You might also like
- Electro Chemical MachiningDocument21 pagesElectro Chemical MachiningShashank AgarwalNo ratings yet
- Electrochemical Machining (ECM) Is A Non-Traditional Machining (NTM) Process Belonging ToDocument11 pagesElectrochemical Machining (ECM) Is A Non-Traditional Machining (NTM) Process Belonging ToMd Sultan AhemadNo ratings yet
- Science of Engineerin G Manufactu Re-Ii: Assignment - 1Document17 pagesScience of Engineerin G Manufactu Re-Ii: Assignment - 1amit_kumar_dtuNo ratings yet
- Electro Chemical MachiningDocument3 pagesElectro Chemical MachiningGunabalan SellanNo ratings yet
- Electrochemical MachiningDocument104 pagesElectrochemical MachiningDeepak SharmaNo ratings yet
- Assignment: Manfacturing ProcessesDocument14 pagesAssignment: Manfacturing Processesjawad khalidNo ratings yet
- Electrochemical Machining 12 June 2009Document14 pagesElectrochemical Machining 12 June 2009Ajay SwainNo ratings yet
- Ecm BasicsDocument23 pagesEcm BasicsbalajimeieNo ratings yet
- 18-20. EcmDocument70 pages18-20. EcmSrinivasanNo ratings yet
- Lecture 24 - ECMDocument32 pagesLecture 24 - ECMDivyam GargNo ratings yet
- ECM - 1st Lecture Chapter 3Document15 pagesECM - 1st Lecture Chapter 3KAMALJEET SINGHNo ratings yet
- ECM Lecture IGNOUDocument22 pagesECM Lecture IGNOURakesh MoteNo ratings yet
- AM Week 2 ECM NOTESDocument19 pagesAM Week 2 ECM NOTESa38659158No ratings yet
- Assignment 2 (Praful Rawat 160970104033)Document5 pagesAssignment 2 (Praful Rawat 160970104033)as hgfNo ratings yet
- Electro-Chemical Machining: Presented By: Keisham Sushima Devi DIP/14/ME/12Document18 pagesElectro-Chemical Machining: Presented By: Keisham Sushima Devi DIP/14/ME/12Fawad HussainNo ratings yet
- Electrochemical Machining (Ecm)Document17 pagesElectrochemical Machining (Ecm)Rajeev DangNo ratings yet
- MMFM Unit II EcmDocument29 pagesMMFM Unit II EcmAdula RajasekharNo ratings yet
- Electrochemical MachiningDocument9 pagesElectrochemical MachiningROONE SHOWNo ratings yet
- ECmDocument32 pagesECmAmit BedareNo ratings yet
- Electric Discharge Machining (EDM)Document34 pagesElectric Discharge Machining (EDM)Paras Malhotra0% (2)
- Study of Electro Chemical Machining Etching Effect On Surface Roughness and Variation With Chemical Etching ProcessDocument5 pagesStudy of Electro Chemical Machining Etching Effect On Surface Roughness and Variation With Chemical Etching ProcessSwan Saung TharNo ratings yet
- Lec2 - Machining Equipment - PRE 314Document70 pagesLec2 - Machining Equipment - PRE 314Mahmoud EldesoukiNo ratings yet
- Electro WinningDocument4 pagesElectro WinningJOSEPH HERBERT MABELNo ratings yet
- Electro Discharge MachiningDocument54 pagesElectro Discharge MachiningLihas AirohalNo ratings yet
- Unit-2 MMPDocument20 pagesUnit-2 MMPpardhuduNo ratings yet
- Electrochemical Machining: Dr. P KuppanDocument35 pagesElectrochemical Machining: Dr. P KuppanMandar ChikateNo ratings yet
- Lecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMDocument32 pagesLecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMSilentxpire75% (4)
- Non Conventional Machining ProcessesDocument65 pagesNon Conventional Machining ProcessesRenjith Rajendraprasad100% (1)
- Non Conventional MachiningDocument19 pagesNon Conventional MachiningTooling ganeshNo ratings yet
- EcmhjghjgjDocument19 pagesEcmhjghjgjhfhtgfhgNo ratings yet
- Seminar On Electrochemical and Chemical Metal Removal ProcessDocument9 pagesSeminar On Electrochemical and Chemical Metal Removal ProcessAbishek DhunganaNo ratings yet
- Electrical Discharge MachiningDocument30 pagesElectrical Discharge MachiningParas MalhotraNo ratings yet
- Waste Water ManagementDocument11 pagesWaste Water ManagementViknesh VikiNo ratings yet
- Report Edm Die SinkerDocument21 pagesReport Edm Die SinkerAwateff Al-Jefry II100% (8)
