You might also like
- Diagnosis Dt466 & 530 eDocument3 pagesDiagnosis Dt466 & 530 eCesar Bayes Ramos100% (1)
- 4G9 Engine Service SpecificationsDocument475 pages4G9 Engine Service SpecificationsIbrahim Pagbelem100% (1)
- Manual de Taller Mitsubishi 4g64Document108 pagesManual de Taller Mitsubishi 4g64MirellaGonzalezGarrido100% (1)
- 2005 Deep Snow Polaris 900 Service ManualDocument308 pages2005 Deep Snow Polaris 900 Service ManualManual Guy100% (6)
- Mitsubishi Motors Automobile Parts 4D68Document68 pagesMitsubishi Motors Automobile Parts 4D68Koji Choqueticlla50% (2)
- King Quad 700 Tips 101 Ver 1.2Document36 pagesKing Quad 700 Tips 101 Ver 1.2Andy House100% (1)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Service Manual for Caterpillar 3304 and 3306 Industrial & Marine EnginesDocument827 pagesService Manual for Caterpillar 3304 and 3306 Industrial & Marine Enginesruss mathis100% (35)
- The Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreFrom EverandThe Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreRating: 3 out of 5 stars3/5 (2)
- Mitsubishi Engine 4g1 Series Shop ManualDocument10 pagesMitsubishi Engine 4g1 Series Shop Manualtheresa100% (49)
- Isuzu Bellett Diesel Engine Fuel System GuideDocument41 pagesIsuzu Bellett Diesel Engine Fuel System GuideMynor WittNo ratings yet
- 4G93 PDFDocument130 pages4G93 PDFMarco Diaz100% (2)
- Group 11e Engine Mechanical - PDFDocument52 pagesGroup 11e Engine Mechanical - PDFm.fadhlyaugustami fadhlyNo ratings yet
- Mechanics of Materials An Integrated Learning System 4th Edition Philpot Solutions ManualDocument22 pagesMechanics of Materials An Integrated Learning System 4th Edition Philpot Solutions Manualelmerhelenb7446100% (24)
- Stanadyne 05001Document4 pagesStanadyne 05001José O TelloNo ratings yet
- Mitsubishi Engine F9Q Series Workshop ManualDocument48 pagesMitsubishi Engine F9Q Series Workshop ManualAlexandru sNo ratings yet
- SAEJ101 V 001Document10 pagesSAEJ101 V 001Marcos Verissimo Juca de PaulaNo ratings yet
- SRP SeriesDocument19 pagesSRP SeriesPlingu RazvanNo ratings yet
- Modeling The Life Cycle Cost of Jet Engine MaintenanceDocument105 pagesModeling The Life Cycle Cost of Jet Engine Maintenanceralf_seemann100% (3)
- SRP 3030Document25 pagesSRP 3030waleedyehia100% (1)
- Basic Information TJ100 - AJ Revision 5Document12 pagesBasic Information TJ100 - AJ Revision 5Mohammad Lavasani100% (1)
- Injection Pump Test Specifications: Manu-Facturer Engine Type Vehicle ModelDocument2 pagesInjection Pump Test Specifications: Manu-Facturer Engine Type Vehicle ModelKevin Ttito100% (1)
- Suzuki - fz50 - Servicemanual - 4 El NegroDocument97 pagesSuzuki - fz50 - Servicemanual - 4 El NegroJoseph TrianaNo ratings yet
- Module in Industrial Arts 1Document76 pagesModule in Industrial Arts 1Kevin Nichols Abacan100% (1)
