You might also like
- BT MODULE DIVISION 9 Finishes Part 1Document13 pagesBT MODULE DIVISION 9 Finishes Part 1joanna libananNo ratings yet
- Repairing The Surface of Concrete 01102010Document6 pagesRepairing The Surface of Concrete 01102010dingwen1974No ratings yet
- Exposed Concrete Floor and Finishes, Its Construction and ApplicationsDocument4 pagesExposed Concrete Floor and Finishes, Its Construction and ApplicationscarmeloNo ratings yet
- Hwno.8.1 3 Bsa 1a CordialDocument42 pagesHwno.8.1 3 Bsa 1a CordialCharles Godwin CordialNo ratings yet
- HO - CB 352 CM Part - 4A - Fresh Properties of ConcreteDocument8 pagesHO - CB 352 CM Part - 4A - Fresh Properties of ConcreteAmjad Wael Yahia FayedNo ratings yet
- 2395 1 PaintingDocument14 pages2395 1 Paintingmrraee4729No ratings yet
- Chapter 5.8 - FinishingDocument10 pagesChapter 5.8 - FinishingHussen MohammedNo ratings yet
- Chapter - 2 - Concrete Works at Construction SiteDocument43 pagesChapter - 2 - Concrete Works at Construction Sitepritti_naa83% (6)
- Types of Defect in Raminad StreetDocument1 pageTypes of Defect in Raminad StreetRala Alliah NovesterasNo ratings yet
- PCI ch3 Precast Concrete PDFDocument86 pagesPCI ch3 Precast Concrete PDFBhuidhar Verma100% (1)
- Innovative Methods of Pavement RepairsDocument25 pagesInnovative Methods of Pavement RepairsŔj Agni ŘïšhîNo ratings yet
- RefDocument33 pagesRefMohamed KhaledNo ratings yet
- RefDocument33 pagesRefMohamed KhaledNo ratings yet
- ConsMat TakeHomeAnswersDocument5 pagesConsMat TakeHomeAnswersiamcerbzjrNo ratings yet
- Plastering, Pointing & Interior FinishingDocument20 pagesPlastering, Pointing & Interior FinishingSANZIDA ZAMANNo ratings yet
- Presented By:-Gautam SwalaDocument30 pagesPresented By:-Gautam SwalaChandrabhan Singh YadavNo ratings yet
- CHAPTER-5.8 FinishingDocument20 pagesCHAPTER-5.8 FinishingSileshi AzagewNo ratings yet
- NRMC CIP 23pDocument2 pagesNRMC CIP 23pPedjaNo ratings yet
- Honey CombingDocument2 pagesHoney CombingABHISHEYKNo ratings yet
- Irrigation Canal LiningDocument55 pagesIrrigation Canal LiningNolfe Boy0% (1)
- Mortar: Section 2.3.1Document3 pagesMortar: Section 2.3.1Zul HakimNo ratings yet
- Scaling Concrete SurfaceDocument2 pagesScaling Concrete SurfaceaaNo ratings yet
- Bianco Precast Wall FinishesDocument7 pagesBianco Precast Wall Finishespascal_blaise7557No ratings yet
- Methods of Concrete Repair - 20181227 - KAYDocument24 pagesMethods of Concrete Repair - 20181227 - KAYAmjadKhudaiNo ratings yet
- P PT C-4 Concrete T, Metals & F.Cly ProductsDocument47 pagesP PT C-4 Concrete T, Metals & F.Cly ProductsJira YesusNo ratings yet
- Maaz Munir - CR: 1 AssignmentDocument5 pagesMaaz Munir - CR: 1 Assignmentab99mathNo ratings yet
- Important Information For Specifiers and Pre-Mixed Concrete SuppliersDocument16 pagesImportant Information For Specifiers and Pre-Mixed Concrete SuppliersmbvyassNo ratings yet
- ECM 206 CHAPTER 2 Fresh ConcreteDocument4 pagesECM 206 CHAPTER 2 Fresh ConcreteAZUAN BIN AHMAD FAUZINo ratings yet
- Ed 4 and 3 North East England - University of SheffieldDocument23 pagesEd 4 and 3 North East England - University of Sheffieldsaravananr04No ratings yet
- Building Materials Module 5 by SDocument20 pagesBuilding Materials Module 5 by SNagendra GuptaNo ratings yet
- 6359 Concrete FinishesDocument5 pages6359 Concrete FinishesUcok DedyNo ratings yet
- Plastering & Jointing PresentationDocument27 pagesPlastering & Jointing Presentationnaveenarora2980400% (1)
- Q & A 3 BgasDocument8 pagesQ & A 3 BgasAbdulRahman Mohamed Hanifa100% (2)
- Building Construction EngineeringDocument41 pagesBuilding Construction EngineeringUsama KardarNo ratings yet
- Chapter 3 Bitumen CoursesDocument6 pagesChapter 3 Bitumen CoursesSolomon MugeraNo ratings yet
