Professional Documents
Culture Documents
MANUAL1 - Copia - 4
Uploaded by
Jose NoriegaOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
MANUAL1 - Copia - 4
Uploaded by
Jose NoriegaCopyright:
Available Formats
Mill Installation
Figure 12. Typical radial hydrostatic multi pad bearing
1. HSB upper part
2. Restrictor tube
3. Bracket
4. HSB lower part
8.3.3 Installing bearing housing seal
1. Install the seals on the journal shaft sides prior to placing the shaft into the bearing
housing.
2. Mark the seal on quarter sections by stretching and marking in one direction and
then by stretching in the opposite direction by pulling from the first marks.
3. Wrap the complete one-piece seals around the shaft and stretch the seal evenly
around the seal mounting surface by matching the quarter marks on the seal with
the station marks on the trunnion.
4. Lift a section of the seal at a time inserted a continuous bead of a suitable sealant,
such as Permatex Ultrablue, between the shaft and the seal.
CAUTION
RTV Silicon based sealants are recommended for placing under the seal (i.e. Permatex
Ultrablue or Loctite Blue Maxx).
© Outotec Oyj 2013. All rights reserved. 38 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
5. Position the seal according to the drawing set, ensuring dimension “X” of Figure 5 is
at least 5mm, this dimension being the gap between the start of the seal and the
axial shoulder, and the position of the free end seal is correct when thermal
expansion of the mill is taken into account.
6. Install the clamping bands on the inboard and outboard groove.
7. Install o-ring cords in the both inboard and outboard lip groove to increase tension
in the outboard side of the seal, with the cord diameter being adjusted so the
outboard lip tension is greater than the inboard and the minimum cord diameter is
7mm.
8. After the head has been installed in the bearing housing and the bearing housing
cap has been fasten in place.
9. For details regarding the seals see figures below and also refer to the Seal
Assembly drawing.
Figure 13. Typical bearing seal assembly
© Outotec Oyj 2013. All rights reserved. 39 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
Figure 14. Bearing seal assembly in lower portion of housing
10. Apply a suitable sealant such a Permatex Ultrablue between the seal plates and the
sides of the bearing housings.
CAUTION
RTV Silicon based sealants are recommended for placing under the seal (i.e. Permatex
Ultrablue or Loctite Blue Maxx).
11. Center the seal plates around the mill trunnion and tighten fasteners. Make sure
the seal plate segments are correctly located and aligned. Refer to Figure 9, noting
orientation of lubricant relief grooves.
12. Tighten the housing flange fasteners.
8.3.4 Installing upper bearing housing
Upper bearing housing installation can only be completed after the head is lowered onto
the bearings.
1. Install the upper bearing housings taking note of the factory match marks.
2. Apply a light coat of a suitable sealant such a Permatex Ultrablue between the
flanges.
3. Tighten the flange fasteners.
4. Mount the bearing housing weather shields.
© Outotec Oyj 2013. All rights reserved. 40 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
Figure 15. Distance (height) between trunnion and pedestal
.
CAUTION
Check that lubricant supply lines are correctly connected and flushed before starting the
trunnion bearing lube system. Before rotating the mill shell assembly in the trunnion
bearings, make sure that the trunnion bearing lubrication system is running, and
delivers oil to the trunnion bearings. Look for oil flow between the hydrostatic bearing
shoes and the trunnions. Use a dial indicator to verify that the oil pressure lifts the
trunnions off from the hydrostatic shoe bearings.
© Outotec Oyj 2013. All rights reserved. 41 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
9 Mill assembly (SRB)
NOTE: Installation of the bearing housing bases must precede installation of the mill
heads. Install the bearing housing lower bases according to chapter 11.
CAUTION
The mill shell comes with bracing located at each end near the flanges. When possible,
do not remove these braces until after the head and shell have been fastened together.
1. Erect the installation cradles on the foundations.
2. Adjust the cradles to the theoretical height and position, taking into consideration
the maximum stroke of the hydraulic jacks.
3. Install and align the bottom bearing housings with correct center distance.
.
CAUTION
Mill shell flange faces must be free of paint, clean and dry at assembly.
.
WARNING
Do not weld lifting lugs onto the mill shell. Improperly welded lifting lugs may pose
potentially serious hazards to personnel. Welding, burning, and grinding may damage or
weaken the shell and will void component warranty.
.
CAUTION
Use extreme care while lifting and lowering the mill shell components to avoid damaging
the bearing or bearing housing.
.
CAUTION
Do not force the mill heads into the shell if the flanges fail to seat. Try to determine
where pinching occurs and jack the heads or shell until the flanges seat freely.
4. Identify the 0, 90 and 270 positions on each section to ensure correct relative
positions during assembly.
5. Install shell on cradles and fit the mill heads.
6. Make sure the male/female spigot between the shell and mill heads fit correctly.
© Outotec Oyj 2013. All rights reserved. 42 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
Install and tighten the flange fasteners to the required elongation using a ultrasonic
fastener micrometer. Refer to Structural Fasteners Assembly drawing for required
fastener elongation. Where the trunnion is separate to the head install the trunnion
in a similar manner to that used for the head.
7. Fit trunnion bearings to mill journal, if not previously fitted according to chapter 9.2.
8. Clean the surfaces of the inside of the bearing housing and the outside of the
bearing race.
9. Lower the jacking cylinders until the trunnion bearings rest on the lower bearing
housings.
10. Verify mill shell center line level in reference to level datum point. If difference of
levels between the ends exceeds 0.25 mm, adjust level using the following
procedure.
- Jack the mill body off of the bearing bases
- Install shim under the bearing soleplates as required
- Retighten all fasteners and lower mill shell
- Verify shell centerline
11. Install bearing housing top halves according to chapter 9.2, tighten and finish
bearing assembly according to specification.
12. Remove the jacking cradles and place them in a safe storage facility with the mill
jacks.
13. The mill body is free to rotate on the spherical roller bearings at this point; however,
excessive rotation without re-greasing can cause damage to the bearings. It is
important that during installation the bearings are either greased by hand
periodically, or the bearing lubrication system is activated and operated whenever
the mill is being rotated.
© Outotec Oyj 2013. All rights reserved. 43 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
9.1 Installing main bearing soleplates
NOTE: HSB bearings do not have a separate soleplate.
Figure 16. Typical soleplate bench and reference marks
1. Benchmark "A"
2. Ref. mark "B"
3. Ref. mark "C"
4. Ref. mark "D"
1. Locate centerline marks on each soleplate and establish bench and reference
marks per the above sketch (Figure 16). The bench and reference marks should be
located midway between the bearing hold down fasteners.
2. Starting at the drive (held bearing) end of the mill, align the soleplate centerlines
with the mill operating centerlines.
3. Set the soleplate benchmark “A” to its operating elevation using the shims provided
and record this elevation.
4. Set the opposite end reference mark “B" to the same elevation within 0.1 mm per 1
m and record this elevation.
5. Using the drive end benchmark set the non-drive (free bearing) end reference mark
© Outotec Oyj 2013. All rights reserved. 44 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
“C” to the same elevation within 0.1 mm per 1 m and record this elevation.
6. Set the opposite end of the non-drive end soleplate reference mark “D” to the same
elevation with 0.1 mm per 1 m and record this elevation.
7. Adjust position of both housing to obtain equal diagonal measurements and record
these measurements.
8. Re-check elevations of both soleplates.
9. Snug all foundation fasteners.
10. Re-check elevations of both soleplates.
9.2 Mill bearing installation (SRB)
Mounting a trunnion bearing requires an experienced bearing installation technician and
suitable equipment. We would therefore recommend the assistance of an installation
supervisor from either Outotec or from the bearing manufacturer.
The following are the bearing installation basic steps:
• Remove bearings from boxes;
• Clean the bearing journals and housings;
• Install inner rings and seal components;
• Oil the trunnion using clean mineral oil;
• Measure and record radial internal bearing clearance prior to installation;
• Install bearings and set as per manufacturer instructions;
• Install bearing lock ring (applies to cylindrical bore bearings only);
• Measure and record radial internal bearing clearance after installation;
• Compare radial internal clearance before and after installation to ensure that there
has been a sufficient reduction which indicates that the bearing is properly installed;
• Install housings on foundation plates and align;
• Lower mill assembly onto the bearing housings;
• Pack bearings with lubricant as per manufacturer instructions;
• Install outer rings and seal components;
• Fasten inner and outer seal components;
• Pipe grease lines from fittings on seal ring to a common lubrication point on the side
of the mill; and
• Fill the cavity between the two seals with grease.
.
CAUTION
Lube lines must be clean and free of contaminants before connecting. Make sure all
connections are tight to prevent leakage.
© Outotec Oyj 2013. All rights reserved. 45 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
9.2.1 Typical bearing installation procedure
Figure 17. Typical SRB installation procedure
1. Bearing house
2. Cover
3. Labyrinth ring
4. Adjustment fastener
5. O-ring string
6. V-ring
7. Bearing
8. Spill tray
1. Clean the bore and the sides of the bearing inner race using dehydrated white spirit.
Make sure that no anti-corrosive agent has been left on the surfaces.
2. Install the holding ring.
3. Install the inner labyrinth ring and V ring.
4. Pack the labyrinth with grease and install the inner cover halves.
5. Push the bearing onto the mill trunnion until it just gets metal to metal contact.
Check that the inner race is straight on the mill trunnion. Set the axial drive-up of
the bearing by means of the set fasteners. Measure and note down the radial
clearance before the assembly.
6. Connect the pressure oil equipment to the mill trunnion. Use an oil that can endure
300 mm2/sec. at operating temperature.