- YC6K12 Diesel Engine Cylinder Block Parts CatalogDocument79 pagesYC6K12 Diesel Engine Cylinder Block Parts CatalogJimmy ManagaraNo ratings yet
- TS en 15085-2-2008 Demi̇ryolu Araçlari Ve Bi̇leşenleri̇ni̇n Kaynaği-Bölüm 2 Kaynak İmalatçilarinin Kali̇te Özelli̇kleri̇ Ve Belgelendi̇ri̇lmesi̇Document24 pagesTS en 15085-2-2008 Demi̇ryolu Araçlari Ve Bi̇leşenleri̇ni̇n Kaynaği-Bölüm 2 Kaynak İmalatçilarinin Kali̇te Özelli̇kleri̇ Ve Belgelendi̇ri̇lmesi̇c3409127100% (3)
- SL 1285B - Proper Tire Pressure Maintenance 2021-06-15Document4 pagesSL 1285B - Proper Tire Pressure Maintenance 2021-06-15Alexander Graytrouses100% (2)
- ARO AF0409C Two Ball Piston Pump DatasheetDocument4 pagesARO AF0409C Two Ball Piston Pump DatasheetGezzy Boys 28No ratings yet
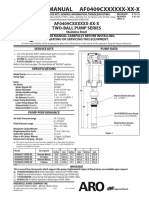
- Operator'S Manual & Sales and Engineering Data: AF0430GXXXXXX-XX-X Two-Ball Pump SeriesDocument4 pagesOperator'S Manual & Sales and Engineering Data: AF0430GXXXXXX-XX-X Two-Ball Pump Seriestaller.copiapoNo ratings yet
- Operator'S Manual 613100-1: 613100 - 1 Wash Pump 613104 Detergent Pump Assembly 4-1/4" AIR MOTOR 10:1 RATIO 4" StrokeDocument6 pagesOperator'S Manual 613100-1: 613100 - 1 Wash Pump 613104 Detergent Pump Assembly 4-1/4" AIR MOTOR 10:1 RATIO 4" StrokeFernando FloresNo ratings yet
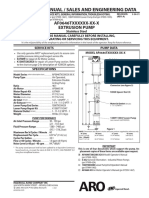
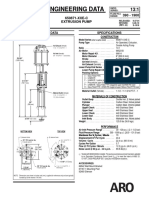
- Operator'S Manual / Sales and Engineering Data: AF0646TXXXXXX-XX-X Extrusion PumpDocument4 pagesOperator'S Manual / Sales and Engineering Data: AF0646TXXXXXX-XX-X Extrusion PumpSaul PerezNo ratings yet
- Operator'S Manual NM2304B-X-XDocument2 pagesOperator'S Manual NM2304B-X-Xisraf bhaiNo ratings yet
- X B enDocument2 pagesX B enawpmNo ratings yet
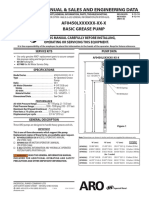
- Operator'S Manual & Sales and Engineering Data: AF0450LXXXXXX-XX-X Basic Grease PumpDocument4 pagesOperator'S Manual & Sales and Engineering Data: AF0450LXXXXXX-XX-X Basic Grease PumpDiego Nicolas Figueroa QuirozNo ratings yet
- Operator'S Manual Af0409Cxxxxxx-Xx-XDocument4 pagesOperator'S Manual Af0409Cxxxxxx-Xx-Xtaller.copiapoNo ratings yet
- Operator'S Manual LP2003-X-BDocument2 pagesOperator'S Manual LP2003-X-BAdolf MutangaduraNo ratings yet
- Bomba Neumática 100.1Document4 pagesBomba Neumática 100.1gnunezisventecNo ratings yet
- XXX B SeDocument2 pagesXXX B Sehgfernandez25No ratings yet
- Operator'S Manual 6544X-X 6546X-X: 4-1/4" AIR MOTORSDocument8 pagesOperator'S Manual 6544X-X 6546X-X: 4-1/4" AIR MOTORSGezzy Boys 28No ratings yet
- Operator'S Manual LP3001-1: Grease Pump System LP3001-1, LP3008-1Document2 pagesOperator'S Manual LP3001-1: Grease Pump System LP3001-1, LP3008-1jon fredyNo ratings yet
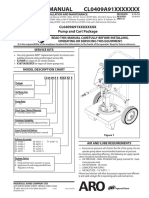
- Operator'S Manual CL0409A91XXXXXXXDocument8 pagesOperator'S Manual CL0409A91XXXXXXXtaller.copiapoNo ratings yet
