You might also like
- 09WPSDocument5 pages09WPSsujinlongNo ratings yet
- AISI-4130 焊评Document1 pageAISI-4130 焊评JerrydawangNo ratings yet
- Asme PQR Wps WPQDocument9 pagesAsme PQR Wps WPQHoJienHauNo ratings yet
- API 1104中文版(内部资料)Document76 pagesAPI 1104中文版(内部资料)霍达100% (1)
- QAP - EOT Crane (Revised)Document4 pagesQAP - EOT Crane (Revised)Bikash ShreshthaNo ratings yet
- MSS SP-55 PDFDocument23 pagesMSS SP-55 PDFpl_arunachalam79No ratings yet
- BS EN 583-2-2001 Non-Destructive Testing (1) - Ultrasonic Examination. Sensitivity and Range Setting.Document47 pagesBS EN 583-2-2001 Non-Destructive Testing (1) - Ultrasonic Examination. Sensitivity and Range Setting.Nav Talukdar100% (1)
- CNS 金屬材料銲接程序規範書及其檢定-通則Document11 pagesCNS 金屬材料銲接程序規範書及其檢定-通則Alan tsaiNo ratings yet
- 焊接检验报告Document1 page焊接检验报告zsmithNo ratings yet
- Aws D17.1 - 2017Document117 pagesAws D17.1 - 2017moonstarNo ratings yet
- 焊接检验报告Document1 page焊接检验报告zsmithNo ratings yet
- Astm 500Document4 pagesAstm 500mullanjiNo ratings yet
- 3 焊接工艺评定 (WPS)Document8 pages3 焊接工艺评定 (WPS)ziyuan wangNo ratings yet
- 4 焊接工艺评定 (WPS)Document8 pages4 焊接工艺评定 (WPS)ziyuan wangNo ratings yet
- Contern A-GMAW焊接工艺评定指导书2Document2 pagesContern A-GMAW焊接工艺评定指导书2zsmithNo ratings yet
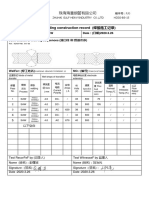
- Annexure C Welding Construction Records of DSAWDocument1 pageAnnexure C Welding Construction Records of DSAW魏利强No ratings yet
- 大西洋焊接材料试验计划SMAWDocument1 page大西洋焊接材料试验计划SMAW蔡佳伟No ratings yet
- 123 RMDocument1 page123 RMANIL PLAMOOTTILNo ratings yet
- api1104中文版新版Document76 pagesapi1104中文版新版蔡佳伟No ratings yet
- 28 DS 471 TM1 CAN SAE J1939 12 24V Plug-In Flange - ZHDocument9 pages28 DS 471 TM1 CAN SAE J1939 12 24V Plug-In Flange - ZHF. Z.No ratings yet
- (Em12k) PDFDocument1 page(Em12k) PDFrichadNo ratings yet
- 焊接工艺评定规程 DLT 868-2004Document16 pages焊接工艺评定规程 DLT 868-2004Huang WenjinNo ratings yet
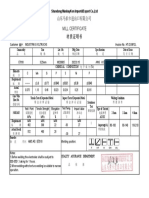
- Mill Certificate: Shandong Manbaykon Import&Export Co.,LtdDocument1 pageMill Certificate: Shandong Manbaykon Import&Export Co.,Ltdcstevensys1No ratings yet
- 28 DS 464 TM1 CAN SAE J1939 24V Plug-In Flange - ZHDocument9 pages28 DS 464 TM1 CAN SAE J1939 24V Plug-In Flange - ZHF. Z.No ratings yet
- 28 DS 473 TM1 CAN SAE J1939 12 24V Screw Flange - ZHDocument9 pages28 DS 473 TM1 CAN SAE J1939 12 24V Screw Flange - ZHF. Z.No ratings yet
- QD91H V4Document2 pagesQD91H V4daniel180778No ratings yet
- Vectra: E473i VF2201/BK210PDocument5 pagesVectra: E473i VF2201/BK210P顏健軒No ratings yet
- Sy030 2ST0Document5 pagesSy030 2ST0Hao HaoNo ratings yet
- 04-09 - RE06M^T 电磁比例溢流阀 OBEDocument6 pages04-09 - RE06M^T 电磁比例溢流阀 OBEZHOUNo ratings yet
- Standard Specification: Top Guided Single Seated Globe ValvesDocument23 pagesStandard Specification: Top Guided Single Seated Globe ValvesSergeyNo ratings yet
- BMS01.01 WPS焊接工艺' (FG approved)Document7 pagesBMS01.01 WPS焊接工艺' (FG approved)Yif ZhaoNo ratings yet
- 04-17 Vmy 电液比例减压阀Document8 pages04-17 Vmy 电液比例减压阀ZHOUNo ratings yet
- 鋼結構工程施工實務-20180921 17 1070821 PDFDocument223 pages鋼結構工程施工實務-20180921 17 1070821 PDFChung Hsien TsaiNo ratings yet
- OTC焊机手册Document72 pagesOTC焊机手册lostin ANo ratings yet
- 04-08 - RE06M^W 电磁比例溢流阀Document4 pages04-08 - RE06M^W 电磁比例溢流阀ZHOUNo ratings yet
- 鋼結構品質Document78 pages鋼結構品質Eric ChienNo ratings yet
- 04-12 Vbyk 滑阀型电液比例溢流阀Document6 pages04-12 Vbyk 滑阀型电液比例溢流阀ZHOUNo ratings yet
- 8mm,8620南钢 복사Document1 page8mm,8620南钢 복사킹쿡No ratings yet