7. To enable the driving up, use the flange from the trunnion lining and a divided
© Outotec Oyj 2013. All rights reserved. 46 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
pressure ring. During simultaneous oil injection between the inner ring of the
bearing and the trunnion, drive the bearing up cross-wise using the fasteners until it
makes contact with the labyrinth ring. Release the oil pressure. Check the radial
clearance in the following manner:
8. Check that a correct radial reduction of the clearance is obtained by measuring the
bearing clearance in three places, 3, 6 and 9 o'clock. Add the values and divide by
2. Compare the result with the figures in Table 4.
9. Install the outer labyrinth ring and covers in halves.
NOTE: If clearance is checked with the bearing in the housing, supporting the mill,
the clearance measured at 3 and 9 o'clock will be smaller and at 12 o'clock larger
than the same for an unloaded bearing. The measuring method will still give the
same clearance for unloaded as well as loaded bearings.
The driving-up equipment must not be loosened too fast or the bearing might slide down
from the inner race. Sufficient period of waiting is 30 minutes from the time when the oil
pressure is released.
1. Fill the whole bearing with grease.
2. Before lowering the bearing on the housing, coat the outer race surface with the
same grease used in the bearing.
Table 4. Clearance at driving-up of trunnion bearings (The gap reduction determines when
the bearing assembly is finished)
BEARING ORIGINAL RADIAL CLEARANCE MINIMUM DRIVING
CLEARANCE REDUCTION CLEARANCE UP
ALLOWED
AFTER
ASSEMBLY
No. mm mm mm mm
239/750 CAK/C3 0.750-0.960 0.340-0.450 0.350 7.2- 9.0
239/850 CAK/C3 0.840-1.070 0.370-0.500 0.390 7.6- 9.8
239/1060 CAK/C3 1.030-1.300 0.450-0.600 0.480 8.4-11.3
238/1180 CAK/C3 1.120-1.420 0.490-0.650 0.540 9.7-12.2
239/1180 CAK/C3 1.120-1.420 0.490-0.650 0.540 9.7-12.2
248/1500 K30/C3 1.350-1.720 0.620-0.820 0.680 28.8-36.2
249/1500 1.350-1.720 0.620-0.820 0.680 30.7-38.0
CAK30/C3
248/1800 K30/C3 1.500-1.920 0.700-0.920 0.750 33.0-41.9
© Outotec Oyj 2013. All rights reserved. 47 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
9.2.2 Installing held bearing housing
1. Clean and check all parts supplied and remove any sharp edges.
2. Put the bottom half of the bearing housing in place on the foundation plate and
align.
3. Apply a sealant of type Permatex Ultrablue or Loctite Blue Maxx on mating surfaces
between bearing cover, housing, labyrinths and trunnion lining.
4. Lower the mill so far that a clearance of approx. 0.5 mm is obtained between the
outer race of the bearing and the bottom half of the bearing housing. Align the
covers with the housing. This operation must be done simultaneously for both
bearings.
5. Check that the inner and outer rings of the bearing are not displaced axially.
6. Install the distance rings on the top half of the housing.
7. Install the top half of the bearing housing.
8. Lower the mill onto the bottom housing and align it carefully horizontally as well as
axially.
9. Complete the assembly by installing all fasteners, locking the inner and outer
labyrinth rings against the bearing and fastening the covers.
10. Install the wedges between the bearing housing base and the stop lug of the
soleplate.
9.2.3 Installing free bearing housing
The free bearing housing bears on a pin and rocker assembly to allow the entire
housing the freedom to rock in the axial direction as needed with the thermal expansion
of the mill body.
1. Position the wear plates and rockers in place under the lower portion of the bearing
housing.
2. Set the free state of the lower portion of the housing in such a position that the
housing centerline will be near the free-state centerline during operation (at
operating temperature). This means that in order to install the bearing into the
housing the housing will need to be pushed back on the rockers.
3. Apply a sealant of type Permatex Ultrablue or Loctite Blue Maxx on mating surfaces
between bearing cover, housing, labyrinths and trunnion lining.
4. Lower the mill so far that a clearance of approx. 0.5 mm is obtained between the
outer race of the bearing and the bottom half of the bearing housing. Align the
covers with the housing. This operation must be done simultaneously for both
bearings.
5. Check that the inner and outer rings of the bearing are not displaced axially.
6. Install the distance rings on the top half of the housing.
7. Install the top half of the bearing housing.
8. Lower the mill onto the bottom housing and align it carefully horizontally as well as
axially.
© Outotec Oyj 2013. All rights reserved. 48 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
9. Complete the assembly by installing all fasteners, locking the inner and outer
labyrinth rings against the bearing and fastening the covers.
© Outotec Oyj 2013. All rights reserved. 49 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
10 Drive train
10.1 Installing variable speed drive
Follow all manufacturers’ recommendations.
10.2 Installing ring gear
.
WARNING
Gear installation will create unbalanced loads, which could cause the mill to rotate
unexpectedly. Secure the mill against rotation during gear installation.
NOTE: For detailed instructions, refer to the gear manufacturer’s installation manual.
10.2.1 Preparing
Before starting, refer to the General Assembly drawing. Note that if the gear mounts
against the shell or head flange, some fasteners only go through the shell and head
flanges, while other fasteners grip the shell, head, and gear flanges. Refer to the Mill
Body Assembly drawing to determine correct fastener locations, as some holes are
slightly larger. These holes provide clearance for the fasteners that hold the shell and
head flanges together. Check the mill shell assembly and make sure that these
fasteners have been installed. When placing the gear on the mill shell assembly, you
will have to align these larger holes with the fasteners. Refer to Figure 18 below.
© Outotec Oyj 2013. All rights reserved. 50 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
Figure 18. Installing ring gear
1. Gear
2. Mill head
3. Shell
4. Shell/head/gear mounting fastener
5. Shell/head mounting fastener
6. Jacking screw
The ring gear will normally be supplied in multiple segments (usually 2, 3 or 4
segments), and this section describes the method for assembling the gear segments
together. For four segment ring gears, some of this bolting takes place on the ground,
and in this case, care should be taken to ensure that the gear is properly supported.
Prior to assembling the ring gear segments the split flanges should be cleaned
of rust preventative coatings, sanded and filed to remove any bumps or burrs
incurred during transport.
CAUTION
Consult Outotec promptly if you find that the gear teeth or flanges are damaged.
Attempting to repair these areas may cause additional damage.
© Outotec Oyj 2013. All rights reserved. 51 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
10.2.2 Mounting, fastening and alignment of gear
CAUTION
Before rotating the mill, run the hydraulic pumps on the trunnion bearing lubrication
system. Refer to the Chapter Mill Lubrication Assembly. Rotating the mill without
lubrication will damage the bearings and the journals.
Check the mill shell-mounting flange for axial and radial run out, using the procedure in
the gear manufacturer’s manual.
Using the General Assembly drawing and the gear manufacturer’s manual, mount the
gear on the mill shell assembly. Refer to the gear manufacturer’s instructions for
assembling the gear splits and chapter 4.3 Installing fasteners in this manual.
NOTE: Before mounting the gear on the mill shell, make sure that all the jacking
screws have been threaded all the way into their holes on the gear.
1. Identify mating gear split flanges by match marking on gear. This should be located
near the split flanges.
1. Trial fit all studs in each segment to ensure they will fit.
2. Coat all fastener threads in Molykote P74.
3. Ensure that the clearance bolts will fit into the flanges from the back of the flange. If
this is not possible then insert the bolts into one flange.
4. Align gear segments and bring flange faces together ensuring that match marking
are on the same side of the gear. If the gear is being assembled on the ground you
may need to insert the clearance bolts (if not already inserted), clearance bolts
should be installed according to the following procedure:
5. Insert clearance studs through flange holes with an equal amount of thread
protruding each side. Insert fitted bolts to split line with an equal amount of thread
protruding each side.
6. Insert clearance studs through flange holes with an equal amount of thread
protruding each side.
7. Install washer and hex nut onto the studs nipping up tight.
8. Install jacking screws.
Check the assembled gear for axial and radial run out, using the procedure in the gear
manufacturer’s instruction book. If necessary, adjust the gear axial runout by adding or
removing shims between the ring gear and mill flange. Adjust the radial runout with the
jacking screws.
After final alignment, fully tighten all fasteners and retract the jacking screws off the gear
mounting flange.
© Outotec Oyj 2013. All rights reserved. 52 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
WARNING
Improperly tightened fasteners pose a potential hazard to personnel and may damage
the mill during operation. Verify that you are installing fasteners of the correct diameter,
length, and material grade. Do not use fasteners without any grade markings. Avoid
using fasteners of uncertain or unknown origin. Whenever possible, use calibrated
equipment for tightening these fasteners.
10.3 Installing pinion bearings/pillow blocks
Figure 19. Installing pinion bearings
1. Pinion bearing soleplate
2. Shim
3. Pinion bearing
4. Pinion shaft
The pinion shaft assembly consists of a pinion, a fixed pillow block bearing assembly, a
floating pillow block bearing assembly, and a coupling half.
Each pillow block assembly includes a split housing (plus appropriate hardware), two
seals, and a spherical roller bearing. The roller bearings are the tapered bore type and
are mounted onto the pinion shaft with tapered sleeves. Some fixed pillow block
assemblies have a split, stabilizing ring on either side of the spherical roller bearing to
restrain it within the housing. Other types of fixed pillow block assemblies are machined
© Outotec Oyj 2013. All rights reserved. 53 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
so that the housing captures the bearing. In this instance, the housings will have
different part numbers.
Mounting a bearing requires an experienced bearing installation technician and suitable
equipment. We would therefore recommend the assistance of an installation supervisor
from the bearing manufacturer.
Follow all manufacturer recommendations. Below is the recommended installation
sequence for the pinion bearing soleplates and pillow blocks.
10.3.1 Installing pinion bearing soleplates
NOTE:
It makes sense to only install the pinion soleplates after the ring gear is installed onto
the mill.
Centerlines of pinion bearing soleplates must be parallel to the centerline of the ring
gear.
