You might also like
- A New Statistical Framework For The Determination of Safe Creep Life Using The Theta Projection TechniqueDocument12 pagesA New Statistical Framework For The Determination of Safe Creep Life Using The Theta Projection TechniqueVaradhaYamunan KKNo ratings yet
- Investigation of The Two-Phase Flow in Trickle-Bed Reactors Using Capacitance TomographyDocument17 pagesInvestigation of The Two-Phase Flow in Trickle-Bed Reactors Using Capacitance TomographyGodofredoNo ratings yet
- 1D Model To Predict Ejector Performance at Critical and Sub-Critical Operation in The Refrigeration SystemDocument7 pages1D Model To Predict Ejector Performance at Critical and Sub-Critical Operation in The Refrigeration Systemaff123051No ratings yet
- Harvey 1969Document6 pagesHarvey 1969Fabiano SchmidtNo ratings yet
- System-Level Analysis of Chilled Water Systems Aboard Naval ShipsDocument6 pagesSystem-Level Analysis of Chilled Water Systems Aboard Naval ShipsAlin NanuNo ratings yet
- Development and Experimental Verification of A Time-Optimal Startup Strategy For A High Purity Distillation ColumnDocument5 pagesDevelopment and Experimental Verification of A Time-Optimal Startup Strategy For A High Purity Distillation ColumnAndrew TanNo ratings yet
- Googlepreview PDFDocument106 pagesGooglepreview PDFjyotiNo ratings yet
- Jautoeng Online Paper Fluid Damping 2018Document10 pagesJautoeng Online Paper Fluid Damping 2018Luis LacomaNo ratings yet
- Split Hopkinson Pressure Bar Graphical Analysis ToolDocument5 pagesSplit Hopkinson Pressure Bar Graphical Analysis Toolotipicni6969No ratings yet
- ANSYSCFXWindkesselbyDr QiaoDocument2 pagesANSYSCFXWindkesselbyDr Qiaonitesh_kumar079976No ratings yet
- Application of Crow-Amsaa Analysis To Nuclear Power Plant Equipment PerformanceDocument7 pagesApplication of Crow-Amsaa Analysis To Nuclear Power Plant Equipment Performancerafaelliscano20No ratings yet
- Multivariable Predictive Control of Cement MillsDocument4 pagesMultivariable Predictive Control of Cement MillsfaheemqcNo ratings yet
- Digital Control: Laboratorios LA-FM-007 Versión: 4 Fecha: 15/03/2019 Página 1 de 9Document9 pagesDigital Control: Laboratorios LA-FM-007 Versión: 4 Fecha: 15/03/2019 Página 1 de 9Valentina BeltranNo ratings yet
- SPE-119732 Forecasting PDFDocument17 pagesSPE-119732 Forecasting PDFLuis Alberto Colan Garcia100% (1)
- Barna2010-Experimental and Theoretical StudyDocument5 pagesBarna2010-Experimental and Theoretical Study唐帆No ratings yet
- 1 s2.0 S0140700719304396 MainDocument17 pages1 s2.0 S0140700719304396 MainAnıl TAŞKINNo ratings yet
- Analytical Fatigue Life Prediction of Shot Peen - 2019 - International Journal o PDFDocument11 pagesAnalytical Fatigue Life Prediction of Shot Peen - 2019 - International Journal o PDFSWAPNIL PATILNo ratings yet
- EnergyDocument9 pagesEnergyrezarossNo ratings yet
- Into To CFDDocument57 pagesInto To CFDRohit ThakranNo ratings yet
- Automated Recognition of Partial DischargesDocument26 pagesAutomated Recognition of Partial DischargesDaniel Rafael DzuculeNo ratings yet
- A 1-D Theoretical Receiving Model For CMUT: November 2008Document7 pagesA 1-D Theoretical Receiving Model For CMUT: November 2008Hehe JeansNo ratings yet
