You might also like
- 100 IC CircuitsDocument34 pages100 IC CircuitselektrorwbNo ratings yet
- 4.repairing For Concrete Structure MethodologyDocument4 pages4.repairing For Concrete Structure MethodologyEyutt Hghgh100% (1)
- AMORC What Constitutes A High Degree Member in AMORC 2Document3 pagesAMORC What Constitutes A High Degree Member in AMORC 2Francis EjikeNo ratings yet
- GRP General Procedure (EWS)Document16 pagesGRP General Procedure (EWS)Maged Ali Ragheb100% (1)
- SOP For Changeovers Carried Out in Manufacturing and Packing AreaDocument2 pagesSOP For Changeovers Carried Out in Manufacturing and Packing Areareflectprakash3610No ratings yet
- 1 TabletDocument45 pages1 TabletkjghlkdfjgNo ratings yet
- SOP For Operation of Carton Coding MachineDocument3 pagesSOP For Operation of Carton Coding MachineJayant Kumar JhaNo ratings yet
- RF-9801 Lamination Adhesive For Soft PackageDocument4 pagesRF-9801 Lamination Adhesive For Soft PackageWasif AzimNo ratings yet
- Standard Welding Procedure SpecificationsDocument2 pagesStandard Welding Procedure SpecificationsAnonymous dh6DITNo ratings yet
- Demag Liquid Silicone Rubber Inj Moulding PDFDocument8 pagesDemag Liquid Silicone Rubber Inj Moulding PDFMed AliNo ratings yet
- Cisco 1 Reviewer For Final ExamDocument9 pagesCisco 1 Reviewer For Final ExamAlNo ratings yet
- Technical Data Sheet: Three Bond 1104Document2 pagesTechnical Data Sheet: Three Bond 1104Diaz RiriNo ratings yet
- Ipc 7527Document3 pagesIpc 7527ram dhuke100% (1)
- Moisture Sensitive Devices (MSD) / Moisture Sensitivity Levels (MSL)Document16 pagesMoisture Sensitive Devices (MSD) / Moisture Sensitivity Levels (MSL)Muneendra SharmaNo ratings yet
- J STD 020Document13 pagesJ STD 020Wandyy GonçalvesNo ratings yet
- Rework SOP - Finished Product PDFDocument1 pageRework SOP - Finished Product PDFRizwan KhanNo ratings yet
- Coating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemDocument47 pagesCoating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemSorelis Colmenarez OchoaNo ratings yet
- The Word Became Flesh An Exploratory Essay On Jesu 003Document62 pagesThe Word Became Flesh An Exploratory Essay On Jesu 003Alexios VrionisNo ratings yet
- Iec 60812-2006Document11 pagesIec 60812-2006Refibrian Dwiki100% (1)
- Understanding Blow Molding: Norman C. LeeDocument11 pagesUnderstanding Blow Molding: Norman C. LeeKiran ModakNo ratings yet
- Modified Atmosphere Packaging AssignmentDocument22 pagesModified Atmosphere Packaging AssignmentSanjhai PrakashNo ratings yet
- MSL3 Guideline 1Document3 pagesMSL3 Guideline 1Alex GarciaNo ratings yet
- Whitepaper - Is Your Dry Storage J-Standard Compliant From ECDDocument10 pagesWhitepaper - Is Your Dry Storage J-Standard Compliant From ECDAdair NettoNo ratings yet
- Kertas Penerangan c01 - Composite Material Preparation P (1-2)Document7 pagesKertas Penerangan c01 - Composite Material Preparation P (1-2)Muhammad ZulfamiNo ratings yet
- Intan Moisture Sensitive Device GuideDocument1 pageIntan Moisture Sensitive Device GuideAdair NettoNo ratings yet
- FG00212 Cashbox Cleaning ProceduresDocument2 pagesFG00212 Cashbox Cleaning ProceduresHansel Manuel Torres EyssericNo ratings yet
- PR 1440 M Class B - Tds - LJF - SilmidDocument3 pagesPR 1440 M Class B - Tds - LJF - Silmidadip1971890No ratings yet
- ALTERA MSL BakingDocument6 pagesALTERA MSL BakingJuan Dila CruzNo ratings yet
- Formula 152 Topcoat (MILDTL-24441)Document4 pagesFormula 152 Topcoat (MILDTL-24441)Trịnh Minh KhoaNo ratings yet