Figure 20. Pinion bearing soleplate
© Outotec Oyj 2013. All rights reserved. 54 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
Figure 21. Installing pinion bearing soleplates
1. Benchmark "E"
2. Ref. mark "F"
3. Ref. mark "G"
4. Ref. mark "H"
1. Locate centerline marks on each soleplate and establish bench and reference
marks per the following sketch (Figure 9. Bearing seal assembly in lower portion of
housing). The bench and reference marks should be located midway between the
bearing hold down fasteners.
2. Align the pinion bearing soleplate centerlines with the pinion operating centerlines.
3. Set the benchmark “E” to its operating elevation and record this elevation.
4. Set the opposite end reference mark “F” to the same elevation within 0.1 mm per 1
m and record this elevation.
5. Using bench mark “E” as a datum point, set the opposite mill side pinion bearing
soleplate reference mark “G” to the same elevation within 0.1 mm per 1 m and
record this elevation.
6. Set the opposite end of the soleplate reference mark “H” to the same elevation
within 0.1 mm per 1 m and record this elevation.
7. Adjust position of both soleplates to obtain equal diagonal measurements and
record these measurements.
8. Re-check elevations of both soleplates.
9. Level both soleplates across their widths to within 0.1 mm per 1 m and record these
measurements.
© Outotec Oyj 2013. All rights reserved. 55 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
10. Finger tighten foundation fastener nuts.
11. Using the jacking screws between the bench and reference marks on each
soleplate, adjust each soleplate to obtain a uniform flat and level surface. Record
these measurements. A concave surface is not allowed.
12. Snug foundation fasteners.
13. Recheck all the above measurements and adjust, if necessary.
14. Install the pinion shaft assembly, with bearings and pillow blocks installed, onto the
pinion bearing soleplates. Ensure that a nominal thickness of shims is installed
between the pillow blocks and soleplates to allow for future lowering of the pillow
blocks.
CAUTION
Some pinion seals need to be assembled onto the shaft before the pinion bearings are
fitted. Be diligent to fit all seals before bearings are assembled onto the pinion shaft.
CAUTION
Use only the drive up method as described by the bearing manufacturer for assembly of
the pinion bearings.
15. Align the pinion shaft with the gear by shimming between the sub-sole packer
plates and the underside of the pinion bearing soleplates. Follow the alignment
procedure as detailed in the gear/pinion manufacturer’s manual.
16. After all components are installed and aligned, grout soleplates in place. For more
information on the recommended grouting procedures, refer to chapter 12 Grouting.
17. Fully tighten the pillow block and soleplate hold down fasteners.
18. Perform a blue contact test of the meshing and if necessary make adjustments.
NOTE: For twin pinion mills the bore diameters and bore heights from the bottom of
the pillow block feet of all pillow block assemblies need to be measured and the fixed
and free housings for each side need to be matched according to these dimensions.
The closest matching pair should be used on the side pushing down on the ring gear
(uplifted pinion). As the uplifted pinion is pushed to the top of the pillow block
housings rather than the bottom, the pillow blocks must be shimmed to account for
bore and bore height differences in order to achieve a level pinion when under load.
NOTE: Prior to start up adjust the pinion alignment with the gear to account for the
deflection of the mill under load. This process should be performed under Outotec
supervision.
© Outotec Oyj 2013. All rights reserved. 56 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
10.3.2 Gear contact set up and blue contact test
NOTE: The pinion should be shimmed to achieve the best contact/backlash and root
gap as possible when aligning the cold gear set to an empty mill. Once the cold gear
set alignment check has been completed and found to be acceptable a set amount of
shim should be removed from the inboard side of the pinion to account for the
deflection in the mill when fully loaded.
Once the pinion position has been set, and the gear contact pattern should be checked
to determine if the pinion is correctly aligned. The following steps outline this process.
1. Rotate the mill so that the pinion is at station 1. Ensure that about ten of the ring
gear teeth are clean and free from protective coatings.
2. Clean and coat 2 or 3 of the pinion teeth (contact and backsides) with a smooth thin
layer of contact marking medium (e.g. Prussian blue). Ensure that the entire tooth
profile is covered.
3. Roll the pinion through the mesh several times to trace the contact pattern onto the
ring gear teeth. If motor power is not available then use a torque arm and ‘bump’
the teeth on both sides as the pinion is rolled back and forth.
4. The contact pattern transferred onto the ring gear teeth should be at least
80% across the face, and must not be entirely on one side or the other. If
this is not achieved then adjust the pinion and repeat steps 2 and 3, remembering
to clean the contact pattern from the ring gear teeth.
5. Once a satisfactory contact pattern has been established take photos of the
final contact pattern as a permanent record. Check the contact pattern at 90,
180 and 270 degrees from station 1 and, if necessary, make minor adjustments to
the pinion to obtain the best average contact on the gear for all four
locations.
6. Take good photos of the final gear contact for all locations.
10.4 Installing main and inch drives
NOTE: Follow all manufacturer recommendations for these components.
NOTE: Only install these soleplates after the ring gear is installed onto the mill.
NOTE: Aim to use 3 mm of various thickness shim between the components and the
soleplates, which means the sole plates should be installed 3mm below the intended
top relative level.
© Outotec Oyj 2013. All rights reserved. 57 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
CAUTION
All grouted in foundation fasteners must be wrapped in Densyl tape or enclosed in a
tight fitting tube so that when tightened they are able to stretch over their full length.
Failure to provide proper stretching length will likely result in fastener failures.
1. Install the sub-soleplates according to chapter 6.3, positioning the sub-soleplates so
they are positioned central under the motor bases but adjacent to the cast in anchor
box allowing 13 mm of shim in the elevation build up (10mm under the motor base
soleplate and 3mm between soleplate and motor).
2. Install the soleplate onto the underside of the component mounting feet clamping
3mm of shim between soleplate and mounting foot at each fastener in the process.
Ensure the bases are mounted such that the fasteners are in the middle of the
clearance holes to maximize future adjustability; tape wrapped around the mounting
fasteners is good for this purpose of centralization.
3. Install the captive anchor fasteners into the bases. Add 10mm of shim to the top of
the embedded plates adjusting the shim thickness so as to achieve the correct
levels.
4. Place the component / soleplate / anchor fastener assembly onto the sub-sole
plates ensuring the nominal 10mm of shim is located between sub-soleplate and
underside of soleplate. Ensure the captive fasteners hang vertically in the anchor
fastener boxes.
5. Set the elevation of the soleplates using the same approach as employed in chapter
10.3.1.
6. Align component and soleplate to the mating shafts maintaining the levelness of the
components during the installation.
CAUTION
Gearflex type low speed reducers need to operate with a minimum amount of angular
misalignment in order to achieve proper lubrication of the splines. This misalignment
must be preset into the drive alignment during installation.
7. Grout in the anchor fasteners so that at least 100mm of fastener is submerged.
When cured adjust the position of any components that are not correct and when
done nip up the anchor fasteners. For more information on grouting, refer to refer to
chapter 12 Grouting.
8. Snug foundation fasteners and recheck all measurements.
9. Fully tighten the foundation fasteners after grouting.
10.5 Installing main drive motor
10.5.1 Installing motor base (Singular base)
1. Install the sub-soleplates according to chapter 6.3.
© Outotec Oyj 2013. All rights reserved. 58 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
2. Clean the underside of the motor base.
3. Lower the motor base on top of the embedded plates and over the anchors. Use the
shims provided to adjust the height and inclination of the base.
4. Tighten the foundation fasteners to prevent movement during under-grouting.
5. After all components are installed and aligned, grout the base plate in place
according to chapter 12. Grouting. Refer to section on soleplate installation for
grouting details.
6. Tighten the foundation fasteners.
10.5.2 Installing motor bases (Multiple base)
CAUTION
All grouted in foundation fasteners must be wrapped in Densyl tape or enclosed in a
tight fitting tube so that when tightened they are able to stretch over their full length.
Failure to provide proper stretching length will likely result in fastener failures.
1. Install the sub-soleplates according to chapter 6.3, positioning the sub-soleplates so
they are positioned central under the motor bases but adjacent to the cast in anchor
box allowing 13 mm of shim in the elevation build up (10mm under the motor base
soleplate and 3mm between soleplate and motor).
2. Clean the motor bases and the underside of the motor mounting thoroughly.
3. In the appropriate positions install the bases onto the underside of the motor
mounting feet clamping between each 3mm of shim in the process. Ensure the
bases are mounted such that the fasteners are in the middle of the clearance holes
to maximize future adjustability; tape wrapped around the mounting fasteners is
good for this purpose of centralization.
4. Install the captive anchor fasteners into the bases. Add 10 mm of shim to the top of
the embedded plates adjusting the shim thickness so as to achieve the correct
levels.
5. Lower the motor base complete with bases and captive anchor fasteners into
position onto of the 10mm shim packs, ensuring the captive fasteners hang
vertically in the anchor fastener boxes.
6. Grout in the anchor fasteners so that at least 100mm of fastener is submerged.
When cured adjust the position of any components that are not correct and when
done nip up the anchor fasteners. For more information on grouting, refer to chapter
12 Grouting.
© Outotec Oyj 2013. All rights reserved. 59 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
11 Gear guard
11.1 Installing guard
Figure 22. Installing guard
1. Bottom section of the guard
2. Top section of the guard
1. Align the bottom sections of the guard to the theoretical ring gear location and
fasten together using the hardware provided. Use a suitable RTV Silicon sealant,
such as Permatex Ultrablue on all flange joints.
2. Support the lower half of the guard to the foundation, but do not anchor in place.
3. Install the ring gear as per assembly instructions included in this manual.
4. Assemble the upper guard sections. Use a suitable RTV Silicon sealant, such as
Permatex Ultrablue on all flange joints.
5. Align the gear guard to the gear rim face with even spacing around the entire
circumference.
6. Final tighten all fasteners and install foundation anchors.
7. After all components are installed and aligned, grout the base in place. For more
information on the grouting recommendations, refer to chapter 12 Grouting.
