You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Rta SampleDocument4 pagesRta SampleGau Callanga JrNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- AmedaPlatinum Service ManualDocument7 pagesAmedaPlatinum Service ManualPañares NeilNo ratings yet
- Data Sheet Air Foam ChamberDocument1 pageData Sheet Air Foam ChamberPinjala AnoopNo ratings yet
- Info. VMDocument119 pagesInfo. VMubaldolinda100% (1)
- ATLAS COPCO HCS 3715 - ManualsDocument246 pagesATLAS COPCO HCS 3715 - Manualsandre100% (5)
- Idealarc DC-600: Rugged Multi-Process Power For Industrial ManufacturingDocument4 pagesIdealarc DC-600: Rugged Multi-Process Power For Industrial ManufacturingmoorthysanmukamNo ratings yet
- Ra-125952 Mechanical Engineer Lucena 2-2022Document43 pagesRa-125952 Mechanical Engineer Lucena 2-2022hehe ambosNo ratings yet
- Reporte Motores v1Document69 pagesReporte Motores v1Eduardo GuidoNo ratings yet
- 2013 RAMS Determining Right Sample SizeDocument12 pages2013 RAMS Determining Right Sample SizeMemoona SheesNo ratings yet
- MSDS Na2S2O3 PDFDocument5 pagesMSDS Na2S2O3 PDFIza Nur MeiliaNo ratings yet
- Mobil Serv DLE Guidebook PDFDocument34 pagesMobil Serv DLE Guidebook PDFÂñçhūlä SrïkâñthNo ratings yet
- Parts Catalog - Option Detail: Content For Engine Serial Number (ESN) : 37211299Document2 pagesParts Catalog - Option Detail: Content For Engine Serial Number (ESN) : 37211299nurdinzaiNo ratings yet
- DC Pro Op InstructionsDocument68 pagesDC Pro Op InstructionsVinicius MurtaNo ratings yet
- Mike Holt's Ultimate Training Library - 2017 NEC: Your Complete Toolbox For Electrical TrainingDocument1 pageMike Holt's Ultimate Training Library - 2017 NEC: Your Complete Toolbox For Electrical TrainingشمسخلفالسحابNo ratings yet
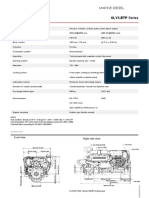
- 6LY3-ETP Series: Marine Diesel EnginesDocument4 pages6LY3-ETP Series: Marine Diesel EnginesJUNIOR OLIVONo ratings yet
- HydrostaticsDocument29 pagesHydrostaticssranjan7324No ratings yet
- Guided Revision On Heat Transfer (Eng)Document6 pagesGuided Revision On Heat Transfer (Eng)jthyfgdNo ratings yet
- District CoolingDocument28 pagesDistrict Coolinggehgeray100% (3)
- Flexural Test by Third Point LoadingDocument2 pagesFlexural Test by Third Point LoadingMenkar Construction Supplies TradingNo ratings yet
- Rate Analysis of Ms Maqbool Ahme03122021095727Document6 pagesRate Analysis of Ms Maqbool Ahme03122021095727Engr TahseenNo ratings yet
- CPT Data: Processing and ReportingDocument2 pagesCPT Data: Processing and ReportingjajayttNo ratings yet
- M2M Global Smart MeteringDocument16 pagesM2M Global Smart MeteringNavid Mir MotahharyNo ratings yet
- Surveying SyllabusDocument3 pagesSurveying SyllabusSachin RanaNo ratings yet
- Tim Rowell Pepsicos Practical Application of Supply Chain Resilience Strategies and Inventory OptimizationDocument40 pagesTim Rowell Pepsicos Practical Application of Supply Chain Resilience Strategies and Inventory OptimizationcontreraeNo ratings yet
- Piranbi 501Document22 pagesPiranbi 501Alf Flo0% (2)
- Stps2045 CT CF CGDocument7 pagesStps2045 CT CF CGCah NgaloefNo ratings yet
- Fluid FrictionDocument10 pagesFluid FrictionUmesh PatilNo ratings yet
- Seminar ReportDocument30 pagesSeminar ReportSameer DarekarNo ratings yet
- SCHOTT Xensation Up.: Chemical Strengthened Lithium Alumino-Silicate Cover Glass For High-End SmartphonesDocument1 pageSCHOTT Xensation Up.: Chemical Strengthened Lithium Alumino-Silicate Cover Glass For High-End SmartphonesEric ElfenNo ratings yet
- Deformation of SolidsDocument31 pagesDeformation of SolidsWadood Ahmed100% (4)