You might also like
- 3 焊接工艺评定 (WPS)Document8 pages3 焊接工艺评定 (WPS)ziyuan wangNo ratings yet
- App000134 - Wps and PQR Ss410Document10 pagesApp000134 - Wps and PQR Ss410avinash bahadurNo ratings yet
- 09WPSDocument5 pages09WPSsujinlongNo ratings yet
- Asme PQR Wps WPQDocument9 pagesAsme PQR Wps WPQHoJienHauNo ratings yet
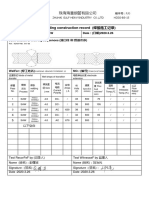
- Annexure C Welding Construction Records of DSAWDocument1 pageAnnexure C Welding Construction Records of DSAW魏利强No ratings yet
- Contern A-GMAW焊接工艺评定指导书2Document2 pagesContern A-GMAW焊接工艺评定指导书2zsmithNo ratings yet
- 大西洋焊接材料试验计划SMAWDocument1 page大西洋焊接材料试验计划SMAW蔡佳伟No ratings yet
- ABUIABA9 GAAgoo SJ 5 W Uom LPRXG EDocument13 pagesABUIABA9 GAAgoo SJ 5 W Uom LPRXG E模具工程系鄭德彥100% (1)
- Sy030 2ST0Document5 pagesSy030 2ST0Hao HaoNo ratings yet
- 鋼結構工程施工實務-20180921 17 1070821 PDFDocument223 pages鋼結構工程施工實務-20180921 17 1070821 PDFChung Hsien TsaiNo ratings yet
- GBT8110 2020Document17 pagesGBT8110 2020Roger NiuNo ratings yet
- (Em12k) PDFDocument1 page(Em12k) PDFrichadNo ratings yet
- 鋼結構品質Document78 pages鋼結構品質Eric ChienNo ratings yet
- Datasheet 40n120kda PDFDocument2 pagesDatasheet 40n120kda PDFMohamed KhaldiNo ratings yet
- api1104中文版新版Document76 pagesapi1104中文版新版蔡佳伟No ratings yet
- 焊接技术人员培训手册Document47 pages焊接技术人员培训手册黃靖紜No ratings yet
- 123 RMDocument1 page123 RMANIL PLAMOOTTILNo ratings yet
- FHW1812IF5R6JST DatasheetDocument30 pagesFHW1812IF5R6JST DatasheetMax WalkerNo ratings yet
- 2CZ20100A9LCDocument4 pages2CZ20100A9LCMARTIN CABRERANo ratings yet
- 02-05 - D1VW NG06防爆型电磁方向阀Document5 pages02-05 - D1VW NG06防爆型电磁方向阀ZHOUNo ratings yet
- 2CZ1560A9 HuajingMicroelectronicsDocument4 pages2CZ1560A9 HuajingMicroelectronicsJose VelasquezNo ratings yet
- Mill Certificate: Shandong Manbaykon Import&Export Co.,LtdDocument1 pageMill Certificate: Shandong Manbaykon Import&Export Co.,Ltdcstevensys1No ratings yet
- FM0515Document4 pagesFM0515mustafaNo ratings yet
- Vectra: E473i VF2201/BK210PDocument5 pagesVectra: E473i VF2201/BK210P顏健軒No ratings yet
- RXF DatasheetDocument10 pagesRXF DatasheetCủ Mì Thú VịNo ratings yet
- 28 DS 471 TM1 CAN SAE J1939 12 24V Plug-In Flange - ZHDocument9 pages28 DS 471 TM1 CAN SAE J1939 12 24V Plug-In Flange - ZHF. Z.No ratings yet
- BR50005L YangjieDocument2 pagesBR50005L YangjieChristian Torres DavilaNo ratings yet
- WRG Wangrong RF SS 112DMF - C358601Document7 pagesWRG Wangrong RF SS 112DMF - C358601Zidan SongmoNo ratings yet
- Datasheet t43Document4 pagesDatasheet t43laglag71No ratings yet
- 焊接工艺评定规程 DLT 868-2004Document16 pages焊接工艺评定规程 DLT 868-2004Huang WenjinNo ratings yet