- 28 DS 472 TM1 CANopen 12 24V Screw Flange - ZHDocument9 pages28 DS 472 TM1 CANopen 12 24V Screw Flange - ZHF. Z.No ratings yet
- FM0515Document4 pagesFM0515mustafaNo ratings yet
- 28 DS 470 TM1 CANopen 12 24V Plug-In Flange - ZHDocument9 pages28 DS 470 TM1 CANopen 12 24V Plug-In Flange - ZHF. Z.No ratings yet
- 04-03 - VBY 系列滑阀型先导式溢流阀Document5 pages04-03 - VBY 系列滑阀型先导式溢流阀ZHOUNo ratings yet
- 28 DS 463 TM1 CANopen 24V Plug-In Flange - ZHDocument9 pages28 DS 463 TM1 CANopen 24V Plug-In Flange - ZHF. Z.No ratings yet
- GBT8110 2020Document17 pagesGBT8110 2020Roger NiuNo ratings yet
- SSM221212 507 1Document1 pageSSM221212 507 1Yusuf KhoirNo ratings yet
- Certificado de CobreDocument1 pageCertificado de CobreEMMRNo ratings yet
- WRG Wangrong RF SS 112DMF - C358601Document7 pagesWRG Wangrong RF SS 112DMF - C358601Zidan SongmoNo ratings yet
- RE UL1015 Specification 2023.3.1Document1 pageRE UL1015 Specification 2023.3.1Jhoompieer VFNo ratings yet
- 04-15 - VM 直动式减压阀Document5 pages04-15 - VM 直动式减压阀ZHOUNo ratings yet
- FHW1812IF5R6JST DatasheetDocument30 pagesFHW1812IF5R6JST DatasheetMax WalkerNo ratings yet
- 28 DS 468 TM1 CAN SAE J1939 24V Screw Flange - ZHDocument9 pages28 DS 468 TM1 CAN SAE J1939 24V Screw Flange - ZHF. Z.No ratings yet
- 刀闸阀 RKODocument9 pages刀闸阀 RKOsf wNo ratings yet
- 02-05 - D1VW NG06防爆型电磁方向阀Document5 pages02-05 - D1VW NG06防爆型电磁方向阀ZHOUNo ratings yet
- STAFF 滑軌 目錄Document84 pagesSTAFF 滑軌 目錄軸承安統貿易有限公司No ratings yet
- 28 DS 543 TM1 Voltage 12 24V Screw Flange - ZHDocument10 pages28 DS 543 TM1 Voltage 12 24V Screw Flange - ZHF. Z.No ratings yet
- 丹弗斯MBC5100Document8 pages丹弗斯MBC5100JUN ZHOUNo ratings yet
- For reference only: 客户名称/Customer:Document16 pagesFor reference only: 客户名称/Customer:piyuNo ratings yet
- HKB2017HP055 山东省路桥集团长深高速高青至广饶段工程 熔透角焊缝Document7 pagesHKB2017HP055 山东省路桥集团长深高速高青至广饶段工程 熔透角焊缝BruceNo ratings yet
- Once Upon a Time... (Chinesische Ausgabe): a Scientific Fairy Tale - Volume I - (Chinesisch)From EverandOnce Upon a Time... (Chinesische Ausgabe): a Scientific Fairy Tale - Volume I - (Chinesisch)No ratings yet
- Dr. Jizhou Kang's Information Medicine - The Handbook: A 60 year experience of Organic Integration of Chinese and Western Medicine (Volume 2): 康氏信息医学──中医学西医学三融合(下册)From EverandDr. Jizhou Kang's Information Medicine - The Handbook: A 60 year experience of Organic Integration of Chinese and Western Medicine (Volume 2): 康氏信息医学──中医学西医学三融合(下册)No ratings yet
- Constructive Realism in Chinese MedicineFrom EverandConstructive Realism in Chinese MedicineFriedrich G. WallnerNo ratings yet
- Yin Yang and Wuxing (Five Elements) and System Control Theory: 宏观物理学基本原理From EverandYin Yang and Wuxing (Five Elements) and System Control Theory: 宏观物理学基本原理No ratings yet
- Alternative Cancer Treatment for 21th Century - The Untold Truth About Cancer: 二十一世纪的抗癌新法 ─ 醫生不會告訴你的癌症真相From EverandAlternative Cancer Treatment for 21th Century - The Untold Truth About Cancer: 二十一世纪的抗癌新法 ─ 醫生不會告訴你的癌症真相No ratings yet
- ISOQOL生存质量与健康结局测量词典: 简体中文翻译本 第一版From EverandISOQOL生存质量与健康结局测量词典: 简体中文翻译本 第一版Nancy MayoNo ratings yet
- 关爱的意义 (The Meaning of CAREFUL): 做到以人为本能让我们取得优异的成绩,并推动我们的医改 (How putting people before process will deliver outstanding results and transform our healthcare)From Everand关爱的意义 (The Meaning of CAREFUL): 做到以人为本能让我们取得优异的成绩,并推动我们的医改 (How putting people before process will deliver outstanding results and transform our healthcare)No ratings yet