You might also like
- PPAP文件包全套文件 (内含33个文件)Document68 pagesPPAP文件包全套文件 (内含33个文件)cong daNo ratings yet
- GBT 1348-2009Document28 pagesGBT 1348-2009Nobody619No ratings yet
- Asme PQR Wps WPQDocument9 pagesAsme PQR Wps WPQHoJienHauNo ratings yet
- 20DHPD2002-P355GH Mill Test ReportDocument2 pages20DHPD2002-P355GH Mill Test ReportLHYT NTUANo ratings yet
- BMS01.02 WPS焊接工艺 (FG approved)Document9 pagesBMS01.02 WPS焊接工艺 (FG approved)Yif ZhaoNo ratings yet
- BMS01.03 WPS焊接工艺 (FG approved)Document12 pagesBMS01.03 WPS焊接工艺 (FG approved)Yif ZhaoNo ratings yet
- 123 RMDocument1 page123 RMANIL PLAMOOTTILNo ratings yet
- In20230531-Holder-Rob VF33VF34 Holder5.19Document3 pagesIn20230531-Holder-Rob VF33VF34 Holder5.19Ihsan PermadiNo ratings yet
- 21bu023 1Document9 pages21bu023 1Mohamed hamza souissiNo ratings yet
- Contern A-GMAW焊接工艺评定指导书2Document2 pagesContern A-GMAW焊接工艺评定指导书2zsmithNo ratings yet
- App000134 - Wps and PQR Ss410Document10 pagesApp000134 - Wps and PQR Ss410avinash bahadurNo ratings yet
- Inconel 718 MTCDocument1 pageInconel 718 MTCyuwenalfredNo ratings yet
- 50X3H93M 5AMD 01 (DW AS 6609) A版 - 新表格 - 凝结温度 - 2021Document17 pages50X3H93M 5AMD 01 (DW AS 6609) A版 - 新表格 - 凝结温度 - 2021pant.vk8514No ratings yet
- 4870 设备图 2023 8 2更新Document6 pages4870 设备图 2023 8 2更新Михаил ГусевNo ratings yet
- MTC of GH5188Document1 pageMTC of GH5188yuwenalfredNo ratings yet
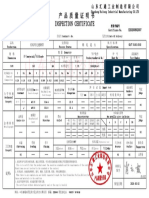
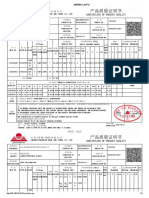
- 产 品 质 量 证 明 书 Inspection Certificate: Shandong Huitong Industrial Manufacturing CO.LTDDocument1 page产 品 质 量 证 明 书 Inspection Certificate: Shandong Huitong Industrial Manufacturing CO.LTDWES QingNo ratings yet
- 511 鋼管製程管制作業指導書5-W001-PMDocument16 pages511 鋼管製程管制作業指導書5-W001-PM97100% (1)
- MuahangMaDien 13102023Document1 pageMuahangMaDien 13102023haitamdong03No ratings yet
- Certificado de Calidad Tubo Acero SCH-80 12MMDocument1 pageCertificado de Calidad Tubo Acero SCH-80 12MMAlexis SanjinesNo ratings yet
- Certificado de CobreDocument1 pageCertificado de CobreEMMRNo ratings yet
- 8mm,8620南钢 복사Document1 page8mm,8620南钢 복사킹쿡No ratings yet
- Material Certificate FormatDocument2 pagesMaterial Certificate FormatJiwoo A-TechNo ratings yet
- 大西洋焊接材料试验计划SMAWDocument1 page大西洋焊接材料试验计划SMAW蔡佳伟No ratings yet
- g2w0142003 5.5 Pup Dp 5ft 中英文质证书Document11 pagesg2w0142003 5.5 Pup Dp 5ft 中英文质证书JoseMi Vacaflor IllanesNo ratings yet
- PGCA EF H02 001 - C1 - 1 - PublicationDocument12 pagesPGCA EF H02 001 - C1 - 1 - PublicationMOHD FHAIRUZ BIN WAHID STUDENTNo ratings yet
- G2W0142005 5.5 PUP DP 15FT 中英文质证书Document11 pagesG2W0142005 5.5 PUP DP 15FT 中英文质证书JoseMi Vacaflor IllanesNo ratings yet
- SXQ5 1 2 1-1Document1 pageSXQ5 1 2 1-1Baiuliang BaiuliangNo ratings yet
- 10.GA Drawing of TBEA 3.75MW Outdoor InverterDocument12 pages10.GA Drawing of TBEA 3.75MW Outdoor Invertercicm1993No ratings yet
- QD91H V4Document2 pagesQD91H V4daniel180778No ratings yet
- MCF c023 1861 50 Chain Powerstone MDRDocument11 pagesMCF c023 1861 50 Chain Powerstone MDRIveel PurevdorjNo ratings yet