- 丹弗斯MBC5100Document8 pages丹弗斯MBC5100JUN ZHOUNo ratings yet
- 氩弧焊技术Document68 pages氩弧焊技术jackNo ratings yet
- 8mm,8620南钢 복사Document1 page8mm,8620南钢 복사킹쿡No ratings yet
- Tianbo ReleDocument3 pagesTianbo ReleCristiano CezaraniNo ratings yet
- 锅炉压力容器压力管道焊工考试与管理规则Document35 pages锅炉压力容器压力管道焊工考试与管理规则api-3696334100% (3)
- BS EN 287 1:2004 焊工技能评定 熔焊 (中文版)Document29 pagesBS EN 287 1:2004 焊工技能评定 熔焊 (中文版)杨启锋No ratings yet
- TJC3承认书.. 2Document17 pagesTJC3承认书.. 2yanyunovemberNo ratings yet
- GB 50661-2011 钢结构焊接规范Document163 pagesGB 50661-2011 钢结构焊接规范ccq0707No ratings yet
- Hubei KENTO Elec C2290 - C2290Document8 pagesHubei KENTO Elec C2290 - C2290Daniel BravoNo ratings yet
- 28 DS 543 TM1 Voltage 12 24V Screw Flange - ZHDocument10 pages28 DS 543 TM1 Voltage 12 24V Screw Flange - ZHF. Z.No ratings yet
- 28 DS 252 TM1 Current 12 24V Screw Flange - ZHDocument9 pages28 DS 252 TM1 Current 12 24V Screw Flange - ZHF. Z.No ratings yet
- Iso 15614-8-2002Document18 pagesIso 15614-8-2002江宸宸No ratings yet
- Kuka Cables Data Sheet PV Cable 6mm2Document1 pageKuka Cables Data Sheet PV Cable 6mm2Solar ProjectsNo ratings yet
- MTC ERW 4500473545 Tubos sch-3 - 20044008Document1 pageMTC ERW 4500473545 Tubos sch-3 - 20044008Saul Omar Fernandez RojasNo ratings yet
- China Coupler Certi.-25Document4 pagesChina Coupler Certi.-25bejay bermudezNo ratings yet
- Tuozhan S4 3528rgbta A - C2827321Document11 pagesTuozhan S4 3528rgbta A - C2827321black_wolverineNo ratings yet
- API 1104中文版(内部资料)Document76 pagesAPI 1104中文版(内部资料)霍达100% (1)
- 28 DS 473 TM1 CAN SAE J1939 12 24V Screw Flange - ZHDocument9 pages28 DS 473 TM1 CAN SAE J1939 12 24V Screw Flange - ZHF. Z.No ratings yet
- 口試Document46 pages口試Hanson ChangNo ratings yet
- HBR3150Document8 pagesHBR3150tvwestinghouseperrilloNo ratings yet
- C M 4 N 6 0 F: 600V N-Channel VDMOSDocument3 pagesC M 4 N 6 0 F: 600V N-Channel VDMOSCristian LópezNo ratings yet
- Tz-Mtc-Carbon Steel Bar-F1554 GR55Document1 pageTz-Mtc-Carbon Steel Bar-F1554 GR55gmendoza.logistica3No ratings yet
- Datasheet PDFDocument13 pagesDatasheet PDFDario SennNo ratings yet
- sgt50t65fd1p7 sgt50t65fd1pn sgt50t65fd1ps sgt50t65fd1ptDocument11 pagessgt50t65fd1p7 sgt50t65fd1pn sgt50t65fd1ps sgt50t65fd1ptMoreno Viña LuisNo ratings yet
- Vectra: E471i VF2201/BK210P/BK2 11PDocument5 pagesVectra: E471i VF2201/BK210P/BK2 11P顏健軒No ratings yet
- Metallized Polyester Film Capacitor (Dipped Type and Stacked Version)Document4 pagesMetallized Polyester Film Capacitor (Dipped Type and Stacked Version)Faifai ChulanitaNo ratings yet