© Outotec Oyj 2013. All rights reserved. 60 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
11.2 Installing gear seal
11.2.1 Installing felt seals
Figure 23. Installing felt seals
1. Pre-lubricate the felt seals with oil prior to assembly.
2. Insert the seal ring segments into the groove in the ring gear.
3. Use silicone gasket material on all end joints.
4. Install the seal ring retainers and spacer blocks.
5. Use silicone gasket material on all joints.
6. Assemble the felt seal and retainer ring segments.
11.2.2 Installing Barricade seals
Gluing the barricade seals
1. Pre-join the Barricade seal using Loctite 406 following the Loctite instructions,
leaving only one joint per seal.
2. Lightly lubricate the barricade seals during assembly to prevent damage during mill
rotation prior to the permanent lube system being started
3. Install the rotating ring onto the side of the ring gear.
4. Install the barricade seal onto the rotating ring and perform the final joins. Apply a
© Outotec Oyj 2013. All rights reserved. 61 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
bead of a suitable sealant, such as Permatex Ultrablue under the Barricade seal
and then tighten clamping bands.
5. Fit the seal plate to the ring gear guard and into the barricade seal, sealing the seal
plate onto the guard using a suitable sealant, such as Permatex Ultrablue.
6. Install the retainer ring and cover plate.
11.3 Installing pinion seals
Refer to ring gear assembly to understand the correct seal arrangement
CAUTION
Some seals need to be assembled onto the shaft before the pinion bearings are fitted.
1. Assemble the cover plates around the pinion shaft and fasten to the gear guard.
Use a suitable sealant, such as Permatex Ultrablue between the cover plate and
gear guard.
2. Assemble the seal, be it felt or pipe type according to the guard assembly drawing.
Ensure the seal does not grip too hard on the pinion shaft.
11.4 Installing infrared sensor
1. Install the optic assembly as per the assembly drawing. Use a suitable sealant,
such as Permatex Ultrablue on all flange joints.
2. Insert the air purge collars and infrared sensors at the ends of the optic assembly.
3. Mount the pressure regulator / filter cabinet to the side of the gear guard.
4. Connect air hoses provided from manifold to air purge collars.
5. Connect air supply to the air unit and adjust the air pressure across the sensor face
per manufacturer’s recommendations.
© Outotec Oyj 2013. All rights reserved. 62 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
12 Grouting
12.1 Foundation grout
Use only non-shrinking grout with minimum compressive strength of 40 MPa (5800 psi)
at an age of 7 days and 20ºC (68ºF) and minimum compressive strength of 60 MPa
(8700 psi) at an age of 28 days and 20ºC (68ºF).
In order to establish the integrity of the grout prior to its application, mix a portion of
grout following the supplier’s instructions and cast a sample block. Compare setting
time with supplier information and verify that there is no particle segregation.
NOTE: To reduce the risk of trapped air under the soleplate, place grout only on one
side of the soleplate and then work through to the other side of the soleplate.
When pouring the grout, care must be taken to eliminate any voids that might develop.
Using manual methods force grout under the bases. Mechanical vibration equipment
must not be used otherwise particle segregation may result.
Test grout by following the procedure outline in ASTM C1107 Standard, compare
results with the specification and record relevant data.
12.1.1 Grouting installation method A: cementitious grout
CAUTION
Do not grout soleplates until all equipment has been installed and aligned.
1. Grout all soleplates using a non-shrinking preferably cementitious grout ensuring
the top of grout finishes at the underside of the sole plate. Refer to chapter 5
Foundation and general assembly for specification requirements and follow the
manufacturer’s instructions.
NOTE: Only ever grout to the underside of the sole plate so the plate has room to
thermally expand without cracking the grout.
2. Chamfer the grout around all soleplates with a 45 degree angle from the bottom of
the soleplate to the top of the foundation.
3. Add a bead of Sikaflex 221 around the sole plate perimeter to make sure that
moisture does not get to the underside of the soleplate.
© Outotec Oyj 2013. All rights reserved. 63 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
12.1.2 Grouting installation method B: epoxy grout
CAUTION
Do not grout soleplates until all equipment has been installed and aligned.
1. Do not grout soleplates until all equipment has been installed and aligned.
2. Grout all soleplates using a non-shrinking grout (preferably the epoxy type). Refer
to chapter 5 Foundation and general assembly for specification requirements and
follow the manufacturer’s instructions.
3. Apply a 4 x 25 mm strip of neoprene foam tape around the soleplate. The foam tape
allows the soleplate to expand and contract without cracking the grout and prevents
the ingress of moisture and dust.
4. Perform the grouting so as to achieve 45 degree angle bevels terminating at the
underside of the subsole plate. For epoxy grouts this will require the use of form
boards that have an incorporated angle so designed to install the bevel for the
grout corner as part of the pouring process. Alternatively to having this
incorporated angle in the form board the chamfering of the corner can be
performed after grout curing by cutting with grinder but this is a laborious task.
5. Add a bead of Sikaflex 221 around the sole plate perimeter to make sure that
moisture does not get to the underside of the soleplate via the neoprene tape.
© Outotec Oyj 2013. All rights reserved. 64 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
13 Mill lining
Figure 24. Installing mill lining
1. Inner liner
2. Middle grate liner
3. Outer grate liner
4. Shell liner
5. Filler ring
6. Filler strip
Prior to installation of the rubber backing inspect the interior surface of the mill shell and
mill heads. The surface must be cleaned and roughened preferably by a sand or shot
blasting method. Power wire brush cleaning method can also be considered, depending
on the condition of the surface, after discussion and acceptance by Outotec.
J grooves on the head to shell flange joints and shell flange split joints must be filled
with hemp (Manila) rope, up to just below the surface of the shell and then filled with
rubber compound until leveled with the shell inside surface.
.
WARNING
Installing the rubber backing involves the use of hazardous materials. Follow the
manufacturer’s recommendations and safety precautions listed on the containers.
© Outotec Oyj 2013. All rights reserved. 65 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
13.1 Installing mill lining
WARNING
. The following is a generic liner installation methodology and guide. Refer to mill liner
vendor manual for specific information. An experienced person must supervise the
installation, following consideration of the specific design of the lining system.
Appropriate safe working procedures and equipment must be put in place and adhered
to throughout the work process as installation of a lining system involves handling of
many large and heavy pieces in a tight working area.
1. Line the mill with 6 mm (0.25 in) vulcanized rubber backing, using the
manufacturer’s recommended adhesive. 300 mm wide, equi-spaced, rubber filler
strips must be applied across internal component joints (for example: shell to head,
shell to shell and head to trunnion joints) such that the rubber backing joints do not
coincide with the component joint. These strips are vital in keeping slurry out of mill
joints.
2. Insert the filler ring segments in the mill corners. Take note of the proper orientation
of the filler ring segments to prevent gaps which may promote pulp racing.
3. Install the feed and discharge headliners.
4. Install the mill shell liners.
5. Final tighten all liner fasteners.
6. Assemble the manhole covers.
13.1.1 Preparing
• Prior to commencing with liner installation, it is important to have a means of
rotating the mill available. This can be done with tuggers, a crane, or the mill
inching drive (if already commissioned).
• It is preferable to position the mill before installation or relining so that the row of
lifter bars spanning one manhole door is accessible, if applicable.
• Distribute the fasteners to the locations on the mill platform where they will be
needed.
• Ensure that the inside thread of the nuts is coated with anti-seize to speed the
future removal of worn parts.
• Handle fasteners with care, damaged threads can cause nuts to seize on the
fasteners. Time will be lost to cut off the nut, remove the other nuts, remove the
lifter bar, replace the fastener and re-torque the nuts.
13.1.2 Inching the mill (no interlocks)
This procedure assists in running the mill inching drive before the complete control
system and interlocks are operational. Safety items described in the checks are
recommendations only and it is the full responsibility of the liner installation crew to
© Outotec Oyj 2013. All rights reserved. 66 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
determine a correct safety procedure to protect personnel from injury and equipment
from being damaged.
The first lining process is inherently dangerous and injuries and control measures must
be employed to reduce the danger to acceptable levels. This procedure is not intended
to be exhaustive; the user must ensure all risks are considered and controlled.
.
WARNING
In this procedure the inching drive is used with no interlocks. The procedure uses the
temporary lubrication unit and inch panel supplied by Outotec.
An Outotec representative must be present when the following procedure is performed.
Outotec is not responsible for damage incurred if the mill is inched without all the
electrical interlocks fully operational when an Outotec representative is not present. All
electrical works need to be carried out by a competent and authorized electrician.
Before you start
• Check that the inching gearbox has the correct quantity and grade of operational oil
installed (visible on sight glass).
• Blank the main gearbox return line (at the gearbox end) to allow the main gearbox
to be filled for splash lubrication. Ensure there is an alternative drain point on the
gearbox for draining later.
• Fill the main gearbox with the correct grade of oil so that the first stage reduction
gear (on intermediate shaft) has the teeth submerged by approximately 50 mm.
• Plug the pinion bearing drain ports (with a tap on each housing to allow for draining
later) fill with correct grade of oil so the bottom of the rollers are submerged but no
higher than 10 mm from the shaft seals.
• All mechanical settings, air gap, brake tension etc. have been completed on the
inching drive brake (according to manufacturers manual).
• Connect temporary clean and filtered air supply to the inch drive brake solenoid.
Adjust air pressure according to manufacturer’s specifications.
• Connect the inch drive brake release air solenoid to the temporary control panel.
• Local inching drive control panel is to be fully functional including brake and drive
motor; ensure there is no delay between brake release and motor energization.
• Direction test inch motor and test uncoupled to the main gearbox.
• Ensure the low speed coupling and inch drive engagement coupling have been
filled with the correct quantity and grade of coupling grease.
