You might also like
- Engineering Materials 2: An Introduction to Microstructures, Processing and DesignFrom EverandEngineering Materials 2: An Introduction to Microstructures, Processing and DesignNo ratings yet
- Has Him 1999Document9 pagesHas Him 1999Diki yunikaNo ratings yet
- Production and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesDocument4 pagesProduction and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesAlina JumoleaNo ratings yet
- A Comprehensive Review On Pre and Post-Forming Evaluation of Aluminum To Steel BlanksDocument22 pagesA Comprehensive Review On Pre and Post-Forming Evaluation of Aluminum To Steel Blanksjose ramirez cruzNo ratings yet
- Composition, Microstructure, Hardness, and Wear Properties of High-Speed Steel RollsDocument11 pagesComposition, Microstructure, Hardness, and Wear Properties of High-Speed Steel RollsAlexis Guzmán MéndezNo ratings yet
- AnalysisDocument16 pagesAnalysispatilayush1894No ratings yet
- 2023 Solid-State Welding of Aluminum To Magnesium Alloys A ReviewDocument23 pages2023 Solid-State Welding of Aluminum To Magnesium Alloys A Reviewguravshubham7777No ratings yet
- Effect of Orientation, Thickness, and Composition On Properties of Ductile Iron CastingsDocument12 pagesEffect of Orientation, Thickness, and Composition On Properties of Ductile Iron CastingsHemal JalavadiaNo ratings yet
- Lloyd1994 PDFDocument23 pagesLloyd1994 PDFkousikkumaarNo ratings yet
- Tensile and Wear Properties of Aluminum Composites: CommunicationDocument5 pagesTensile and Wear Properties of Aluminum Composites: CommunicationDHARMADURAI.P MEC-AP/AERONo ratings yet
- Annals 2004 2 26Document6 pagesAnnals 2004 2 26Mustafa OğuzhanNo ratings yet
- 10 5923 J Materials 20170704 10 PDFDocument4 pages10 5923 J Materials 20170704 10 PDFCaro MoralesNo ratings yet
- 2017 - Effect of Forging On Aluminum Matrix Nano Composites A Review - Rajesh PurohitDocument4 pages2017 - Effect of Forging On Aluminum Matrix Nano Composites A Review - Rajesh PurohitMahmood KhanNo ratings yet
- E3sconf Icmed2020 01033Document6 pagesE3sconf Icmed2020 01033saeed jamalNo ratings yet
- Investigation On Mechanical Properties and Creep Behavior of Stir Cast Az91-Sic CompositesDocument7 pagesInvestigation On Mechanical Properties and Creep Behavior of Stir Cast Az91-Sic CompositesBalamurugan KarnanNo ratings yet
- Joining Silicon Nitride To Itself and To MetalsDocument5 pagesJoining Silicon Nitride To Itself and To MetalsVivek SinghNo ratings yet
- Effect of Processing Paramters On Metal Matrix Composites: Stir Casting ProcessDocument5 pagesEffect of Processing Paramters On Metal Matrix Composites: Stir Casting Processchethan kumarNo ratings yet
- Microstructure Characterisation of Graded Alloy Cast Iron For Flashing/Grinding Plates Used in Grinding of Ball Bearings Prayut Bhamawat, J N BaadDocument6 pagesMicrostructure Characterisation of Graded Alloy Cast Iron For Flashing/Grinding Plates Used in Grinding of Ball Bearings Prayut Bhamawat, J N BaadproffrahulNo ratings yet
- Optimize Your Grinding Parts: Maintenance News Customer ServiceDocument8 pagesOptimize Your Grinding Parts: Maintenance News Customer ServiceMahmoud HanafyNo ratings yet
- Strength of Concrete Structure Partial Replacement of Sand by Copper SlagDocument6 pagesStrength of Concrete Structure Partial Replacement of Sand by Copper SlagEditor IJTSRDNo ratings yet
- Study of Mach Inability in Boring Operation of Micro Alloyed and Heat Treated Alloy SteelsDocument10 pagesStudy of Mach Inability in Boring Operation of Micro Alloyed and Heat Treated Alloy SteelsmariotonNo ratings yet
- ET2 P1 Joshi Shantanu PDFDocument6 pagesET2 P1 Joshi Shantanu PDFshunt09No ratings yet
- 1 Ceramic Fabrication ProcessesDocument56 pages1 Ceramic Fabrication ProcessesandrreaskinzNo ratings yet