- 10 Electro Chemical Machining (ECM)Document27 pages10 Electro Chemical Machining (ECM)Blizer Clan100% (1)
- Electrochemical Machining (ECM)Document36 pagesElectrochemical Machining (ECM)Abhishek KumarNo ratings yet
- Cathodic Protection - Yamit KumarDocument16 pagesCathodic Protection - Yamit KumarShivam JhaNo ratings yet
- Electrochemical MachiningDocument21 pagesElectrochemical MachiningAdishJainNo ratings yet
- (Electrochemical Machining (ECM) PresentationsDocument21 pages(Electrochemical Machining (ECM) PresentationsAmrik SinghNo ratings yet
- ECM NikhilDocument15 pagesECM Nikhilpratik thakareNo ratings yet
- Edm 170421105019Document28 pagesEdm 17042110501922210021 TANWADE RUTURAJ RAVINDRANo ratings yet
- Experiment No. 3 Metals and Some Aspects of CorrosionDocument10 pagesExperiment No. 3 Metals and Some Aspects of CorrosionJingWeybzNo ratings yet
- Fundamentals of Corrosion PDFDocument18 pagesFundamentals of Corrosion PDFAmrul KaishNo ratings yet
- Activity Wenzel Text Voltammetric MethodsDocument15 pagesActivity Wenzel Text Voltammetric MethodsLucica BarbesNo ratings yet
- LESSON 4 (B)Document12 pagesLESSON 4 (B)learntomindyourownbusinessokayNo ratings yet
- Ucmp - Assignment 15P31A0383Document5 pagesUcmp - Assignment 15P31A0383Sài TejaNo ratings yet
- BY Debabrata Sahu REGD NO:-1721109146: Production EngineeringDocument20 pagesBY Debabrata Sahu REGD NO:-1721109146: Production EngineeringRabindra DashNo ratings yet
- Electrical Discharge Machining (EDM)Document68 pagesElectrical Discharge Machining (EDM)Sreedhar PugalendhiNo ratings yet
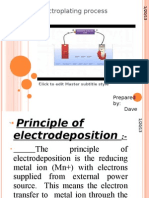
- ElectroplatingDocument16 pagesElectroplatingheemadave50% (2)
- Chapter-1: Department of Mechanical Engineering:: NEC-GUDURDocument49 pagesChapter-1: Department of Mechanical Engineering:: NEC-GUDURChalla varun KumarNo ratings yet
- BY Debabrata Sahu REGD NO:-1721109146: Production EngineeringDocument20 pagesBY Debabrata Sahu REGD NO:-1721109146: Production EngineeringRabindra DashNo ratings yet
- Electrowinning of Copper: ElectrometallurgyDocument26 pagesElectrowinning of Copper: ElectrometallurgyJESSI MALDONADONo ratings yet
- Electro Discharge Machining (Edm)Document35 pagesElectro Discharge Machining (Edm)Pinakin KatariaNo ratings yet
- Unit Iii NotesDocument29 pagesUnit Iii NotesSadhasivam CNo ratings yet
- Electroplating for Amateurs: Classic Reference for Small WorkshopsFrom EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsNo ratings yet
- Water Level Indicator Circuit Using Bipolar Junction TransistorFrom EverandWater Level Indicator Circuit Using Bipolar Junction TransistorRating: 4.5 out of 5 stars4.5/5 (7)
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenFrom EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenRating: 4 out of 5 stars4/5 (2)
- Modern Devices: The Simple Physics of Sophisticated TechnologyFrom EverandModern Devices: The Simple Physics of Sophisticated TechnologyNo ratings yet
- ELIGIBILITYDocument3 pagesELIGIBILITYNadee BanneNo ratings yet
- Pi 2020Document17 pagesPi 2020Nadee BanneNo ratings yet
- Web Note - GROUP II20221229235258Document1 pageWeb Note - GROUP II20221229235258Nadee BanneNo ratings yet
- Broadcast Engineering Consultants India Limited: Vacancy Advertisement No. 174Document7 pagesBroadcast Engineering Consultants India Limited: Vacancy Advertisement No. 174Nadee BanneNo ratings yet
- WR ESEM 19 Engl 02082019 RollwiseDocument7 pagesWR ESEM 19 Engl 02082019 RollwiseGokul GuptaNo ratings yet
- A Govt. of India Enterprise) : Condt .p/2Document2 pagesA Govt. of India Enterprise) : Condt .p/2Nadee BanneNo ratings yet
- Vasavi College of Engineering: (Autonomous)Document1 pageVasavi College of Engineering: (Autonomous)Nadee BanneNo ratings yet
- Photo Elasticity PrincipleDocument66 pagesPhoto Elasticity PrincipleManoj KumarNo ratings yet