© Outotec Oyj 2013. All rights reserved. 67 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
• Main mill motor coupling pins or grids shall be removed so that the motor is
disconnected from drive train.
• Temporary/Installation lubrication system is plumbed to all radial and axial bearing
pads and is fully functional, providing at least the minimum flow requirements (Axial
flow divider to be used).
• 2 x of the 6 supplied temporary lubrication system ports will need to supply the axial
bearing flow divider.
• The axial bearing flow divider case drain will need to be plumbed so the drained oil
will return to one of the trunnion housings.
• Main mill bearing heaters shall be energized heating bearing reservoir oil to a
minimum temperature of 40 degrees C.
• Ensure temporary lubrication system oil filter is in place and clean.
• Ensure the temporary power source is adequate for running the inch drive motor,
trunnion and gear box lubrication simultaneously.
• Verify all mill safety guards are installed to protect personnel from moving
equipment, temporary barricading may be needed if all safety guards are not in
place.
• Ensure all mill components are fully installed and secured, remove any items that
cannot be safely secured.
• Ensure all temporary blanks, spades, taps, lubrication lines and so on are reinstated
upon completion of inching works ready for commissioning.
Operating the inching drive
1. Ensure inching drive engagement coupling is engaged and locked in this position
with safety scissors (should be included in the lock out procedure).
2. Verify a dial indicator is set on each radial bearing pad and set to zero
3. Verify a pressure gauge is attached to each of the radial pad centre pockets
4. Verify the gear and pinion are clean from contaminants and there is sufficient
priming grease coverage applied on gear and pinion. Reapply additional grease as
required.
5. Inspect the mill area and around the area to ensure personnel are all clear.
6. Start the temporary trunnion lubrication system.
7. Check the radial pad dial indicator to ensure the bearing oil film is at least 0.10 mm
(needs to be monitored during all mill movements).
8. Check radial pad pressure gauges and verify pressure is at least 30 Bar. Check
axial bearings and ensure discharging flow from the bearings is observed.
9. Position a person at each end of the mill to ensure no one enters the area during
mill rotation (only the inching drive operator may be in the mill drive train area).
10. A hand held air horn should be utilized. Two short blasts should signal that the mill
© Outotec Oyj 2013. All rights reserved. 68 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
will be rotated and one short blast to signal that the mill is being stopped.
11. Rotate the mill either the forward or reverse directions until the desired position is
achieved.
12. Stop the mill. The brake must automatically apply. Verify that the brake is applied
properly.
13. Initiate the lock out procedure as per site specific requirements to ensure inching
drive brake and motor are isolated before works are allowed on the mill.
.
WARNING
If at any time the mill load is left in an imbalanced position that could endanger
personnel, the operator must mechanically secure the mill to prevent uncontrolled
rotation while workers are in or around the mill.
Do not install more than three adjacent rows of liners before installing liners on the
opposite side of the mill. At no time may the unbalanced load be allowed to exceed the
equivalent of three rows of liners.
WARNING
Throughout the liner installation process it is critically important to ensure there are no
circumferentially complete cavities created between liner parts or between liner parts
and the mill structure. Circumferentially complete cavities will lead to slurry / pulp
racing that will be highly destructive to the mill components.
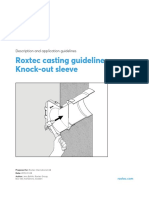
13.1.3 Installing head lining
• Be sure to fit the filler ring segments tightly into the corner between the shell and
heads to prevent slurry ingress and possible ‘racing’ of slurry, which could erode the
mill head/shell corner.
• Pay extra special attention to the orientation of rubber filler rings so that they will not
create a gap which could lead to future damage of the mill shell. See the following
image which shows the same filler ring installed in two different orientations. The
orientation on the right shows how the ring will leave a 28.5mm gap.
© Outotec Oyj 2013. All rights reserved. 69 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
Figure 25. Filler ring installation in the correct orientation (left) and upside down (right), notice
the difference in length along the shell between the two orientations
• Install liner fastener through the head liners. Rubber liners typically utilize a track
system which requires the fasteners to be inserted in the lifter prior to placement
against the head.
• Fit the seal washer and cup washer over the exposed fastener thread. Run the nut
down the thread until it begins to apply minimal pressure to the seal washer.
• When it is apparent that the lining components are fitting well without excessive
clearances, the nuts can be torqued to specifications (refer to the assembly
drawing) prior to rotating the mill to a new position and continuing.
• Continue lining as much area of the mill as is accessible
• If the lifter bars are too long and obstruct the trunnion opening (or obstruct the fitting
of the inner lifter bars), ensure that they are pressed hard against the filler ring.
13.1.4 Installing shell lining
.
CAUTION
If the shell is rubber lined, the rubber lining plates are generally about 1% of their total
row length larger than the length between filler rings at each end of the mill. They must
then be fitted under compression which reduces the possibility of undesirable crevices
occurring between adjacent components end to end. If crevices do occur stagger them
so there is no circumferentially complete groove.
• Spanning the full length of the shell between the filler rings at each end, assemble
one full row of shell liners. If the mill is fitted with separate lifters and plates then
assemble
c. two full rows of shell plates and
d. one full row of lifter bars between the shell plates.
© Outotec Oyj 2013. All rights reserved. 70 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
• Check the spacing and placement of the liners in the full row, if the liners are
properly located, then the fasteners can be securely fixed in place at the specified
torque.
• It is preferable to fully torque the liner fasteners in any row only when all of the parts
in that row are satisfactorily fitted.
13.1.5 Installing grate discharge mills (additional activities, if applicable)
Assembly sequence for installing grate discharge system can be undertaken prior to, or
concurrent with, installation of shell and feed head linings.
• Install outer pulp lifter filler ring segments (if applicable), in the correct orientation
(refer to the General Assembly drawing) in the corner between mill shell and
discharge head. Ensure the segment fits tightly in the corner to prevent racing of
slurry.
• Place two off outer pulp lifters, on top of filler ring segment and secure to mill head
using fixing fastener. It may be necessary to compress the outer pulp lifter against
the filler ring segment before the fixing fastener is installed to ensure:
a. the support segment compresses against the mill shell along the full length of
the segment;
b. there is sufficient space remaining to install the interior discharger
components;
c. there is no circumferentially complete groove in the head to shell corner;
d. the fasteners holes in the pulp lifter are aligned with the holes in the mill head;
• After the desired outer pulp lifter position is achieved, the pulp lifter fastener should
be tightened sufficiently to ensure it is firmly held in position. The final torque should
be applied immediately after the complete pulp lifter system is installed.
• Place an inner pulp lifter on top of the outer pulp lifter segments. A pulp lifter
fastener should be installed to secure in position. It may be necessary to locate the
inner pulp lifter into position as per above, prior to tightening the fasteners.
• When one half of the discharge head pulp lifters are fitted, check the fit of one half
of the centre cone / discharger, then remove.
• Continue with the installation of outer and inner pulp lifters until the complete ring of
pulp lifters is installed in the mill head. Ensure that if there are multiple designs of
inner pulp lifters that they are installed in the correct sequence. Refer to the Liner
Assembly drawing.
• Install one half of the centre cone, pushing the centre cone fully into the trunnion
opening so that it butts up against the pulp lifters.
• If the grates have integral lifters the grates should be positioned individually so that
the liner fasteners pass through the pulp lifter and head. If the grates have a
separate lifter and grate the grate plates should be positioned on each side of the
center line of the pulp lifter leaving sufficient gap for a discharge head lifter bar.
© Outotec Oyj 2013. All rights reserved. 71 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
• Ensure the outer end of the outer grate plate is located behind the step in the filling
segment (refer to the General Assembly drawing), if applicable.
• Rotate the mill and install the other centre cone half.
• Finish grate installation on other half of the mill head.
.
WARNING
Individual liners may be heavy enough to cause serious injury. Use a liner handler or
other appropriate lifting equipment for placing liners inside the mill.
.
WARNING
Liner installation may create unbalanced loads that could cause the mill to rotate
unexpectedly. Secure the mill against rotation during liner installation.
© Outotec Oyj 2013. All rights reserved. 72 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
14 Mill feed
Figure 26. Installing mill feed
1. Feed trolley
2. Feed spout
3. Clamping ring
4. Seal rings
5. Wear ring
6. Spacer
7. Trunnion lining
8. O-ring string
The recommended assembly sequence for the feed spout assembly is listed below.
Refer to the assembly drawings for detailed information.
1. Assemble the feed spout and the feed spout trolley (if supplied loose).
2. Install the feed spout lining (if supplied loose).
3. Lift the feed spout and trolley onto the rails outside the end of the mill.
4. Roll the spout towards the trunnion opening, verify that the seal collar is concentric
with the mill trunnion opening, and withdraw the spout.
5. Adjust the horizontal position using the slotted holes, and adjust the height of the
spout by using shims between trolley and spout. Re-check the concentricity of the
seal collar and mill trunnion opening.
© Outotec Oyj 2013. All rights reserved. 73 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
6. Roll the feed spout away from the trunnion.
7. Fit the rubber lip seal to trunnion opening.
8. Roll the spout towards the trunnion opening, and position in accordance with Feed
Assembly drawing dimensions.
9. Check the rubber lip seal contact with the feed spout seal collar. Mark the lip seal
position on the seal collar to be used as a reference for drilling the seal water inlet
hole.
10. Drill holes for the trolley wheel locks in the rails per the assembly drawing (if
supplied). The locking device must be installed in such a fashion that the feed
spout will always be aligned with the feed seal when the trolley is locked in place.
11. Connect the feed seal water supply to the connection point on the feed spout.
© Outotec Oyj 2013. All rights reserved. 74 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
15 Mill discharge
Figure 27. Mill discharge
1. Ball reverse spiral (alternative retaining ring in some installations)
2. Trommel
3. Discharge trunnion liner
Attach the discharge trunnion liner to the discharge head (trunnion) using the fasteners
and seals provided as shown on the assembly drawing. It is best to install this liner
prior to lifting the head into position. Fill the cavity between the discharge trunnion liner
and the trunnion with expanding foam. This will reduce the chances of corrosion or
erosion in the cavity.
