You might also like
- Oreda Volume 1 PDFDocument794 pagesOreda Volume 1 PDFdigeca100% (2)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 4 out of 5 stars4/5 (4)
- Fabrication, Inspection, and Testing of Pressure VesselsDocument70 pagesFabrication, Inspection, and Testing of Pressure Vesselsjishnunelliparambil100% (1)
- Earthquakes: Grade 10 - ScienceDocument66 pagesEarthquakes: Grade 10 - ScienceAmber Lin100% (1)
- Physics Worksheet For Grade 9Document4 pagesPhysics Worksheet For Grade 9Kassahun100% (1)
- Procedure To Repair The Hoist Control Mounting Plate On Certain 777F and 777G Off-Highway TrucksDocument41 pagesProcedure To Repair The Hoist Control Mounting Plate On Certain 777F and 777G Off-Highway TrucksCarlos LoboNo ratings yet
- Molecular Mechanics 2018Document3 pagesMolecular Mechanics 2018calebNo ratings yet
- Secador SMC Idf 15C1-6Document36 pagesSecador SMC Idf 15C1-6marioNo ratings yet
- $riyaz Split 1 PDFDocument113 pages$riyaz Split 1 PDFratchagarajaNo ratings yet
- Special Report: Design A Staggered Depressurization Sequence For Flare SystemsDocument4 pagesSpecial Report: Design A Staggered Depressurization Sequence For Flare Systemsdigeca100% (1)
- Plant Enginnering WorkshopDocument6 pagesPlant Enginnering WorkshopdigecaNo ratings yet
- Gas Explosion VentingDocument29 pagesGas Explosion VentingMochamad SafarudinNo ratings yet
- QIPP MPN013 M00 2203 - A - Status2Document5 pagesQIPP MPN013 M00 2203 - A - Status2Ganesh R NairNo ratings yet
- Chapter 2 PowerPointDocument38 pagesChapter 2 PowerPointpopadora100% (1)
- Performance of Axial Compressor StagesDocument11 pagesPerformance of Axial Compressor StagesBiswajit Jena100% (1)
- Compressior Station Design CriteriaDocument4 pagesCompressior Station Design Criteriaming jiangNo ratings yet
- Condition Monitoring and Diagnostic Aspects of Gas Turbine PDFDocument10 pagesCondition Monitoring and Diagnostic Aspects of Gas Turbine PDFchdiNo ratings yet
- Electric Drive Vs Gas Turbines: January 2006Document10 pagesElectric Drive Vs Gas Turbines: January 2006Adool FighterNo ratings yet
- Convection Heat Transfer and Flow Calculations Suitable For Analytical ModellingDocument6 pagesConvection Heat Transfer and Flow Calculations Suitable For Analytical ModellingVitaliy NarymNo ratings yet
- Invariant Coordinate Systems For Compressor ControlDocument16 pagesInvariant Coordinate Systems For Compressor ControlReyes SanchezNo ratings yet
- VCHGT 082Document19 pagesVCHGT 082amit986876587No ratings yet
- View ContentDocument11 pagesView ContentSaeedAkbarzadehNo ratings yet
- Aerodynamic Limits of Gas Turbine Compressor During High Air Offtakes For Minimum Load ExtensionDocument14 pagesAerodynamic Limits of Gas Turbine Compressor During High Air Offtakes For Minimum Load ExtensionPooya ShayestehNo ratings yet
- An Examination of Engine Effects On HelicopterDocument10 pagesAn Examination of Engine Effects On HelicoptershyjusnairNo ratings yet
- Simulation of Fluid Flow in A High Compression RatDocument18 pagesSimulation of Fluid Flow in A High Compression Ratnubercard6111No ratings yet
- From Inception To Utilization .: Similarity Laws For Turbo-MachineryDocument28 pagesFrom Inception To Utilization .: Similarity Laws For Turbo-MachinerychandruNo ratings yet
- Yang Et Al. (2017)Document11 pagesYang Et Al. (2017)Francisco OppsNo ratings yet
- Basic Practices in Compressors Selection-Purdue UniversityDocument11 pagesBasic Practices in Compressors Selection-Purdue UniversityLuis Joel Ramos RamosNo ratings yet
- Calcagni 2009Document9 pagesCalcagni 2009Amin ZoljanahiNo ratings yet