- Proton Waja 1.6L 4G18 Engine Service ManualDocument144 pagesProton Waja 1.6L 4G18 Engine Service ManualyusufNo ratings yet
- Manual Bomba Cat 05183Document4 pagesManual Bomba Cat 05183Angel SandovalNo ratings yet
- XXX C SeDocument2 pagesXXX C SeAndy SaptadyNo ratings yet
- 110-KA-701B Maint ReportDocument15 pages110-KA-701B Maint ReportDIPANKAR LALANo ratings yet
- Underwing Nozzles: Carter Ground FuelingDocument12 pagesUnderwing Nozzles: Carter Ground FuelingHenryNo ratings yet
- IR Grease Pump Catalouge LM2250E-XX-B3-EnDocument4 pagesIR Grease Pump Catalouge LM2250E-XX-B3-Enankit.jhawarNo ratings yet
- 4G1 Series: EngineDocument136 pages4G1 Series: Engineلَلُوْ اَمْرُوْاللَّة ْNo ratings yet
- CSL 1007Document11 pagesCSL 1007oscar horacio flores100% (1)
- Process Pump Technical OfferDocument53 pagesProcess Pump Technical OfferHisham ElsayedNo ratings yet
- Power: Group-L 9Document33 pagesPower: Group-L 9nadaNo ratings yet
- Vane Comp Final ManualDocument11 pagesVane Comp Final ManualakashNo ratings yet
- Service Manual: Vacuum CleanerDocument39 pagesService Manual: Vacuum CleanerAlphaNo ratings yet
- Bomba Vertical Lincoln 84804Document9 pagesBomba Vertical Lincoln 84804maraujoNo ratings yet
- Pump Polaris SeriesDocument47 pagesPump Polaris SeriesDANIZACHNo ratings yet
- Parts Catalog: 25, 30 HP (521cc) 2 Stroke ModelsDocument32 pagesParts Catalog: 25, 30 HP (521cc) 2 Stroke ModelsRonei MartinsNo ratings yet
- ER12 ER12: Service ManualDocument84 pagesER12 ER12: Service ManualCarlosNo ratings yet
- ER12 ER12: Service ManualDocument84 pagesER12 ER12: Service Manualvadim vadimNo ratings yet
- Service Manual: S6-C CompetitionDocument49 pagesService Manual: S6-C CompetitionSzabolcs MártonNo ratings yet
- MANEC5Document18 pagesMANEC5RC Villeda100% (1)
- Regulators Cobra RegulatorDocument4 pagesRegulators Cobra RegulatorBogdan TabasNo ratings yet
- Pump maintenance standard documentDocument4 pagesPump maintenance standard documentNaing Min HtunNo ratings yet
- M14 PManualDocument382 pagesM14 PManualnz104100% (2)
- GeneralDocument16 pagesGeneralRodrigo BarretoNo ratings yet
- 51371180104Document21 pages51371180104GuillermoadairNo ratings yet
- 493418 STS12C Parts Manual 2008Document212 pages493418 STS12C Parts Manual 2008alaynnastaabx786No ratings yet
- I S 0 13709 (Api 610 10Th) Centrifugal Pump Process Data Sheet (Is0 Standards) SI UNITS (Bar)Document9 pagesI S 0 13709 (Api 610 10Th) Centrifugal Pump Process Data Sheet (Is0 Standards) SI UNITS (Bar)Janakiraman MalligaNo ratings yet
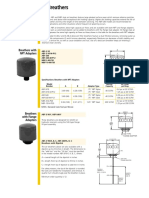
- Air Breathers: Breathers With NPT AdaptersDocument1 pageAir Breathers: Breathers With NPT AdaptersgnunezisventecNo ratings yet
- Accessories for sequential filling and bung sealingDocument1 pageAccessories for sequential filling and bung sealinggnunezisventecNo ratings yet
- CN 2012 RAM ChassisCab SPDocument13 pagesCN 2012 RAM ChassisCab SPgnunezisventecNo ratings yet