Install the ball retaining ring (if applicable) and locate the position of the compression
fasteners on the rubber lining. Core a 12 mm hole at each fastener location so that the
bare steel is exposed. Tighten fasteners such that they pass through the cored hole
and press against the steel beneath. Evenly tighten all fasteners so that they put even
pressure around the circumference of the ball retainer.
15.1 Trommel
Mount the trommel directly to the outer flange of the discharge trunnion liner with the
fasteners provided.
© Outotec Oyj 2013. All rights reserved. 75 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
16 Mill lubrication system (HSB)
1. For the pressure side supply piping use steel seamless tube, pipe and fittings with
compression fittings for the joints. Never use tapered pipe (i.e. NPT or BSP)
threads. Refer to the lubrication piping layout schematic for recommended sizes
and connections of piping and tubing.
WARNING
The use of welded or tapered thread connections for supply piping can lead to
contamination that will result in component damage.
2. Welded connections maybe used for drain lines.
3. Minimize both the length of piping runs and the number of bends. Drain lines exiting
the trunnion housings must not have horizontal runs.
4. Drains located either outdoors or in cold indoors locations may require heat tracing
to promote return flow to the lube system.
5. As a general rule, thoroughly flush all hoses and pipes. Pickle any steel pipes that
are untreated inside or may have scale from welding.
6. Minimize the number of bends when routing oil pipes from the lubrication system to
the trunnion housings. When bends in piping are necessary bending of pipes is
preferred to elbow fittings.
7. There are additional entrances in the housings for optional lubrication termination,
which are normally plugged.
8. Route the gravity return lines from the trunnion housings such that flow is not
restricted in any way. Each trunnion bearing housing has multiple return openings.
Mount the drain box at the most convenient location, and block the others.
9. Delayed oil return must be avoided as it results in large amounts of oil out in the
return lines during operation, causing large fluctuations in the oil tank level.
10. It is important to create a steep slope in the return line immediately from the
connecting flange on the bearing housings to speed up the return flow, preferably
approximately 45° for a distance of about 1 m. No part of the return line should have
a slope less than 10°. Minimize vertical runs, to avoid excessive aeration (foaming)
of the oil.
11. Locate the lubrication unit at a suitable elevation in an area that is protected from
ore spills, splashing slurry and falling debris but not more than 8 metres below the
demand elevation unless prior approval has been gained from Outotec. Place the
lube unit close enough to the mill so that the residual oil in the bearing housings and
drain lines does not exceed the surge capacity of the reservoir. Refer to lubrication
piping layout schematic for the surge capacity.
12. Connect heat exchanger cooling lines to the oil to air cooling unit or oil to water
cooling unit, depending on which is supplied.
13. Make all interconnections between the lubrication unit, rotary flow dividers,
instrument panels and bearing housings.
© Outotec Oyj 2013. All rights reserved. 76 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
.
CAUTION
Remove all rust, scale, chips and other foreign matter from interior surfaces of all piping
and tubing.
14. Connect all drain lines between the mill bearings and the lubrication unit.
15. Connect drain lines from the flow dividers.
16. Install all electrical service and interlocks.
17. Check for proper motor rotation as indicated on the pumps.
.
CAUTION
Never allow the oil pumps to run without oil. Serious damage or destruction of the
pumps will occur.
18. Check and clean the interior of the reservoir if required.
19. Fill the reservoir to its operating level with the proper lubrication oil as indicated on
the lubrication chart. Use an oil transfer pump equipped with a suction filter to
ensure that only clean oil is used to fill the lubrication system reservoir.
20. Energize the immersion heater and allow the oil to reach operating temperature.
21. Remove the bearing housing hatches to allow operation of the lubrication system
without oil overflow. Normal oil level is approximately 135 mm above the housing
bottom.
22. Disconnect bearing oil supply hoses from the bearings inside the housings.
23. Run the lubrication pumps for one hour to thoroughly flush all lines and bearing
housings.
24. After the drain oil return rate from the bearings has stabilized, add oil to the
reservoir to return the oil level to the normal operating level as indicated on the oil
level gauge located on the side of the reservoir.
Shut down the oil lubrication system to determine if additional oil is required to
maintain proper level.
25. Make sure the heaters in the bottom of the housings are totally submerged in oil.
26. Connect bearing oil supply hoses to the bearings inside the housings. Run the
lubrication system and check that the oil from each pad flows freely back to the
gravity return opening.
27. Check all internal hoses for leakages.
28. Bearing performance checking must be done with the hatches off.
29. After the bearing lubrication system performance test install all hatches oil tight.
© Outotec Oyj 2013. All rights reserved. 77 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
.
CAUTION
Do not add more oil than the surge capacity of the reservoir as listed on the lubrication
schematic drawing.
30. During initial operation, change filter elements in the circulating oil filter, as required.
31. Start the low pressure pump and the high pressure pumps and record the line
pressures. If necessary, verify pressure transducer readings with a manual gauge
inserted into the test port provided.
32. Set the alarm and trip limits in the DCS / PLC according to the Mill Operating
Statement.
.
CAUTION
Failure to detect loss of hydraulic lift pressure will result in bearing damage. To
adequately protect the bearings, it is necessary to adjust the alarm limits for the
pressure transducers in the DCS / PLC.
16.1 Installing bearing housing seal lubrication
The mill bearing housings have an oil purged Outotec barricade seal. The seal rings
contain a number of ports for injecting the required lubricant.
1. Mount the flow distributor plates onto the bearing housings.
2. Connect the bearing dividers to the seal lubrication ports with the tube and fittings
provided.
3. Pipe the lube supply line from the bearing lubrication system to the flow distributor
plates.
4. Wire the limit switches and solenoid valves to the mill control panel.
5. Program the mill control system with the lube cycle parameters as detailed in Mill
Operating Statement.
6. Perform tests to ensure lubricant flows to each lubrication port.
7. Set the alarm and trip limits in the DCS / PLC according to the Mill Operating
Statement.
© Outotec Oyj 2013. All rights reserved. 78 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
17 Mill lubrication system (SRB)
17.1 Installing bearing lubrication system
Refer to Mill Operating Statement for complete system description. Refer to lubrication
system manufacturer’s manual for specific information.
1. Locate the lubrication unit at a suitable elevation in an area that is protected from
ore spills, splashing slurry and falling debris. Place the lube unit close enough to
the mill to reduce friction in pipes.
CAUTION
Remove all rust, scale, chips and other foreign matter from interior surfaces of all piping
and tubing.
2. Install the bearing grease distributor block on each bearing housing.
3. Make all interconnections between the lubrication unit, remote panels and bearing
housings.
4. Install all electrical service and interlocks.
5. Check for proper motor rotation as indicated on the pump.
6. Set the alarm and trip limits in the DCS / PLC according to the Mill Operating
Statement.
© Outotec Oyj 2013. All rights reserved. 79 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
18 Gearbox oil lubrication system
The mill main gearbox is lubricated with a continuously circulating oil system. Refer to
the manufacturer’s manual for more information. Refer to the Chapter Operating
Statement for control and interlocking of this lubrication system.
1. For the pressure side supply piping use steel seamless tube, pipe and fittings with
compression fittings for the joints. Never use tapered pipe (i.e. NPT or BSP)
threads. Refer to the lubrication piping layout schematic for recommended sizes
and connections of piping and tubing.
WARNING
The use of welded or tapered thread connections for supply piping can lead to
contamination that will result in component damage.
2. Welded connections maybe used for drain lines.
3. Minimize both the length of piping runs and the number of bends. Drain lines exiting
the gearbox must not have horizontal runs.
4. Drains located either outdoors or in cold indoors locations may require heat tracing
to promote return flow to the lube system.
5. As a general rule, thoroughly flush all hoses and pipes. Pickle any steel pipes that
are untreated inside or may have scale from welding.
6. Minimize the number of bends when routing oil pipes from the lubrication system to
the gearbox.
7. Route the gravity return lines from the gearbox such that flow is not restricted in any
way.
8. Delayed oil return must be avoided as it results in large amounts of oil out in the
return lines during operation, causing large fluctuations in the oil tank level.
9. It is important to create a steep slope in the return line immediately from the
connecting flange on the gearbox and bearing housings to speed up the return flow,
preferably approximately 45° for a distance of about 1 m. No part of the return line
should have a slope less than 10°. Minimize vertical runs, to avoid excessive
aeration (foaming) of the oil.
10. Locate the lubrication unit at a suitable elevation in an area that is protected from
ore spills, splashing slurry and falling debris but not more than 8 metres below the
demand elevation unless prior approval has been gained from Outotec. Place the
lube unit close enough to the mill so that the residual oil in the bearing housings and
drain lines does not exceed the surge capacity of the reservoir. Refer to lubrication
piping layout schematic for the surge capacity.
11. Connect heat exchanger water connections to the customer supplied cooling water.
© Outotec Oyj 2013. All rights reserved. 80 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
.
CAUTION
Remove all rust, scale, chips and other foreign matter from interior surfaces of all piping
and tubing.
12. Connect all drain lines between the gearbox and the lubrication unit.
13. Install all electrical service and interlocks.
14. Check for proper motor rotation as indicated on the pumps.
.
CAUTION
Never allow the oil pumps to run without oil. Serious damage or destruction of the
pumps will occur.
15. Check and clean the interior of the reservoir if required.
16. Fill the reservoir to its operating level with the proper lubrication oil as indicated on
the lubrication chart. Use an oil transfer pump equipped with a suction filter to
ensure that only clean oil is used to fill the lubrication system reservoir.
17. Energize the immersion heater and allow the oil to reach operating temperature.
18. Run the lubrication pumps for one hour to thoroughly flush all lines. Gearbox
bearings should be bypassed during flushing.