- Anti Lock Braking SystemDocument23 pagesAnti Lock Braking SystemUsha BgNo ratings yet
- Wheels and TyresDocument15 pagesWheels and TyresNadee BanneNo ratings yet
- Photo Elasticity PrincipleDocument66 pagesPhoto Elasticity PrincipleManoj KumarNo ratings yet
- Nptel Nptel Online Certification Course Refrigeration and Air-Conditioning Lecture-25 Psychrometric Processes - 2 WithDocument19 pagesNptel Nptel Online Certification Course Refrigeration and Air-Conditioning Lecture-25 Psychrometric Processes - 2 WithNadee BanneNo ratings yet
- 07 VariablesDocument3 pages07 VariablesBaneeIshaqueKNo ratings yet
- Redox ReactionsDocument37 pagesRedox ReactionsJack Lupino85% (13)
- Study of RGB Color Classification Using Fuzzy LogicDocument6 pagesStudy of RGB Color Classification Using Fuzzy LogicBhavin GajjarNo ratings yet
- Chapter 8 - SynchronousDocument12 pagesChapter 8 - SynchronousLin ChongNo ratings yet
- Curl and DivDocument3 pagesCurl and DivgjdapromiseNo ratings yet
- Energies 14 04973Document19 pagesEnergies 14 04973roméo legueNo ratings yet
- Network Device Monitoring Report Templet-Dec, 08-2021Document3 pagesNetwork Device Monitoring Report Templet-Dec, 08-2021Habtamu AsaytoNo ratings yet
- APIU CARMT Syllabus Version 1.0 - Confidential For Review CommitteeDocument49 pagesAPIU CARMT Syllabus Version 1.0 - Confidential For Review CommitteeFuad HassanNo ratings yet
- Lecture 5. Chemical Reaction (Part 2)Document38 pagesLecture 5. Chemical Reaction (Part 2)Dione Gale NavalNo ratings yet
- 4 Options To Generate Primary Keys: Generationtype - AutoDocument3 pages4 Options To Generate Primary Keys: Generationtype - AutoAdolfNo ratings yet
- Sprint Case - Study IICS - UpdatedDocument3 pagesSprint Case - Study IICS - UpdatedajaybhosalNo ratings yet
- Door SheetDocument9 pagesDoor SheetAnilkumarNo ratings yet
- jPOS EEDocument67 pagesjPOS EEanand tmNo ratings yet
- HIGHWAY AND RAILROAD ENG'G (Lesson 1-4)Document15 pagesHIGHWAY AND RAILROAD ENG'G (Lesson 1-4)Xienlyn BaybayNo ratings yet
- TechnicalInformationNewProducts PDFDocument32 pagesTechnicalInformationNewProducts PDFsmartel01No ratings yet
- VSM Blue)Document4 pagesVSM Blue)api-27411749No ratings yet
- Ca 3241Document1 pageCa 3241Tien LamNo ratings yet
- Harmonic EspritDocument9 pagesHarmonic EspritNizar TayemNo ratings yet
- 빛공해 방지를 위한 조명기구 설치·관리 권고기준 가이드라인Document114 pages빛공해 방지를 위한 조명기구 설치·관리 권고기준 가이드라인ByungHoon JungNo ratings yet
- Ohm's Law (Lab Report)Document7 pagesOhm's Law (Lab Report)yuta titeNo ratings yet
- Design of A Floating Roof Crude Oil Storage Tank of 100,000 BPD Capacity and Prototype FabricationDocument13 pagesDesign of A Floating Roof Crude Oil Storage Tank of 100,000 BPD Capacity and Prototype FabricationMudit VermaNo ratings yet
- Tour & Travel Management SystemDocument59 pagesTour & Travel Management Systemshravan95% (21)
- Smart Pixel ArrayDocument23 pagesSmart Pixel Arraydevauthor123No ratings yet
- Ict Igcse Paper 2 Revision DatabaseDocument9 pagesIct Igcse Paper 2 Revision DatabaseIndianagrofarmsNo ratings yet
- Aashto - T240-13 RtfotDocument11 pagesAashto - T240-13 RtfotKUNCHE SAI ARAVIND SVNITNo ratings yet
- Unit 3Document113 pagesUnit 3Jai Sai RamNo ratings yet
- Oscilloscope HM 1004-: Manual - Handbuch - ManuelDocument31 pagesOscilloscope HM 1004-: Manual - Handbuch - ManuelSanyel SaitoNo ratings yet
- Lamis Theorem Gate Notes 21Document4 pagesLamis Theorem Gate Notes 21Shashikant kumar 21ME15No ratings yet
- Harmonic Resonance During Energizing Primary Restorative Transmission SystemsDocument14 pagesHarmonic Resonance During Energizing Primary Restorative Transmission SystemsLuKas21cNo ratings yet
- Worksheet: Circular Motion and Gravitation-Answers Part A: Multiple ChoiceDocument17 pagesWorksheet: Circular Motion and Gravitation-Answers Part A: Multiple ChoiceelenaNo ratings yet