- Concrete Surface Treatments - 2Document4 pagesConcrete Surface Treatments - 2derma_irmawanNo ratings yet
- Act Case StudyDocument10 pagesAct Case StudyJoshi MayurNo ratings yet
- External PavingDocument30 pagesExternal PavingVarunNo ratings yet
- Most Common Concrete Problems and FixesDocument20 pagesMost Common Concrete Problems and FixesSo3daa Cr7No ratings yet
- Experimental Study On Curing Methods of ConcreteDocument4 pagesExperimental Study On Curing Methods of ConcreteNico YamatoNo ratings yet
- Recomendaciones GEODocument11 pagesRecomendaciones GEOSocrates GebremedhinNo ratings yet
- Finishing & Curing of Concrete: MethodsDocument28 pagesFinishing & Curing of Concrete: MethodsNishith SinghNo ratings yet
- CH5 - Part3Document18 pagesCH5 - Part3Hamza Mo.No ratings yet
- CHAPTER-4.8 FinishingDocument18 pagesCHAPTER-4.8 FinishingAbel Mulugeta100% (1)
- Reference Panel Guidance NotesDocument22 pagesReference Panel Guidance Notesanele_amisNo ratings yet
- SP Use Maintenance - 2017 01 - enDocument10 pagesSP Use Maintenance - 2017 01 - enEngr Ahmed FadulNo ratings yet
- 191aig026 - Const. MNGMTDocument10 pages191aig026 - Const. MNGMTkevinNo ratings yet
- Session 7 PlasterDocument43 pagesSession 7 PlasterlavNo ratings yet
- Chapter 2 Concrete Works at The Construction SiteDocument43 pagesChapter 2 Concrete Works at The Construction SiteDdeqz Elina Bueno INo ratings yet
- RoadDocument26 pagesRoadashfaqkhancivilNo ratings yet
- Training Programe On Concret Mixdesign and Concrete WorkDocument48 pagesTraining Programe On Concret Mixdesign and Concrete Workkoiljoshua100% (1)
- Concrete Technology 1Document25 pagesConcrete Technology 1hussain lunawadiNo ratings yet
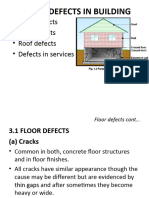
- 1.3 Defects in Building-1Document88 pages1.3 Defects in Building-1zodiackiller1960sNo ratings yet
- Essential Characteristics of Exposed Concrete Nowadays: Gabriel TudoraDocument7 pagesEssential Characteristics of Exposed Concrete Nowadays: Gabriel TudorasonofalexanderNo ratings yet
- Chapter 6 CE 104Document26 pagesChapter 6 CE 104Mochi BabyNo ratings yet
- PlasteringDocument15 pagesPlasteringMegha RajNo ratings yet
- Concrete in Highway Engineering: International Series of Monographs in Civil EngineeringFrom EverandConcrete in Highway Engineering: International Series of Monographs in Civil EngineeringRating: 4 out of 5 stars4/5 (5)
- The Fabrication of Materials: Materials TechnologyFrom EverandThe Fabrication of Materials: Materials TechnologyRating: 5 out of 5 stars5/5 (1)
- Concrete in Architecture (1) : A Material Both Stigmatised and Celebrated Susanne Fritz by ArchitonicDocument11 pagesConcrete in Architecture (1) : A Material Both Stigmatised and Celebrated Susanne Fritz by ArchitonicAna AndraNo ratings yet
- Fisa Corp Iluminat 3Document1 pageFisa Corp Iluminat 3Ana AndraNo ratings yet
- Fisa Corp Iluminat 2Document1 pageFisa Corp Iluminat 2Ana AndraNo ratings yet
- Product Morfi in PendantDocument2 pagesProduct Morfi in PendantAna AndraNo ratings yet
- Fisa Corp Iluminat 1Document1 pageFisa Corp Iluminat 1Ana AndraNo ratings yet
- Full Page PhotoDocument1 pageFull Page PhotoAna AndraNo ratings yet
- Plansa 2 - MissionDocument1 pagePlansa 2 - MissionAna AndraNo ratings yet
- Recovering The Memory Conversion Within PDFDocument17 pagesRecovering The Memory Conversion Within PDFAna AndraNo ratings yet
- Discurs EngDocument4 pagesDiscurs EngAna AndraNo ratings yet
- LUMION 8 Serial NumberDocument1 pageLUMION 8 Serial NumberAna AndraNo ratings yet
- Plan Final-Model PDFDocument1 pagePlan Final-Model PDFAna AndraNo ratings yet
- Dezindustrializare Bucuresti ArticolDocument11 pagesDezindustrializare Bucuresti ArticolAna AndraNo ratings yet