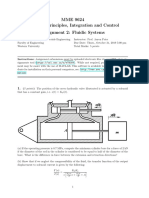
- MME 9624 Actuator Principles, Integration and Control Assignment 2: Fluidic SystemsDocument2 pagesMME 9624 Actuator Principles, Integration and Control Assignment 2: Fluidic SystemsKamal PatelNo ratings yet
- 5.c 41 - BLACK-BOX APPLICATION IN MODELING OFDocument4 pages5.c 41 - BLACK-BOX APPLICATION IN MODELING OFVančo LitovskiNo ratings yet
- Before Syl 4Document5 pagesBefore Syl 4Alex WongNo ratings yet
- A Thermal Network Model For Induction Motors of Hermetic Reciprocating CompressorsDocument11 pagesA Thermal Network Model For Induction Motors of Hermetic Reciprocating CompressorsAlper EmekNo ratings yet
- Placido 1997Document9 pagesPlacido 1997AminNo ratings yet
- Adaptive: Liapunov Redesign of Model Reference Control SystemsDocument6 pagesAdaptive: Liapunov Redesign of Model Reference Control Systemsarun_kejariwalNo ratings yet
- Final 00049Document5 pagesFinal 00049kurniawan waskitoNo ratings yet
- Dynamic Modeling For Vapor Compression Systems Part II Simulation Tutorial - ImportanteDocument19 pagesDynamic Modeling For Vapor Compression Systems Part II Simulation Tutorial - ImportanteFrancisco OppsNo ratings yet
- 1 s2.0 S1474667016427059 MainDocument6 pages1 s2.0 S1474667016427059 MainSamir AhmedNo ratings yet
- Transient Stability Analysis of The IEEE 14-Bus Test System Using Dynamic Computation For Power Systems (DCPS)Document6 pagesTransient Stability Analysis of The IEEE 14-Bus Test System Using Dynamic Computation For Power Systems (DCPS)Nirmal mehtaNo ratings yet
- Restlife AssessmentDocument12 pagesRestlife AssessmentsachzenNo ratings yet
- Observadores Verghese SandersDocument10 pagesObservadores Verghese SandersJosé Moraes Gurgel NetoNo ratings yet
- CFD Study of Orifice Pulse Tube Cryo-Cooler: B. S. Gawali, P. A. ManeDocument6 pagesCFD Study of Orifice Pulse Tube Cryo-Cooler: B. S. Gawali, P. A. ManeksvvijNo ratings yet
- RevistaDocument15 pagesRevistaJuan DelgadoNo ratings yet
- Life Management of 550 KV Oil-Impregnated TransformersDocument5 pagesLife Management of 550 KV Oil-Impregnated TransformersbenlahnecheNo ratings yet
- (2008 Q2 WOS) Determination of Paris Law Constants With A Reverse Engineering TechniqueDocument8 pages(2008 Q2 WOS) Determination of Paris Law Constants With A Reverse Engineering TechniqueSyahiir KamilNo ratings yet
- Time Frame Notion and Time Response of The Models in Transient Mid-Term and Long-Term Stability ProgramsDocument9 pagesTime Frame Notion and Time Response of The Models in Transient Mid-Term and Long-Term Stability Programsm.rajabinasabNo ratings yet
- A Model-Based Hybrid Approach For Circuit Breaker Prognostics Encompassing Dynamic Reliability and UncertaintyDocument12 pagesA Model-Based Hybrid Approach For Circuit Breaker Prognostics Encompassing Dynamic Reliability and UncertaintyyvetteNo ratings yet
- CFD Uzivatelska 12 Vut VondalDocument8 pagesCFD Uzivatelska 12 Vut VondalVictor Daniel WaasNo ratings yet
- ISA Transactions: Hongfeng Tao, Wojciech Paszke, Eric Rogers, Huizhong Yang, Krzysztof GałkowskiDocument12 pagesISA Transactions: Hongfeng Tao, Wojciech Paszke, Eric Rogers, Huizhong Yang, Krzysztof GałkowskiIsmail ErrachidNo ratings yet