- CFD Analysis of Flow Through Turbine Blade in 2D Cooling Channel With Square Rib TurbulatorsDocument4 pagesCFD Analysis of Flow Through Turbine Blade in 2D Cooling Channel With Square Rib TurbulatorserpublicationNo ratings yet
- V001t01a048 91 GT 123Document8 pagesV001t01a048 91 GT 123alexiel1806No ratings yet
- Kutz 1994Document10 pagesKutz 1994Amin ZoljanahiNo ratings yet
- The American Society of Mechanical Engineers 345 E. ST., New York, N.Y. 10017Document12 pagesThe American Society of Mechanical Engineers 345 E. ST., New York, N.Y. 10017Cormac MyersNo ratings yet
- A Thermal Network Model For Induction Motors of Hermetic Reciprocating CompressorsDocument11 pagesA Thermal Network Model For Induction Motors of Hermetic Reciprocating CompressorsAlper EmekNo ratings yet
- gt2014 26614Document9 pagesgt2014 26614medagamNo ratings yet
- Design and Application of Heavy - Duty Clutches: G. R. HartingDocument28 pagesDesign and Application of Heavy - Duty Clutches: G. R. HartingjunkangleboxNo ratings yet
- 2 AerodynamicDocument1 page2 AerodynamicPooya ShayestehNo ratings yet
- Renewable Energy: F. Sorribes-Palmer, A. Sanz-Andres, L. Ayuso, R. Sant, S. FranchiniDocument14 pagesRenewable Energy: F. Sorribes-Palmer, A. Sanz-Andres, L. Ayuso, R. Sant, S. FranchiniNitesh Kumar PatelNo ratings yet
- Computers & Fluids: J. Fan, J. Eves, H.M. Thompson, V.V. Toropov, N. Kapur, D. Copley, A. MincherDocument6 pagesComputers & Fluids: J. Fan, J. Eves, H.M. Thompson, V.V. Toropov, N. Kapur, D. Copley, A. MincherSylvesterNo ratings yet
- Experimental Investigation of Trailing-Edge Devices at Transonic SpeedsDocument11 pagesExperimental Investigation of Trailing-Edge Devices at Transonic Speedsiman jabbarNo ratings yet
- (Planès) - Thermal Management System Models For Overall Aircraft DesignDocument19 pages(Planès) - Thermal Management System Models For Overall Aircraft Designcarlo83No ratings yet
- Valyou - 2020 - J. - Phys. - Conf. - Ser. - 1452 - 012019Document15 pagesValyou - 2020 - J. - Phys. - Conf. - Ser. - 1452 - 012019umarishaqNo ratings yet
- EncyclopediaofAerospaceEngineering FundamentalsofWindTunnelDesign PDFDocument11 pagesEncyclopediaofAerospaceEngineering FundamentalsofWindTunnelDesign PDFA ZNo ratings yet
- Airbase 13513 PDFDocument7 pagesAirbase 13513 PDFBilal Hussein SousNo ratings yet
- 4 19750065518Document14 pages4 19750065518makbuleesrasircaNo ratings yet
- 01-28-04final ASME GT2005-68007 PaperDocument9 pages01-28-04final ASME GT2005-68007 Papercraig winterburnNo ratings yet
- 2003-CFD Modeling For Motor Fan SystemDocument5 pages2003-CFD Modeling For Motor Fan SystemJianbo JiangNo ratings yet
- Numerical Prediction of Stability Limit in Centrifugal Compressors With Vaneless DiffuserDocument9 pagesNumerical Prediction of Stability Limit in Centrifugal Compressors With Vaneless DiffuserMiguelMazzucchelliNo ratings yet
- Design and Development of A Research Combustor For Lean Blowout StudiesDocument8 pagesDesign and Development of A Research Combustor For Lean Blowout StudiesAnonymous 6z4ZMwmNo ratings yet
- Internal Bearing Chamber Wall Heat Transfer As A Function of Operating Conditions and Chamber Geometry CDocument8 pagesInternal Bearing Chamber Wall Heat Transfer As A Function of Operating Conditions and Chamber Geometry CsenthilNo ratings yet
- Preliminary Radial Flow TurbineDocument10 pagesPreliminary Radial Flow Turbinejr110livecomNo ratings yet
- Development of A Suite of Hybrid Electric Propulsion Modeling Elements Using NpssDocument15 pagesDevelopment of A Suite of Hybrid Electric Propulsion Modeling Elements Using NpssOliver KayNo ratings yet