- Boss 11T-107 Installation Manual A 0Document54 pagesBoss 11T-107 Installation Manual A 0Ardi WiranataNo ratings yet
- Polyglass VEHA - Surface Prep and Application ProcedureDocument6 pagesPolyglass VEHA - Surface Prep and Application Proceduresyed jeelani ahmedNo ratings yet
- P & G F & H C R M P I R: Rocter Amble Abric OME AREDocument2 pagesP & G F & H C R M P I R: Rocter Amble Abric OME AREIssam LahlouNo ratings yet
- Sachet Packing Machine DCK240Document28 pagesSachet Packing Machine DCK240Jimi Luis Berrocal JaramilloNo ratings yet
- PdsDocument3 pagesPdsEnrico SaviraNo ratings yet
- Boss 107 Installation M1.1 PDFDocument16 pagesBoss 107 Installation M1.1 PDFEduardo E Hernandez AguirreNo ratings yet
- Caution: CCN: 80440142 Rev. ADocument5 pagesCaution: CCN: 80440142 Rev. AGustavo HuertasNo ratings yet
- SOP For DSCDocument3 pagesSOP For DSCKeshab Pradhan100% (1)
- TDS Tankguard 412 English (Uk) Issued.22.05.2009Document4 pagesTDS Tankguard 412 English (Uk) Issued.22.05.2009Ahmed NabilNo ratings yet
- Best Practice of Garments Washing FactoryDocument3 pagesBest Practice of Garments Washing FactorynaveedNo ratings yet
- Best Practice of Garments Washing Factory PDFDocument3 pagesBest Practice of Garments Washing Factory PDFMirza MoniNo ratings yet
- 3m 323 EpoxyDocument3 pages3m 323 EpoxyFazeel Rick MohammedNo ratings yet
- Project Profile On Soyabean Oil PDFDocument9 pagesProject Profile On Soyabean Oil PDFsumitNo ratings yet
- Operation Inst MachineDocument22 pagesOperation Inst MachineSachin SampatNo ratings yet
- The Screw and Barrel SystemDocument31 pagesThe Screw and Barrel SystemAnonymous oyUAtpKNo ratings yet
- Kodak, Single-Use Chemistry Kit, ProcessDocument8 pagesKodak, Single-Use Chemistry Kit, ProcessErden Sizgek100% (2)
- Model 475EZ Belt Scale Manual - PDF For IngridDocument21 pagesModel 475EZ Belt Scale Manual - PDF For IngridglizamabNo ratings yet
- Cleankeep 5000 TDSDocument2 pagesCleankeep 5000 TDSSoporte TecnicoNo ratings yet
- 3517Document31 pages3517Norbey Marin MorenoNo ratings yet
- Sikafloor - 290 PrimerDocument4 pagesSikafloor - 290 PrimerMaha MuflehNo ratings yet
- Evaluation AnswerDocument7 pagesEvaluation AnswerAdam HaziqNo ratings yet
- 2K NTNK 101 Matt Coat TilDocument3 pages2K NTNK 101 Matt Coat TilpassqwertyNo ratings yet
- CleanVac (User Manual)Document19 pagesCleanVac (User Manual)AngelaNo ratings yet
- Penguard Clear Sealer: Technical Data Sheet Application GuideDocument7 pagesPenguard Clear Sealer: Technical Data Sheet Application GuideAnonymous 4SFfEmcHmDNo ratings yet
- ManualDocument21 pagesManualmohammad.zNo ratings yet
- 323 Data Sheet and Application GuideDocument4 pages323 Data Sheet and Application Guidejast111No ratings yet
- Apcoflor TC 510 - TDSDocument3 pagesApcoflor TC 510 - TDSdeekshithNo ratings yet
- Amercoat 253Document4 pagesAmercoat 253Sherif AbdelhameedNo ratings yet
- Rev004Document3 pagesRev004Issam LahlouNo ratings yet
- Megayacht Imperial Antifouling DataDocument3 pagesMegayacht Imperial Antifouling DatakormatekNo ratings yet
- APDD 339A Sierra Long Term StorageDocument4 pagesAPDD 339A Sierra Long Term StorageCesar HernandezNo ratings yet
- Kertas Penerangan c03 - Composite Product Forming Process (Open Mould) P (4-6)Document21 pagesKertas Penerangan c03 - Composite Product Forming Process (Open Mould) P (4-6)Muhammad ZulfamiNo ratings yet
- Usp 671 - 42Document6 pagesUsp 671 - 42amitdi001_667397546No ratings yet
- Loctite 596™: SurfacesDocument2 pagesLoctite 596™: Surfaces楼淼森No ratings yet
- Interbond 600 PDFDocument4 pagesInterbond 600 PDFTrịnh Minh KhoaNo ratings yet