19. After the drain oil return rate has stabilized, add oil to the reservoir to return the oil
level to the normal operating level as indicated on the oil level gauge located on the
side of the reservoir.
20. Check all internal hoses for leakages.
.
CAUTION
Do not add more oil than the surge capacity of the reservoir as listed on the lubrication
schematic drawing.
21. During initial operation, change filter elements in the circulating oil filter, as required.
22. Start the pumps and record the line pressures. If necessary, verify pressure
transducer readings with a manual gauge inserted into the test port provided.
23. Set the pressure transducer alarm limits in the DCS / PLC according to the Mill
Operating Statement.
© Outotec Oyj 2013. All rights reserved. 81 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
19 Pinion lubrication system (oil based)
NOTE: The lubrication for the pinions is normally supplied by the main reducer
lubrication system, or as an alternate the main bearing lubrication system.
Occasionally the pinion bearings have a dedicated lubrication system. The following
description is based on a dedicated system as by describing this system the other
variants are also covered.
Pinion lubrication is low pressure so appropriate flexible hosing maybe used for the
supply and drain lines of the pinions. Refer to the lubrication piping layout schematic for
recommended sizes and connections of piping and tubing.
WARNING
The use of welded or tapered thread connections for supply piping can lead to
contamination that will result in component damage.
1. Welded connections maybe used for drain lines.
2. Minimize both the length of piping runs and the number of bends. Drain lines exiting
the trunnion and pinion bearing housings must not have horizontal runs.
3. Drains located either outdoors or in cold indoors locations may require heat tracing
to promote return flow to the lube system.
4. As a general rule, thoroughly flush all hoses and pipes. Pickle any steel pipes that
are untreated inside or may have scale from welding.
5. Minimize the number of bends when routing oil pipes from the lubrication system to
the trunnion and pinion bearing housings. When bends in piping are necessary
bending of pipes is preferred to elbow fittings.
6. Route the gravity return lines pinion bearing housings such that flow is not restricted
in any way. Use 2 of the 4 return openings on each pinion bearing housing,
preferably one on either side of each housing.
7. Delayed oil return must be avoided as it results in large amounts of oil out in the
return lines during operation, causing large fluctuations in the oil tank level.
8. It is important to create a steep slope in the return line immediately from the
connecting flange on the bearing housings to speed up the return flow, preferably
approximately 45° for a distance of about 1 m. No part of the return line should have
a slope less than 10°. Minimize vertical runs, to avoid excessive aeration (foaming)
of the oil.
9. Locate the lubrication unit at a suitable elevation in an area that is protected from
ore spills, splashing slurry and falling debris but not more than 8 metres below the
demand elevation unless prior approval has been gained from Outotec. Posiiton
the lubrication unit close enough to the mill so that the residual oil in the bearing
housings and drain lines does not exceed the surge capacity of the reservoir. Refer
to lubrication piping layout schematic for the surge capacity.
10. Connect heat exchanger cooling lines to the oil to air cooling unit or oil to water
© Outotec Oyj 2013. All rights reserved. 82 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
cooling unit, depending on which is supplied.
11. Make all interconnections between the lubrication unit, rotary flow dividers,
instrument panels, bearing housings, and pinion bearings.
.
CAUTION
Remove all rust, scale, chips and other foreign matter from interior surfaces of all piping
and tubing.
12. Connect all drain lines between the pinion bearings and the lubrication unit.
13. Connect drain lines from the flow dividers where supplied.
14. Install all electrical service and interlocks.
15. Check for proper motor rotation as indicated on the pumps.
.
CAUTION
Never allow the oil pumps to run without oil. Serious damage or destruction of the
pumps will occur.
16. Check and clean the interior of the reservoir if required.
17. Fill the reservoir to its operating level with the proper lubrication oil as indicated on
the lubrication chart. Use an oil transfer pump equipped with a suction filter to
ensure that only clean oil is used to fill the lubrication system reservoir.
18. Energize the immersion heater and allow the oil to reach operating temperature.
19. Remove the bearing housing hatches to allow operation of the lubrication system
without oil overflow. Normal oil level is approximately 135 mm above the housing
bottom.
20. Disconnect bearing oil supply hoses from the bearings, inside the housings, and
from the pinion bearings.
21. Run the lubrication pumps for one hour to thoroughly flush all lines and bearing
housings.
22. After the drain oil return rate from the bearings has stabilized, add oil to the
reservoir to return the oil level to the normal operating level as indicated on the oil
level gauge located on the side of the reservoir.
Shut down the oil lubrication system to determine if additional oil is required to
maintain proper level.
23. Check all hoses & pipes for leakage.
.
CAUTION
Do not add more oil than the surge capacity of the reservoir as listed on the lubrication
schematic drawing.
© Outotec Oyj 2013. All rights reserved. 83 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
24. Check pinion pillow block housings for oil drainage. Excess lube oil will result in
leakage at the pillow block seals and excess heat generation. If an oil level
develops, pipe one of the unused drain ports on the pillow block housings to the oil
return line.
25. During initial operation, change filter elements in the circulating oil filter, as required.
26. Start the pumps and record the line pressures. If necessary, verify pressure
transducer readings with a manual gauge inserted into the test port provided.
27. Set the alarm and trip limits in the DCS / PLC according to the Mill Operating
Statement.
© Outotec Oyj 2013. All rights reserved. 84 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
20 Gear spray lubrication system
Refer to Mill Operating Statement for complete system description. Refer to lubrication
system manufacturer’s manual for specific information.
1. Mount the air panel stand in place in a safe area and anchor in place and connect
supply air. Be sure to allow adequate clearance around the stand as shown on the
assembly drawing. Do not locate more than 12m (40 ft) from the valve panels.
2. Mount the spray lance or panel assemblies onto the gear guard and fasten in place.
WARNING
The use of welded or tapered thread connections for supply piping can lead to
contamination that will result in component damage.
3. Connect the hose assemblies provided with the mill from the valve panels to the
spray lance or panel
4. Assemble the barrel pump and cover on the lubricant supply barrel.
5. Pipe airline from the air panel to the barrel pump as shown on the assembly
drawing.
6. Pipe the air supply lines from the air control panel to the spray lances panels.
7. Pipe the lube supply lines from the barrel pump to the valve panels. If low ambient
temperatures or large temperature variations are expected in the area of the gear
spray piping, ensure that heat tracing or insulated piping is utilized.
8. Wire the limit switches, the solenoid valves and pressure switch on the air panel to
the Mill Control panel.
9. Program the mill control system with the lube cycle parameters detailed on the gear
spray assembly drawing.
10. Perform blotter tests of spray pattern to ensure lubricant is applied evenly over
entire face of gear. Photograph final blot test image for record.
11. Set the alarm and trip limits in the DCS / PLC according to the Mill Operating
Statement.
© Outotec Oyj 2013. All rights reserved. 85 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Mill Installation
21 Mill automation and control
21.1 Installing control panel
Follow all manufacturer’s recommendations. As a minimum install the control panel
close to the inching drive.
21.1.1 Installing mill bearing monitoring equipment
The spherical roller bearing RTDs are supplied with compression style pipe fittings for
mounting to the bearings. Adjust the position of the RTD and lock in position so that the
tip of the RTD touches the outer race of the bearing. Refer to the RTD manufacturer
manual for further installation instructions.
The oil temperature RTDs are supplied with thermowells and brass tipped brackets for
mounting. Refer to the RTD manufacturer manual for further installation instructions.
The HSB RTDs are spring loaded and must be carefully adjusted to ensure the correct
contact pressure with the HSB journal. Refer to the RTD manufacturer manual for
further installation instructions.
Where supplied vibration sensors are provided with threaded fittings for mounting to the
various bearing housings. Refer to the vibration sensor manufacturer’s manual for
further installation instructions.
© Outotec Oyj 2013. All rights reserved. 86 (87)
Project ID: Plant Code: Plant Unit Code: Document Type: Running No: Revision: Outotec Document ID:
[123456] [ENH01] [DA01] [PFB02] [00001] 9009 [OU300100100_01]
Copyright © 2018 Outotec Oyj. All rights reserved.