- 1875axxxxxx enDocument4 pages1875axxxxxx engnunezisventecNo ratings yet
- Bomba Neumática 100.1Document4 pagesBomba Neumática 100.1gnunezisventecNo ratings yet
- Modelling and Simulation of Mechatronic Control Systems Using LabviewDocument4 pagesModelling and Simulation of Mechatronic Control Systems Using LabviewRamesh AgarwalNo ratings yet
- CFD Modelling and Analysis of Clark Y Airfoil For Turbulent FlowDocument4 pagesCFD Modelling and Analysis of Clark Y Airfoil For Turbulent FlowInnovative Research PublicationsNo ratings yet
- B Nilfisk CFMDocument5 pagesB Nilfisk CFMAndres Agung PerdanaNo ratings yet
- E532396 01E BVNG Basic FPPDocument310 pagesE532396 01E BVNG Basic FPPWilliam PeeleNo ratings yet
- Manitou suspension fork manualDocument4 pagesManitou suspension fork manualAlvin ArcturianNo ratings yet
- Reporte Prodom Vendor 20-6-2015Document1,452 pagesReporte Prodom Vendor 20-6-2015ljv004No ratings yet
- YCSA/YCSA-H 06, 08, 12, 18, 26, 36 Technical GuideDocument40 pagesYCSA/YCSA-H 06, 08, 12, 18, 26, 36 Technical GuideEssam GazeyNo ratings yet
- Dewan: Cement LimitedDocument6 pagesDewan: Cement LimitedIrfan AhmedNo ratings yet
- C - 2 (Assignment-1) FINALDocument8 pagesC - 2 (Assignment-1) FINALSachin DedhiaNo ratings yet
- Data Sheet For SIMOTICS S-1FK7Document2 pagesData Sheet For SIMOTICS S-1FK7Maicon PiontcoskiNo ratings yet
- Workbook: Case (Main) : Material StreamsDocument4 pagesWorkbook: Case (Main) : Material StreamsRangga SeptianNo ratings yet
- Methanolinjection - XLS: This Spreadsheet Calculates The Minimum Amount of Required Inhibotor Usage. InstructionsDocument3 pagesMethanolinjection - XLS: This Spreadsheet Calculates The Minimum Amount of Required Inhibotor Usage. Instructionsmath62210100% (1)
- Bioscrubber Cleaning ProposalDocument6 pagesBioscrubber Cleaning Proposalkiller120No ratings yet
- 02 - Maintenance ManualDocument142 pages02 - Maintenance ManualAbas AbasariNo ratings yet
- HW 1 DSVDocument3 pagesHW 1 DSVAnonymous 2xjDjAcZNo ratings yet
- AP-38 Leg B Foundation AnalysisDocument24 pagesAP-38 Leg B Foundation AnalysisHikmat B. Ayer - हिक्मत ब. ऐरNo ratings yet
- Module 2 MotionDocument6 pagesModule 2 Motionmarsan walangNo ratings yet
- Tech-Doc Fabius GSDocument77 pagesTech-Doc Fabius GSJoseNo ratings yet
- TATA Minibus 407 MaintainanceDocument13 pagesTATA Minibus 407 MaintainancePraveen Kumar ReddyNo ratings yet
- Filtrex: The One Trip Remedial Sand Control SystemDocument2 pagesFiltrex: The One Trip Remedial Sand Control SystemnasNo ratings yet
- Mattress and Seat Systems Service Manual: SER0005 Issue 2 January 2005Document62 pagesMattress and Seat Systems Service Manual: SER0005 Issue 2 January 2005iman RahimiNo ratings yet
- Keeway Super Shadow 250 Manual DespieceDocument35 pagesKeeway Super Shadow 250 Manual DespieceHugo Silva0% (1)