- Acta Mechanica JournalDocument10 pagesActa Mechanica JournalVikram C KNo ratings yet
- S1-AZ91E+Al2O3-mechanical - Sameer SirDocument8 pagesS1-AZ91E+Al2O3-mechanical - Sameer SirDeva RajNo ratings yet
- Elevated Temperature Mechanical Properties of Al Alloy AA6063/SiCp MMCsDocument6 pagesElevated Temperature Mechanical Properties of Al Alloy AA6063/SiCp MMCsKamal D KannanNo ratings yet
- Mineral Casting As Material For Machine Base Frames of Precision MachinesDocument4 pagesMineral Casting As Material For Machine Base Frames of Precision MachinesrahulkumbharkarNo ratings yet
- Mech Properties & Stress Strain Behavior of SCC (W&wo Glass Fibre)Document16 pagesMech Properties & Stress Strain Behavior of SCC (W&wo Glass Fibre)Abhishek LoveNo ratings yet
- Fabrication Technique and Characterization of AluminumDocument7 pagesFabrication Technique and Characterization of Aluminumaguilera.santiago18No ratings yet
- An Experimental Investigation On Steel Fiber Reinforced Concrete With Partial Replacement of Natural Sand by M-SandDocument7 pagesAn Experimental Investigation On Steel Fiber Reinforced Concrete With Partial Replacement of Natural Sand by M-SandAnonymous kw8Yrp0R5rNo ratings yet
- Bearing MaterialsDocument32 pagesBearing MaterialsAleš NagodeNo ratings yet
- Microstructural Comparison of Spray-Formed and Conventionally Cast 2.5C-19Cr High-Chromium White Iron PDFDocument12 pagesMicrostructural Comparison of Spray-Formed and Conventionally Cast 2.5C-19Cr High-Chromium White Iron PDFFàtí ĐCNo ratings yet
- Optimization of Machining Parameters in Milling Operation of Hybrid Metal Matrix Composites (Al7075/Sic+B C)Document17 pagesOptimization of Machining Parameters in Milling Operation of Hybrid Metal Matrix Composites (Al7075/Sic+B C)Kirubhakaran KathiresanNo ratings yet
- Charecterisation and Mechanical Properties Evaluation of Aluminium Alloy T6-6061 (Reinforced With ZrO2) Subjected To ForgingDocument7 pagesCharecterisation and Mechanical Properties Evaluation of Aluminium Alloy T6-6061 (Reinforced With ZrO2) Subjected To ForgingIJRASETPublicationsNo ratings yet
- 2-CGI Mahmoud Essam, 2021Document8 pages2-CGI Mahmoud Essam, 2021Mahmoud Essam ElsaifyNo ratings yet
- Brakedisc Al SicDocument11 pagesBrakedisc Al Sicchrisjaul100% (1)
- Composites Applied For PistonsDocument4 pagesComposites Applied For PistonsRajendra JadhavNo ratings yet
- Engg Materials I FACDocument36 pagesEngg Materials I FACmhk665No ratings yet
- 6127-The Kavery Engineering College Mechanical Engineering B5-Final Year ProjectDocument16 pages6127-The Kavery Engineering College Mechanical Engineering B5-Final Year ProjectSathya prakashNo ratings yet
- Investigation of Microstructure and Mechanical Properties of Al6061-Nanocomposite Fabricated by Stir CastingDocument8 pagesInvestigation of Microstructure and Mechanical Properties of Al6061-Nanocomposite Fabricated by Stir Castingjim jamNo ratings yet
- Tribology International: Kh.A. Ragab, R. Abdel-Karim, S. Farag, S.M. El-Raghy, H.A. AhmedDocument8 pagesTribology International: Kh.A. Ragab, R. Abdel-Karim, S. Farag, S.M. El-Raghy, H.A. AhmedAndra Florentina ModruzNo ratings yet
- Effect of Slurry Composition On Plate Weight in Ceramic Shell Investment CastingDocument10 pagesEffect of Slurry Composition On Plate Weight in Ceramic Shell Investment CastingjanakNo ratings yet
- Colloid Process PDFDocument18 pagesColloid Process PDFMüslüm KOÇNo ratings yet
- 05.materials Selection in Engineering Modeling IIDocument23 pages05.materials Selection in Engineering Modeling IIMarapa SimonNo ratings yet
- Structural Analysis of Hybrid Composite PDFDocument8 pagesStructural Analysis of Hybrid Composite PDFCristianNo ratings yet