- Penguard Primer Datasheet " Azadjotun"Document3 pagesPenguard Primer Datasheet " Azadjotun"AzadAhmadNo ratings yet
- Sip 550a SPMDocument58 pagesSip 550a SPMplvg2009No ratings yet
- Inside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryFrom EverandInside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- 0603 ResistorDocument20 pages0603 Resistorram dhukeNo ratings yet
- Machine Standard Configuration: Horizon 03ixDocument8 pagesMachine Standard Configuration: Horizon 03ixram dhukeNo ratings yet
- Samsung CapacitorDocument21 pagesSamsung Capacitorram dhukeNo ratings yet
- NETVIADocument13 pagesNETVIAram dhukeNo ratings yet
- Gemba WalkDocument9 pagesGemba Walkram dhukeNo ratings yet
- Mens Trouser Measurement Chart-2Document1 pageMens Trouser Measurement Chart-2ram dhukeNo ratings yet
- Metal Roof Roll Forming MachineDocument6 pagesMetal Roof Roll Forming MachineDarío Fernando LemaNo ratings yet
- Investigation Gr. 8Document6 pagesInvestigation Gr. 8Marthie van zylNo ratings yet
- Theoretical Foundations of Nursing - Review MaterialDocument10 pagesTheoretical Foundations of Nursing - Review MaterialKennethNo ratings yet
- Basic Concepts of SociologyDocument4 pagesBasic Concepts of SociologyAiman HaiqarlNo ratings yet
- Business, Government & Society: Pawan Kumar N K 12301005Document8 pagesBusiness, Government & Society: Pawan Kumar N K 12301005Pawan NkNo ratings yet
- Apacer SV250 CFast BiCS5 AA2 XX5XXX XXXEX Spec v1 - 3107344Document25 pagesApacer SV250 CFast BiCS5 AA2 XX5XXX XXXEX Spec v1 - 3107344ManunoghiNo ratings yet
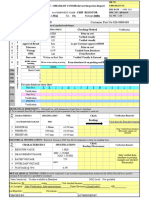
- VTE Risk Assessment Tool Caprini Score Card Eng 30apr2018Document2 pagesVTE Risk Assessment Tool Caprini Score Card Eng 30apr2018Ahmed MohammedNo ratings yet
- Writing Good PI ObjectivesDocument42 pagesWriting Good PI Objectivesfrankiepaul06No ratings yet
- Westbury High School: Science Department Lesson PlanDocument3 pagesWestbury High School: Science Department Lesson PlanChrs TomNo ratings yet
- Concept Paper Group 1Document9 pagesConcept Paper Group 1Kaime KeilarNo ratings yet
- CekocideDocument1 pageCekocideKaren Claire HorcaNo ratings yet
- Camera CalibrationDocument11 pagesCamera CalibrationFabien MairesseNo ratings yet
- Jurnal Milk Fever 3Document9 pagesJurnal Milk Fever 3darisNo ratings yet
- Lecture-I Introduction To Concrete TechnologyDocument102 pagesLecture-I Introduction To Concrete Technologyjs kalyana rama100% (4)
- January 2005 6677 Mechanics M1: Mark SchemeDocument7 pagesJanuary 2005 6677 Mechanics M1: Mark SchemeWael TareqNo ratings yet
- Chapter 34 - The Influence of Monetary and Fiscal Policy On Aggregate Demand (Compatibility Mode) PDFDocument19 pagesChapter 34 - The Influence of Monetary and Fiscal Policy On Aggregate Demand (Compatibility Mode) PDFthanhvu78No ratings yet
- Loving Vincent: by Dorota KobielaDocument45 pagesLoving Vincent: by Dorota KobielaFairut CharrisNo ratings yet
- Apple Computer Inc. v. Burst - Com, Inc. - Document No. 146Document39 pagesApple Computer Inc. v. Burst - Com, Inc. - Document No. 146Justia.comNo ratings yet
- Mono and DicotDocument3 pagesMono and Dicotlady chaseNo ratings yet
- Mita Lifestyle Agenda ContentDocument263 pagesMita Lifestyle Agenda Contentnacentral13517No ratings yet
- Equipment: MR 51 / MR 51V42 - Handy Power MR 56 / MR 56V42 - Strong PowerDocument4 pagesEquipment: MR 51 / MR 51V42 - Handy Power MR 56 / MR 56V42 - Strong PowerIsmailBelguithNo ratings yet
- Pipe Span ChartDocument1 pagePipe Span ChartazamshafiqNo ratings yet