- Development of Numerical Tools For Stator-Rotor Cavities Calculation in Heavy-Duty Gas TurbinesDocument13 pagesDevelopment of Numerical Tools For Stator-Rotor Cavities Calculation in Heavy-Duty Gas TurbinesLuca BozziNo ratings yet
- Invariant Coordinates CompressorDocument16 pagesInvariant Coordinates CompressorAmbardi WicaksonoNo ratings yet
- 051 G04 PDFDocument9 pages051 G04 PDFinam vfNo ratings yet
- Thirumurthy 2015Document11 pagesThirumurthy 2015Abhishek PatelNo ratings yet
- Theoretical and Experimental Study of Centrifugal Compressor Impellers Elnashar, H Amr, Eldalil, M Khaled, Hashim, A., Ali, Abdelrahman, M MohamedDocument11 pagesTheoretical and Experimental Study of Centrifugal Compressor Impellers Elnashar, H Amr, Eldalil, M Khaled, Hashim, A., Ali, Abdelrahman, M MohamedMuhammad RajaNo ratings yet
- Besant 1 PDFDocument13 pagesBesant 1 PDFadidtya_bsNo ratings yet
- Thermodynamic Analysis of The Rotary Tooth Compressor: X Peng, Z Xing, L Li and P ShuDocument7 pagesThermodynamic Analysis of The Rotary Tooth Compressor: X Peng, Z Xing, L Li and P ShuAzooNo ratings yet
- Imam2013-Refresh FinalDocument9 pagesImam2013-Refresh FinalKaren DavilaNo ratings yet
- 010-Investigating The Air Flow Rate of Self-Ventilated Traction Motors by Means of Computational Fluid DynamicsDocument4 pages010-Investigating The Air Flow Rate of Self-Ventilated Traction Motors by Means of Computational Fluid DynamicsJianbo JiangNo ratings yet
- Estimating Heat Sink Thermal ResistanceDocument6 pagesEstimating Heat Sink Thermal ResistanceRAHUL VEERNo ratings yet
- Computational Model and Solver SetupDocument11 pagesComputational Model and Solver SetupaunbhuttaNo ratings yet
- Jsir 65 (4) 344-348Document5 pagesJsir 65 (4) 344-348shubhamdereNo ratings yet
- WindDocument13 pagesWindBoopathi KalaiNo ratings yet
- Rotor-Stator-Interaction of A Radial Centrifugal Pump Stage With Minimum Stage DiameterDocument8 pagesRotor-Stator-Interaction of A Radial Centrifugal Pump Stage With Minimum Stage Diameterhitesh YadavNo ratings yet
- Performance Assessment of Recuperated Rotorcraft PowerplantsDocument9 pagesPerformance Assessment of Recuperated Rotorcraft PowerplantsWangi Pandan SariNo ratings yet
- 051f PDFDocument16 pages051f PDFCelso CuetoNo ratings yet
- Preliminary Gas Turbine Combustor Design Using A Network ApproachDocument8 pagesPreliminary Gas Turbine Combustor Design Using A Network ApproachGiang NguyenNo ratings yet
- Spread Moorings Functions Analysis of by Dimensionless: B Half Am Ic N IningDocument12 pagesSpread Moorings Functions Analysis of by Dimensionless: B Half Am Ic N IningcmkohNo ratings yet
- Separation Techniques: ConferenceseriesDocument1 pageSeparation Techniques: ConferenceseriesdigecaNo ratings yet
- How To Obtain Free United States Published Engineering Documents PDFDocument1 pageHow To Obtain Free United States Published Engineering Documents PDFdigecaNo ratings yet
- Settling Sludge in Crude TankDocument2 pagesSettling Sludge in Crude TankdigecaNo ratings yet
- Limit Single-Source Peak Flaring Load With Staggered DepressurizationDocument6 pagesLimit Single-Source Peak Flaring Load With Staggered DepressurizationdigecaNo ratings yet
- United States Patent (10) Patent N6. US 8,117,852 B2Document7 pagesUnited States Patent (10) Patent N6. US 8,117,852 B2digecaNo ratings yet
- The Pluto System: Initial Results From Its Exploration by New HorizonsDocument10 pagesThe Pluto System: Initial Results From Its Exploration by New HorizonsdigecaNo ratings yet
- Pulse Damper - Charging - Instructions - FlowguardDocument6 pagesPulse Damper - Charging - Instructions - FlowguarddigecaNo ratings yet
- Martin Towards Zero CO2Document18 pagesMartin Towards Zero CO2digecaNo ratings yet
