoNo ratings yet
- Dkapeb1000702 Dn45a802 077b Brochure Sep10Document16 pagesDkapeb1000702 Dn45a802 077b Brochure Sep10André ViegasNo ratings yet
- Heat Pumps BrochureDocument54 pagesHeat Pumps Brochurelekesam918No ratings yet