- 1998 - Accelerated Aging Processes in SiC-7020 Aluminium Composite - Z.M. El-Baradie O.A. El-ShahatDocument8 pages1998 - Accelerated Aging Processes in SiC-7020 Aluminium Composite - Z.M. El-Baradie O.A. El-ShahatMahmood KhanNo ratings yet
- 6.materials Today ProceedingsDocument11 pages6.materials Today ProceedingsKannan ChidambaramNo ratings yet
- Study On Mechanical Properties of HBN Reinforced Al-7075 Metal Matrix CompositeDocument12 pagesStudy On Mechanical Properties of HBN Reinforced Al-7075 Metal Matrix CompositeIJRASETPublicationsNo ratings yet
- Reinforced Cement Concrete and Plain Cement Concrete: Building ConstructionDocument18 pagesReinforced Cement Concrete and Plain Cement Concrete: Building ConstructionAr Krishna SahitNo ratings yet
- Additive BMGDocument6 pagesAdditive BMGSaurabh ManralNo ratings yet
- Composite Alloy Wear Parts For Use in The Mining IndustryDocument7 pagesComposite Alloy Wear Parts For Use in The Mining IndustryDon_GostavitoNo ratings yet
- Manufacturing CompositesDocument36 pagesManufacturing CompositesNur AminNo ratings yet
- Effect of Sic Particle Size On The Physical and Mechanical Properties of Extruded Al Matrix NanocompositesDocument7 pagesEffect of Sic Particle Size On The Physical and Mechanical Properties of Extruded Al Matrix NanocompositesSatish MudalagiNo ratings yet
- Choi 2012Document5 pagesChoi 2012tuanhoa123No ratings yet
- Synthesis-Microstructure-Mechanical Properties-Wear and Corrosion Behavior of An Al-Si (12%) - Flyash Metal Matrix CompositeDocument9 pagesSynthesis-Microstructure-Mechanical Properties-Wear and Corrosion Behavior of An Al-Si (12%) - Flyash Metal Matrix Compositekt rajaNo ratings yet
- 1 s2.0 S092150931831606X MainDocument11 pages1 s2.0 S092150931831606X MainMR GOKCHENNo ratings yet
- Anch 003Document5 pagesAnch 003arun arunNo ratings yet
- Optimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETDocument12 pagesOptimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETIJRASETPublicationsNo ratings yet
- Effect of Mineral Admixtures On The Properties of Sintered Fly Ash Aggregate ConcreteDocument6 pagesEffect of Mineral Admixtures On The Properties of Sintered Fly Ash Aggregate ConcreteAnonymous kw8Yrp0R5rNo ratings yet
- Effect of Chills On Tribological Behavior of Aluminum-Garnet-Carbon Hybrid CompositesDocument8 pagesEffect of Chills On Tribological Behavior of Aluminum-Garnet-Carbon Hybrid CompositesTJPRC PublicationsNo ratings yet
- Matlab - Octave - Differential Equation - ShareTechnoteDocument21 pagesMatlab - Octave - Differential Equation - ShareTechnotesenthilkumar DNo ratings yet
- Sintering of Powder Premixes - A Brief OverviewDocument24 pagesSintering of Powder Premixes - A Brief Overviewsenthilkumar DNo ratings yet
- Handbook of Spring Design Part 1Document51 pagesHandbook of Spring Design Part 1senthilkumar D0% (1)
- ASEngineering Guide To Stpring Design 2021 EditionDocument130 pagesASEngineering Guide To Stpring Design 2021 Editionsenthilkumar DNo ratings yet
- Herbarium Specimens in Ecological ModelsDocument34 pagesHerbarium Specimens in Ecological ModelsHectorguinnessNo ratings yet
- Evaporation & Infiltration: Prof. Dr. Fatma Shaltout, Eng. Esraa AlaaDocument24 pagesEvaporation & Infiltration: Prof. Dr. Fatma Shaltout, Eng. Esraa AlaaMahmoud AhmedNo ratings yet
- Educating For Sustainable-FutureDocument38 pagesEducating For Sustainable-FutureDaisyNo ratings yet
- Carbon Dioxide in Water EquilibriumDocument6 pagesCarbon Dioxide in Water EquilibriumSherry TaimoorNo ratings yet
- EcoVillage Project KenyaWebVersionIIDocument45 pagesEcoVillage Project KenyaWebVersionIItindiselma100% (1)
- Physics XIAssessment Scheme 20222023Document24 pagesPhysics XIAssessment Scheme 20222023goacmkakaNo ratings yet
- Reconsideration of The World Design Conference 1960 in Tokyo and Theworld Industrial Design Conference 1973 in KyotoDocument10 pagesReconsideration of The World Design Conference 1960 in Tokyo and Theworld Industrial Design Conference 1973 in KyotokenkothecatNo ratings yet