- Pulsation Design ReqsDocument2 pagesPulsation Design ReqsdigecaNo ratings yet
- Co-Gen BoilerAutomation Presentation EmailDocument39 pagesCo-Gen BoilerAutomation Presentation EmaildigecaNo ratings yet
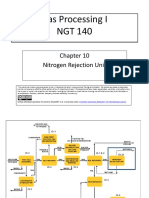
- Gas Processing I NGT 140: Nitrogen Rejection UnitDocument4 pagesGas Processing I NGT 140: Nitrogen Rejection UnitdigecaNo ratings yet
- Electric Hot Box: Model E24Document2 pagesElectric Hot Box: Model E24digecaNo ratings yet
- Final Technical Report: D C C /B L (CBTL) P D U (PDU) U K C A E R (CAER)Document58 pagesFinal Technical Report: D C C /B L (CBTL) P D U (PDU) U K C A E R (CAER)digecaNo ratings yet
- Pressure Ratings of Mechanical SealsDocument8 pagesPressure Ratings of Mechanical SealsdigecaNo ratings yet
- Everything You Should Know About: ScadaDocument29 pagesEverything You Should Know About: ScadadigecaNo ratings yet
- Terahertz Biomedical Science and Technology: Neil T. HuntDocument2 pagesTerahertz Biomedical Science and Technology: Neil T. HuntCao Minh TríNo ratings yet
- Melting and Freezing WorksheetDocument2 pagesMelting and Freezing WorksheetJainica Maica MachaNo ratings yet
- Longshore in Out SedDocument67 pagesLongshore in Out SedMata SocaNo ratings yet
- Slab Design Calculations: Definitions of TermsDocument28 pagesSlab Design Calculations: Definitions of TermsAlbasir Tiang Sedik REENo ratings yet
- Why Are Complex Numbers Needed in Quantum MechanicsDocument18 pagesWhy Are Complex Numbers Needed in Quantum MechanicsАлександр ГаргянцNo ratings yet
- Interanl Stresses Lec9Document53 pagesInteranl Stresses Lec9Rana FarrukhNo ratings yet
- Specification For Medium Voltage MotorsDocument20 pagesSpecification For Medium Voltage MotorsDanish MohammedNo ratings yet
- Power Plant Tutorial Sheets PDFDocument67 pagesPower Plant Tutorial Sheets PDFpsk.pranesh5520No ratings yet
- Fomulation of Best Fit Hydrophile - Lipophile Balance Dielectric Permitivity DemulsifierDocument10 pagesFomulation of Best Fit Hydrophile - Lipophile Balance Dielectric Permitivity DemulsifierNgo Hong AnhNo ratings yet
- Department of Chemistry: Rawalpindi Women UniversityDocument5 pagesDepartment of Chemistry: Rawalpindi Women UniversityLectures On-lineNo ratings yet
- 3463-Article Text PDF-7221-1-10-20130718Document25 pages3463-Article Text PDF-7221-1-10-20130718Mátyás DalnokiNo ratings yet
- MTO For Instrument Hook Up Materials, Bulk & SupportDocument50 pagesMTO For Instrument Hook Up Materials, Bulk & SupportdikaNo ratings yet
- Geomagnetism Question and AnswerDocument21 pagesGeomagnetism Question and Answerirene299No ratings yet
- BOOST Theory PDFDocument127 pagesBOOST Theory PDFadrins22No ratings yet
- Extended Plane Wave Expansion Formulation For 1-D Viscoelastic Phononic CrystalsDocument7 pagesExtended Plane Wave Expansion Formulation For 1-D Viscoelastic Phononic CrystalsErnandes Macêdo PaivaNo ratings yet
- Iit - JEE Syllabus: RSM79 PH I AS CH 1Document48 pagesIit - JEE Syllabus: RSM79 PH I AS CH 1MD IMRAN100% (1)
- Comic X La Bella y La Bestia PDF by Doberman WWW Cantabriatorrent NetDocument2 pagesComic X La Bella y La Bestia PDF by Doberman WWW Cantabriatorrent NetLizNo ratings yet
- MSE 631 - Lecture 1Document28 pagesMSE 631 - Lecture 1Bhoomi ChoudharyNo ratings yet
- 01 Welding ProcessDocument42 pages01 Welding ProcessbalamuruganNo ratings yet
- Fluid Mechanics: Third Exam 2011Document5 pagesFluid Mechanics: Third Exam 2011nageshNo ratings yet
- English Unseen PassagesDocument2 pagesEnglish Unseen PassagesSAHASRANo ratings yet
- Example On Pushover AnalysisDocument8 pagesExample On Pushover AnalysisYamileth MendozaNo ratings yet