You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Hot Oil SystemDocument20 pagesHot Oil SystemMohamad PizulNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Pipeline Leak Detection SystemDocument9 pagesPipeline Leak Detection SystemMohamad PizulNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Managing System Integrity For Liquid Hydrocarbon PipelinesDocument11 pagesManaging System Integrity For Liquid Hydrocarbon PipelinesMohamad PizulNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Pipeline RepairsDocument44 pagesPipeline RepairsMohamad PizulNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Offshore Riser Splash Zone Protection CoatingDocument46 pagesOffshore Riser Splash Zone Protection CoatingMohamad PizulNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Onshore Pipeline ConstructionDocument13 pagesOnshore Pipeline ConstructionMohamad PizulNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- 1410 2022t04 Rajat Rathore Saugata enDocument9 pages1410 2022t04 Rajat Rathore Saugata enshimelis TameneNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Muhammad Ramdhan Suwandi-N8d-360179141Document6 pagesMuhammad Ramdhan Suwandi-N8d-360179141Rija SunaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Try These Funny Hindi Rhymes To Memorize That Tricky Periodic Table - KshitijDocument12 pagesTry These Funny Hindi Rhymes To Memorize That Tricky Periodic Table - KshitijabhijeetNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Pmls2 Quiz QuestionsDocument12 pagesPmls2 Quiz QuestionsrytorvasNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- SolidWorks API Series 1 - Programming & Automation PDFDocument268 pagesSolidWorks API Series 1 - Programming & Automation PDFAnonymous sAmJfcV86% (7)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Fender Design CriteriaDocument15 pagesFender Design CriteriaAnonymous UCveMQNo ratings yet
- 15.1 Illustrative Problems For Ncahfs and DoDocument4 pages15.1 Illustrative Problems For Ncahfs and DoStefany M. SantosNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Bloomberg - Investment Banking CheatsheetDocument2 pagesBloomberg - Investment Banking CheatsheetjujonetNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Drilling For DummiesDocument37 pagesDrilling For Dummieschaeqq100% (1)
- Create and Update PurchaseOrder With Project DFFDocument31 pagesCreate and Update PurchaseOrder With Project DFFmiba_2025No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Additional English Handout For Printing 2nd BatchDocument4 pagesAdditional English Handout For Printing 2nd BatchCaracel Sobiono sub2sobNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Ionic Liquids As Novel Surfactants For The Potential Use in Enhanced Oil RecoveryDocument10 pagesIonic Liquids As Novel Surfactants For The Potential Use in Enhanced Oil RecoveryKhalid Al-KhidirNo ratings yet
- Dil 1232Document18 pagesDil 1232iman alyahNo ratings yet
- Industrial Control Transformers (Machine Tool) - 9070T100D55Document2 pagesIndustrial Control Transformers (Machine Tool) - 9070T100D55chardNo ratings yet
- Title 250706Document556 pagesTitle 250706callmeasthaNo ratings yet
- Methyl Isocyanate (MIC) Rundown & Storage System: The Bhopal Gas Tragedy Technical Series Part 1 of 4Document3 pagesMethyl Isocyanate (MIC) Rundown & Storage System: The Bhopal Gas Tragedy Technical Series Part 1 of 4Jesse Haney IIINo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- DME Manufacturing Process ofDocument12 pagesDME Manufacturing Process ofzainahmedscribdNo ratings yet
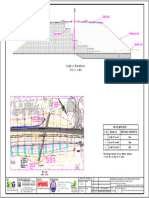
- EAL 431/2 Highway Design: LecturersDocument31 pagesEAL 431/2 Highway Design: LecturersNasrulNo ratings yet
- Dangerous Prohibited Goods Packaging Post GuideDocument66 pagesDangerous Prohibited Goods Packaging Post Guidetonyd3No ratings yet
- DS BR ACRYLIC PU CoatingDocument3 pagesDS BR ACRYLIC PU CoatingSomak DuariNo ratings yet
- UPDATED Mechanical All Subjects Ebooks PDFDocument7 pagesUPDATED Mechanical All Subjects Ebooks PDFGomathi SankarNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Sag 011 5267 DSN PW em 24.380 24.520 Ol SG2 100 01Document1 pageSag 011 5267 DSN PW em 24.380 24.520 Ol SG2 100 01Sanjay SwamiNo ratings yet
- NSN Form 2013 PDFDocument136 pagesNSN Form 2013 PDFAnca IacobNo ratings yet
- Gold Exp B1P U4 Skills Test BDocument6 pagesGold Exp B1P U4 Skills Test BVanina BuonagennaNo ratings yet
- Honeywell Question 1&2Document6 pagesHoneywell Question 1&2anon_909027967No ratings yet
- FDocument2 pagesFradouane9211No ratings yet
- Dragon Magazine #237Document124 pagesDragon Magazine #237Anonymous OwiutM4l50% (2)
- Route Oct 2019Document445 pagesRoute Oct 2019Alex AndruNo ratings yet
- Leps202 PDFDocument20 pagesLeps202 PDFSoma NaikNo ratings yet
- Nitoproof 600 UAEDocument4 pagesNitoproof 600 UAECharles FernandesNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)