- MarcottingDocument2 pagesMarcottingChristopherNo ratings yet
- Atom ThryDocument6 pagesAtom ThrySumathi SrinivasNo ratings yet
- Noise Reduction Coefficient of Recycled Textile and Waste Paper Composite As Compared To Rigid Polyurethane FoamDocument6 pagesNoise Reduction Coefficient of Recycled Textile and Waste Paper Composite As Compared To Rigid Polyurethane FoamJohn Mark TicarNo ratings yet
- EPD Mineral Wool Panel PRMDocument7 pagesEPD Mineral Wool Panel PRMAhmed Ben HmidaNo ratings yet
- Annual Report - 2019-20 PDFDocument67 pagesAnnual Report - 2019-20 PDFdeep_redNo ratings yet
- Terminology: HumidityDocument3 pagesTerminology: HumidityAnonymous KzJcjGCJbNo ratings yet
- EcoEnergy Catalogue 081110 PDFDocument68 pagesEcoEnergy Catalogue 081110 PDFkawsayaNo ratings yet
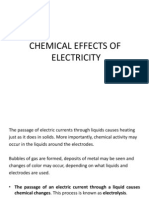
- Chemical Effects of ElectricityDocument9 pagesChemical Effects of ElectricityJay Sunga VillanNo ratings yet
- Air Pollution in QuitoDocument14 pagesAir Pollution in Quitoapi-385158934No ratings yet
- İngilizce Paragraf Çalışmaları LYS-5 Ve YDS-5Document2 pagesİngilizce Paragraf Çalışmaları LYS-5 Ve YDS-5Osman GüneşNo ratings yet
- USDA Soil Quality Test GuideDocument88 pagesUSDA Soil Quality Test Guidenacho363No ratings yet
- Science Investigatory ProjectDocument6 pagesScience Investigatory ProjectBertha Sanchez50% (4)
- Field Guide Alien Species in European Forests PDFDocument132 pagesField Guide Alien Species in European Forests PDFIonut MarianNo ratings yet
- CHAPTER 2 PROPERTIES OF MATERIALS RevisedDocument6 pagesCHAPTER 2 PROPERTIES OF MATERIALS RevisedNeha ShahNo ratings yet
- Classwork 05 Unit 3 SpeakingDocument12 pagesClasswork 05 Unit 3 SpeakingDeivyDesposorioGaitanNo ratings yet
- TOS Aquaculture Second GradingDocument27 pagesTOS Aquaculture Second GradingVaness Flor Cabug PuyatNo ratings yet
- K/ We/Fltf: Ijht Dtl1Sa-Y S/'J) JfiDocument1 pageK/ We/Fltf: Ijht Dtl1Sa-Y S/'J) JfiLit Pao WongNo ratings yet
- Regeneration of Spent Lithium-Ion Battery MaterialsDocument24 pagesRegeneration of Spent Lithium-Ion Battery Materialswan jianfengNo ratings yet
- Asd BlocklevelfrctDocument45 pagesAsd BlocklevelfrctSri SravaniNo ratings yet
- Iftekhar 2008Document16 pagesIftekhar 2008Gianfranco ValdiviaNo ratings yet
- Elements of Climate. Measurement & Representation of Climatic DataDocument29 pagesElements of Climate. Measurement & Representation of Climatic DataVarunNo ratings yet
- 1st Puc Physics Chapter6-Work Power and Energy Notes by U N SwamyDocument21 pages1st Puc Physics Chapter6-Work Power and Energy Notes by U N Swamyashwinikumari bNo ratings yet
- 11 S Block Revision Notes QuizrrDocument30 pages11 S Block Revision Notes QuizrrÃrjït ShûklãNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Bioinspired Materials Science and EngineeringFrom EverandBioinspired Materials Science and EngineeringGuang YangNo ratings yet
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesFrom EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesRating: 1 out of 5 stars1/5 (2)
- A New Approach to HAZOP of Complex Chemical ProcessesFrom EverandA New Approach to HAZOP of Complex Chemical ProcessesNo ratings yet
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Chemical Process Equipment - Selection and Design (Revised 2nd Edition)From EverandChemical Process Equipment - Selection and Design (Revised 2nd Edition)Rating: 5 out of 5 stars5/5 (3)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet
- Life Cycle of a Process PlantFrom EverandLife Cycle of a Process PlantMahdi NouriNo ratings yet
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionFrom EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNo ratings yet