- FHW1812IF5R6JST DatasheetDocument30 pagesFHW1812IF5R6JST DatasheetMax WalkerNo ratings yet
- (Em12k) PDFDocument1 page(Em12k) PDFrichadNo ratings yet
- Master Xiao - Material Report For The SS304 Vent ProtectorDocument1 pageMaster Xiao - Material Report For The SS304 Vent ProtectorMallesh QCNo ratings yet
- Mill Certificate: Shandong Manbaykon Import&Export Co.,LtdDocument1 pageMill Certificate: Shandong Manbaykon Import&Export Co.,Ltdcstevensys1No ratings yet
- If The Quality of Objection, Please Keep The Physical and Related Identification, and Produce The Quality Certificate of The OriginalDocument1 pageIf The Quality of Objection, Please Keep The Physical and Related Identification, and Produce The Quality Certificate of The OriginalEdgar PeñaNo ratings yet
- Mc-Er70s-6 - 0812lDocument1 pageMc-Er70s-6 - 0812lcstevensys1No ratings yet
- API 1104中文版(内部资料)Document76 pagesAPI 1104中文版(内部资料)霍达100% (1)
- BJ013 2Document2 pagesBJ013 2Saul Omar Fernandez RojasNo ratings yet
- Tz-Mtc-Carbon Steel Bar-F1554 GR55Document1 pageTz-Mtc-Carbon Steel Bar-F1554 GR55gmendoza.logistica3No ratings yet
- 1400 Me DTS 009Document2 pages1400 Me DTS 009ssmith2007No ratings yet
- Layout Tekma TLF-3015EA.00-A2Document1 pageLayout Tekma TLF-3015EA.00-A2Handoyo RidhwanNo ratings yet
- SPLQ SeparatorDocument1 pageSPLQ Separatorelias susantoNo ratings yet
- G202-SR4B1-B2 R0 Line List For Turbo Alternator HouseDocument8 pagesG202-SR4B1-B2 R0 Line List For Turbo Alternator HouseDickyMadikatamaNo ratings yet
- Schematic Diagram of Cabinet - 4Document1 pageSchematic Diagram of Cabinet - 4Herin SetiantoNo ratings yet
- (完整版) 电器行业物料编码规则Document24 pages(完整版) 电器行业物料编码规则kingschanNo ratings yet
- HKB2017HP055 山东省路桥集团长深高速高青至广饶段工程 熔透角焊缝Document7 pagesHKB2017HP055 山东省路桥集团长深高速高青至广饶段工程 熔透角焊缝BruceNo ratings yet
- api1104中文版新版Document76 pagesapi1104中文版新版蔡佳伟No ratings yet
- QEF0012 F - 製程控製計劃 (PCP表格)Document2 pagesQEF0012 F - 製程控製計劃 (PCP表格)moctieudinhNo ratings yet
- 000 in DTS 301Document5 pages000 in DTS 301zsmithNo ratings yet
- PS GB 2798B5 01 D Battery TestDocument22 pagesPS GB 2798B5 01 D Battery TestSameer varshneyNo ratings yet
- MTCDocument1 pageMTCLupita HuarancaNo ratings yet
- Control - Plan CHK011Document3 pagesControl - Plan CHK011cong daNo ratings yet
- Mill Test - ASTM A572GR50Document3 pagesMill Test - ASTM A572GR50Dang TranNo ratings yet
- 混凝土试件抗压强度试验报告 (3JS2D0BD09G02ZD010220 20200906215133)Document1 page混凝土试件抗压强度试验报告 (3JS2D0BD09G02ZD010220 20200906215133)qiaolei198343No ratings yet
- 混凝土试件抗压强度试验报告 (3JS2D0BD09G02ZD010220 20200906215133)Document1 page混凝土试件抗压强度试验报告 (3JS2D0BD09G02ZD010220 20200906215133)qiaolei198343No ratings yet
- WRG Wangrong RF SS 112DMF - C358601Document7 pagesWRG Wangrong RF SS 112DMF - C358601Zidan SongmoNo ratings yet
- 销售技巧话术培训PPT模板Document26 pages销售技巧话术培训PPT模板yingke caiNo ratings yet
- Student Card FormDocument6 pagesStudent Card FormPeter robinsonNo ratings yet
- 地方創生Document13 pages地方創生蔡佳珊No ratings yet
- 周永康的红与黑Document44 pages周永康的红与黑VIVID XUNo ratings yet