- Study On Time Dependent Dielectric BreakdownDocument4 pagesStudy On Time Dependent Dielectric Breakdown전종욱No ratings yet
- Fatigue Crack Growth OriginalDocument14 pagesFatigue Crack Growth OriginalAditya PandeyNo ratings yet
- Dynamic Simulation of Sub-Scale ITER CS/STR Cooling LoopDocument4 pagesDynamic Simulation of Sub-Scale ITER CS/STR Cooling LoopgopalkrishnaNo ratings yet
- Perrycollins CutlipDocument7 pagesPerrycollins Cutlipisaac wuNo ratings yet
- An Efficient Algorithm For The Evaluation of Convolution IntegralsDocument22 pagesAn Efficient Algorithm For The Evaluation of Convolution IntegralsCarlangasPardoNo ratings yet
- A Linear Programming Approach To Shipboard Electrical System ModelingDocument9 pagesA Linear Programming Approach To Shipboard Electrical System ModelingShajahan ShagulNo ratings yet
- Axiality of Loading in The Tensile TestDocument5 pagesAxiality of Loading in The Tensile TestSonja KostićNo ratings yet
- Progress in Electrothermal Life Modeling of Electrical Insulation During The Last DecadesDocument16 pagesProgress in Electrothermal Life Modeling of Electrical Insulation During The Last DecadesjpokumotoNo ratings yet
- Stability Analysis of Linear Time-Delay Systems Subject ToDocument8 pagesStability Analysis of Linear Time-Delay Systems Subject ToMoh IneNo ratings yet
- Experimental and Numerical Study of A Mechanically Ventilated Enclosure With Thermal EffectsDocument8 pagesExperimental and Numerical Study of A Mechanically Ventilated Enclosure With Thermal EffectsIbnu SufajarNo ratings yet
- Imp-Pvp2012-78359-Elastic-Plastic Fatigue Evaluation of A Heavy Wall Nozzle Subject To Rapid Thermal TransientsDocument10 pagesImp-Pvp2012-78359-Elastic-Plastic Fatigue Evaluation of A Heavy Wall Nozzle Subject To Rapid Thermal TransientsbomikaNo ratings yet
- Compressor Failure Analy-01Document11 pagesCompressor Failure Analy-01Alex SmartNo ratings yet
- Modelling of Fluid Flow and Heat Transfer in A RecDocument11 pagesModelling of Fluid Flow and Heat Transfer in A RecElmano MiguelNo ratings yet
- Parameter Preserving Model Order Reduction of A Flow MeterDocument4 pagesParameter Preserving Model Order Reduction of A Flow MeterbobehabNo ratings yet
- Spreadsheet Calculates Critical FlowDocument8 pagesSpreadsheet Calculates Critical Flowhwang20% (1)
- Intelligent Expert System For Protection Optimization Purposes in Electric Power Distribution SystemsDocument21 pagesIntelligent Expert System For Protection Optimization Purposes in Electric Power Distribution SystemsYume YumeNo ratings yet
- Advances in Control Systems: Theory and ApplicationsFrom EverandAdvances in Control Systems: Theory and ApplicationsNo ratings yet
- Sari, AliDocument13 pagesSari, AliMustafa ShabanNo ratings yet
- The Use of Gis in The Morphometrical of Ceahlau Mountain AnalysisDocument2 pagesThe Use of Gis in The Morphometrical of Ceahlau Mountain AnalysisLaurentiu Badescu100% (1)
- REF615 Standard ConfigurationDocument11 pagesREF615 Standard Configurationmaruf048No ratings yet
- Chapter One Part 1Document20 pagesChapter One Part 1enedaylalu bassieNo ratings yet