- Iuga Liliana PDFDocument459 pagesIuga Liliana PDFAna AndraNo ratings yet
- BibliografieDocument1 pageBibliografieAna AndraNo ratings yet
- Tabel Note CladiriDocument2 pagesTabel Note CladiriAna AndraNo ratings yet
- GramontDocument2 pagesGramontAna AndraNo ratings yet
- PC Engineering Undergr 2014Document94 pagesPC Engineering Undergr 2014Austin JamesNo ratings yet
- Chapter 6 SBLDocument4 pagesChapter 6 SBLbrave manNo ratings yet
- KP For RamDocument23 pagesKP For RamMonu NarwarNo ratings yet
- Unit 1Document90 pagesUnit 1Atul Jaysing PatilNo ratings yet
- Sap Retail Two Step PricingDocument4 pagesSap Retail Two Step PricingShams TabrezNo ratings yet
- SFN ProfileDocument4 pagesSFN Profiledinesh panchalNo ratings yet
- IMG - 0009 Thermodynamic Lecture MRCDocument1 pageIMG - 0009 Thermodynamic Lecture MRCBugoy2023No ratings yet
- Union Metal SemiconductorDocument4 pagesUnion Metal SemiconductorskinhugoNo ratings yet
- A C Engines and Jet Propulsion1Document16 pagesA C Engines and Jet Propulsion1Mukesh KumarNo ratings yet
- SCM 2011 PDFDocument4 pagesSCM 2011 PDFAakash KumarNo ratings yet
- C7 On-Highway Engine Electrical System: Harness and Wire Electrical Schematic SymbolsDocument2 pagesC7 On-Highway Engine Electrical System: Harness and Wire Electrical Schematic SymbolsFeDe Aavina Glez100% (3)
- Is There Any Way To Download The Whole Package of Asphalt 8 Airborne So That I Can Install It On Any Android Device Without An Internet Connection - QuoraDocument4 pagesIs There Any Way To Download The Whole Package of Asphalt 8 Airborne So That I Can Install It On Any Android Device Without An Internet Connection - QuoraMounir2105No ratings yet
- Entropy Equation For A Control VolumeDocument12 pagesEntropy Equation For A Control VolumenirattisaikulNo ratings yet
- Presentation DelcorteDocument15 pagesPresentation Delcortecarlos2685No ratings yet
- 07 Endodontic RetreatmentDocument64 pages07 Endodontic RetreatmentGayathriNo ratings yet
- ISO 20000-1 Gap Analysis QuestionaireDocument15 pagesISO 20000-1 Gap Analysis QuestionaireUsman Hamid67% (6)
- Hamming Code - Error Detection Aim: AlgorithmDocument12 pagesHamming Code - Error Detection Aim: Algorithmkrithikgokul selvamNo ratings yet
- Statistical MethodsDocument77 pagesStatistical MethodsGuruKPO100% (1)
- Lithospheric Evolution of The Pre-And Early Andean Convergent Margin, ChileDocument29 pagesLithospheric Evolution of The Pre-And Early Andean Convergent Margin, ChileAbdiel MuñozNo ratings yet
- Original Research PapersDocument13 pagesOriginal Research Papersrikaseo rikaNo ratings yet
- Advanced Laser Al170: Instruction ManualDocument35 pagesAdvanced Laser Al170: Instruction ManualJuan Camilo100% (1)
- Solved Consider Again The Demand Function For Corn in Formula 1Document1 pageSolved Consider Again The Demand Function For Corn in Formula 1M Bilal SaleemNo ratings yet
- Enterpreneurship Assignment 2Document8 pagesEnterpreneurship Assignment 2Khusbu JaiswalNo ratings yet
- PP in Ii 001Document15 pagesPP in Ii 001Dav EipNo ratings yet
- Chilere - Unitatile de Racire - Technical - Brochures - NX - 0152P - 0812P - EN PDFDocument72 pagesChilere - Unitatile de Racire - Technical - Brochures - NX - 0152P - 0812P - EN PDFDaniel MilosevskiNo ratings yet
- 93c3 Document 3Document14 pages93c3 Document 3NONON NICOLASNo ratings yet
- Examiners' Report Principal Examiner Feedback January 2018Document7 pagesExaminers' Report Principal Examiner Feedback January 2018WandaNo ratings yet
- Barriers of CommunicationDocument5 pagesBarriers of CommunicationIVY YBAÑEZNo ratings yet
- Capital Budgeting and Capital Budgeting and Risk Analysis Risk AnalysisDocument16 pagesCapital Budgeting and Capital Budgeting and Risk Analysis Risk AnalysisHaris FendiarNo ratings yet