- ATV600 - Communication - Parameters - EAV64332 - V1.3Document46 pagesATV600 - Communication - Parameters - EAV64332 - V1.3Sugeng WahyudiNo ratings yet
- Review SessionDocument52 pagesReview SessionEskat Torres FaderonNo ratings yet
- Asset Pricing Teaching NotesDocument126 pagesAsset Pricing Teaching NotesPipaticoNo ratings yet
- ERT2016 Lab Sheet 20112012 MechanicsDocument7 pagesERT2016 Lab Sheet 20112012 MechanicsKesava ShankarNo ratings yet
- Tu 5 Mechanics PDFDocument4 pagesTu 5 Mechanics PDFJyotish VudikavalasaNo ratings yet
- Solution Manual Mechanical Engineering Design One 8th by ShigleyDocument288 pagesSolution Manual Mechanical Engineering Design One 8th by ShigleyAnonymous HH3dnvF50% (4)
- Steel: Statistical Analysis of Steel FormabilityDocument12 pagesSteel: Statistical Analysis of Steel FormabilitynadhabindhuNo ratings yet
- Gaussian Beams 2019Document31 pagesGaussian Beams 2019Eduardo Casas MartínezNo ratings yet
- IP Addressing and Subnetting IPv4 Workbook - Instructors Version - v2 - 1 PDFDocument89 pagesIP Addressing and Subnetting IPv4 Workbook - Instructors Version - v2 - 1 PDFfsrom375% (4)
- S4 MathematicsDocument4 pagesS4 MathematicsDaniel MarkNo ratings yet
- Sachi Nandan Mohanty, Pabitra Kumar Tripathy - Data Structure and Algorithms Using C++ - A Practical Implementation-Wiley-Scrivener (2021)Document403 pagesSachi Nandan Mohanty, Pabitra Kumar Tripathy - Data Structure and Algorithms Using C++ - A Practical Implementation-Wiley-Scrivener (2021)Mia ShopNo ratings yet
- Mechanics of Tooth Movement: or SmithDocument14 pagesMechanics of Tooth Movement: or SmithRamesh SakthyNo ratings yet
- DLMS HandbookDocument68 pagesDLMS Handbookharsh100% (3)
- 551608614336DU - AIS - 7col-BBA. 9.2020.update.12.20Document78 pages551608614336DU - AIS - 7col-BBA. 9.2020.update.12.20Israfil Hasan AntorNo ratings yet
- 0606 s14 QP 22Document16 pages0606 s14 QP 22AKRAMNo ratings yet
- Operations On FilesDocument12 pagesOperations On FilesVinayKumarSinghNo ratings yet
- Algorithm: Computer Science: A Modern Introduction. The Algorithm "Is The Unifying ConceptDocument7 pagesAlgorithm: Computer Science: A Modern Introduction. The Algorithm "Is The Unifying ConceptMaria ClaraNo ratings yet
- FEEDBACKDocument43 pagesFEEDBACKMenaka kaulNo ratings yet
- VCE Technical Drawing SpecsDocument36 pagesVCE Technical Drawing SpecsLucas GauciNo ratings yet
- San Jose Community CollegeDocument8 pagesSan Jose Community CollegeErica CanonNo ratings yet
- Group 5 - Formulating HypothesisDocument34 pagesGroup 5 - Formulating HypothesisRani KholidaziyaNo ratings yet
- NMDocument12 pagesNMShravan KumarNo ratings yet
- Math 139-1 Lesson 6 and 7Document52 pagesMath 139-1 Lesson 6 and 7jenny teresa50% (2)
- Let Us C SolutionsDocument81 pagesLet Us C Solutionsneonav100% (2)
- Aljabar Linier Elementer: Howard Anton Chris RorresDocument78 pagesAljabar Linier Elementer: Howard Anton Chris RorresLukmanulhakim AlmamalikNo ratings yet
- What Is LightGBM, How To Implement It - How To Fine Tune The ParametersDocument2 pagesWhat Is LightGBM, How To Implement It - How To Fine Tune The Parametersगोपाल शर्माNo ratings yet