Outotec Oyj Tel +358 (0) 20 529 211
P.O. Box 86 www.outotec.com
FI-02201 Espoo E-Mail info@outotec.com
You might also like
- Mechanical Seal General Installation Instructions 1701289055Document12 pagesMechanical Seal General Installation Instructions 1701289055amr elhifnawyNo ratings yet
- Installation Guide: LS2 Dry Sleeve KitDocument18 pagesInstallation Guide: LS2 Dry Sleeve KitManabu WakisakaNo ratings yet
- PDFDocument10 pagesPDFPaul HuaraychiriNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsandres castroNo ratings yet
- 100 CC Manual RC PlaneDocument39 pages100 CC Manual RC PlaneNeeleshGuptaNo ratings yet
- 99-T1660-166 Service ManualDocument114 pages99-T1660-166 Service Manualma.powersourceNo ratings yet
- MIN - 549410 - Poseidon Pegasus Seals (Aft) Installation & Maintenance ...Document9 pagesMIN - 549410 - Poseidon Pegasus Seals (Aft) Installation & Maintenance ...Marlon Alejandro Arboleda TapiaNo ratings yet
- Service Manual SM01-001-007.00: Boom Rest Extension, R & I WarningDocument2 pagesService Manual SM01-001-007.00: Boom Rest Extension, R & I WarningGILMAR NIETONo ratings yet
- 04-Coupling 304 Motor-Gear PDFDocument12 pages04-Coupling 304 Motor-Gear PDFManuel Díaz VilloutaNo ratings yet
- Boyd Storefront Installation InstructionsDocument26 pagesBoyd Storefront Installation InstructionsLamija MuhovićNo ratings yet
- MM01001 enDocument32 pagesMM01001 enmahmoud yarahmadiNo ratings yet
- Class 10000 SD and HD Owners Manual - TMC - 704PDocument16 pagesClass 10000 SD and HD Owners Manual - TMC - 704Poserravalle70No ratings yet
- Conax MHM Series Assembly InstructionsDocument4 pagesConax MHM Series Assembly InstructionsColin ZhangNo ratings yet
- TSK EngDocument7 pagesTSK EnguotefokNo ratings yet
- Manual EVK SealDocument18 pagesManual EVK Sealpanamajack26No ratings yet
- 632g Chockfast Orange Sterntube Strut Installation GuideDocument7 pages632g Chockfast Orange Sterntube Strut Installation GuideVictor Pablo VadaláNo ratings yet
- Typee IOMDocument9 pagesTypee IOMyusufNo ratings yet
- Chapter 1 Manual SGT 100Document13 pagesChapter 1 Manual SGT 100uche ekeNo ratings yet
- B-02 Mechnical Seal For SBPO LubeDocument8 pagesB-02 Mechnical Seal For SBPO LubeMarvin DuarteNo ratings yet
- Installing A Mechanical Seal 1Document9 pagesInstalling A Mechanical Seal 1ZakNo ratings yet
- Project: Brooklyn School of Inquiry (K) Site: 50 Avenue P, Brooklyn, Ny 11204 CONTRACT NO: C000014965Document8 pagesProject: Brooklyn School of Inquiry (K) Site: 50 Avenue P, Brooklyn, Ny 11204 CONTRACT NO: C000014965Rahul PillaiNo ratings yet
- Petronix d175510 - Rover v8Document2 pagesPetronix d175510 - Rover v8Tony CapuanoNo ratings yet
- VW Vacuum Advance Distributor Installation Instructions: Limited WarrantyDocument2 pagesVW Vacuum Advance Distributor Installation Instructions: Limited WarrantyPeter JasonNo ratings yet
- Packer Systems Technical Unit Model "M" Expansion Joint, Sizes 2-3/8, 2-7/8, 3-1/2, and 4-1/2Document4 pagesPacker Systems Technical Unit Model "M" Expansion Joint, Sizes 2-3/8, 2-7/8, 3-1/2, and 4-1/2eberthson hernandezNo ratings yet
- Manual For Overshot Expansion Joint PDFDocument20 pagesManual For Overshot Expansion Joint PDFParag PadoleNo ratings yet
- T Series Spreading System: 使用说明 User GuideDocument19 pagesT Series Spreading System: 使用说明 User GuideLuis Anibal Contreras DuranNo ratings yet
- EVK Seal ManualDocument18 pagesEVK Seal Manualgelo_17100% (1)
- MN3085 - 0222 (W)Document12 pagesMN3085 - 0222 (W)mariamalloney1730No ratings yet
- Method Statement Installation of Fire Protection SystemDocument36 pagesMethod Statement Installation of Fire Protection SystemDerrick FigueroaNo ratings yet
- Easyd IOMDocument2 pagesEasyd IOMPriesilia PresleyNo ratings yet
- Rear SealDocument9 pagesRear SealHammad Uddin JamilyNo ratings yet
- 2007 Kobelco Stern Tube Seal Installation ManualDocument18 pages2007 Kobelco Stern Tube Seal Installation Manualvjmariner100% (1)
- Poseidon Pegasus Seals Deluxe (Forw) Installation and Maintenance Manual...Document10 pagesPoseidon Pegasus Seals Deluxe (Forw) Installation and Maintenance Manual...Marlon Alejandro Arboleda TapiaNo ratings yet
- Z4 Alarm Installation GuideDocument11 pagesZ4 Alarm Installation GuideManu Rancaño VázquezNo ratings yet
- DODGE SAF-XT & SAFS Pillow Blocks: Instruction ManualDocument4 pagesDODGE SAF-XT & SAFS Pillow Blocks: Instruction ManualALFONSO FERNANDEZ MULETNo ratings yet
- WellheadsDocument17 pagesWellheadsLogy Mohamed ElrweedyNo ratings yet
- Wood Propellers: Installation, Operation, & Maintenance Integral Flange CrankshaftsDocument4 pagesWood Propellers: Installation, Operation, & Maintenance Integral Flange CrankshaftsPOUETNo ratings yet
- Supplementary Operating Manual KSB EthanormDocument10 pagesSupplementary Operating Manual KSB EthanormLucas Rizzardi SaldanhaNo ratings yet
- Lip Seal InstallationDocument11 pagesLip Seal InstallationMachineryengNo ratings yet
- wp1142II XMLDocument1 pagewp1142II XMLaugustinhodjNo ratings yet
- 39CQ Iom 06302014Document20 pages39CQ Iom 06302014Non Etabas GadnatamNo ratings yet
- Castilla U5 Coupling ManualDocument14 pagesCastilla U5 Coupling Manualantonio mendezNo ratings yet
- SB DDM 036Document6 pagesSB DDM 036Jim SharpNo ratings yet
- Reassembly of Basic EngineDocument19 pagesReassembly of Basic EnginePepe AlNo ratings yet
- Activation Serrure KABADocument16 pagesActivation Serrure KABAlakogniguefousseniouattaraNo ratings yet
- Spherical Pillow Block Manual (MN3085, 2018)Document13 pagesSpherical Pillow Block Manual (MN3085, 2018)Dillon BuyeNo ratings yet
- EASiPacer OCSS IN 1046225ADocument20 pagesEASiPacer OCSS IN 1046225Aangelbendito34No ratings yet
- Thermoflex Install GuideDocument10 pagesThermoflex Install GuideBudiRunNo ratings yet
- DA-50 Installation Guide: NOTICEDocument17 pagesDA-50 Installation Guide: NOTICEJorge José Figueiredo SiqueiraNo ratings yet
- VE VF VCM OTR Fitting Instructions JHPDocument13 pagesVE VF VCM OTR Fitting Instructions JHPJjhbbNo ratings yet
- MFS Installation Instructions35aDocument12 pagesMFS Installation Instructions35a7bqbrvxk5yNo ratings yet
- Service Bulletin #TAS-129: Commercial Steering SystemsDocument4 pagesService Bulletin #TAS-129: Commercial Steering SystemsariaNo ratings yet
- Rev FDocument24 pagesRev FAndy PerezNo ratings yet
- Aq-10 ImeDocument27 pagesAq-10 ImetuyenNo ratings yet
- Roxtec Casting Guidelines - Knock-Out Sleeve: Description and Application GuidelinesDocument8 pagesRoxtec Casting Guidelines - Knock-Out Sleeve: Description and Application Guidelinesmanuel agostinhoNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Clinical and Laboratory Manual of Dental Implant AbutmentsFrom EverandClinical and Laboratory Manual of Dental Implant AbutmentsRating: 3 out of 5 stars3/5 (2)
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- Poseidon High Pressure Compressor (P 135)Document5 pagesPoseidon High Pressure Compressor (P 135)rmaffireschoolNo ratings yet
- NR24A-SR 1 0 enDocument6 pagesNR24A-SR 1 0 enZoran DanilovNo ratings yet
- 3512C HD Valve Clearance ProcedureDocument9 pages3512C HD Valve Clearance Procedureharikrishnanpd3327No ratings yet
- JP Balancing MachineDocument11 pagesJP Balancing MachineJames JamesNo ratings yet
- EM8880Document332 pagesEM8880Damelis Rodriguez0% (1)
- Bobcat T300Document1,074 pagesBobcat T300Облачно86% (7)
- Tems Air Sus Ension: Pub. No. TTM306ENDocument82 pagesTems Air Sus Ension: Pub. No. TTM306ENeko sulistyo utomo100% (1)
- Manual SharonDocument84 pagesManual SharonJose Ramirez DiazNo ratings yet
- How To Select A Variable Frequency DriveDocument2 pagesHow To Select A Variable Frequency Drivehasbi fadli100% (1)
- QDL-D Rotary Shear-Hangzhou Engineering Packing Machinery Co., LTDDocument2 pagesQDL-D Rotary Shear-Hangzhou Engineering Packing Machinery Co., LTDAnh DucNo ratings yet
- Dosing Solutions - Rotary Airlock Feeder Blow Through - Palamatic ProcessDocument4 pagesDosing Solutions - Rotary Airlock Feeder Blow Through - Palamatic Processxxx0% (1)
- Gunson Product 06 CatalogueDocument44 pagesGunson Product 06 CatalogueLEDOMNo ratings yet
- Produktinfo - 100 P 000068 E 03 PDFDocument84 pagesProduktinfo - 100 P 000068 E 03 PDFDaniel Castillo PeñaNo ratings yet
- Stepper MotorDocument6 pagesStepper MotorSiddharth MishraNo ratings yet
- List Prices: Electric PartsDocument4 pagesList Prices: Electric PartsNandu KrishNo ratings yet
- MC160n Disassembly For Maintenance: Oki Data ConfidentialDocument33 pagesMC160n Disassembly For Maintenance: Oki Data ConfidentialArunghishNo ratings yet
- Centrifugal Compressor CommissioningDocument20 pagesCentrifugal Compressor CommissioningservignafNo ratings yet
- Avk PDFDocument129 pagesAvk PDFcengiz kutukcu100% (1)
- d4 FlyweelDocument2 pagesd4 FlyweelCarlos AlvarezNo ratings yet
- c18 Parts Manual600kvaDocument156 pagesc18 Parts Manual600kvankr4726923No ratings yet
- Maintenance Schedule 4860CR - 6727 4.7.2-03 - B4Document7 pagesMaintenance Schedule 4860CR - 6727 4.7.2-03 - B4Wagner GuimarãesNo ratings yet
- Common Control Valve SymbolsDocument1 pageCommon Control Valve SymbolsAhmed AlhinaiNo ratings yet
- Partes, Repuestos y Materiales.Document3 pagesPartes, Repuestos y Materiales.dougdiaz149No ratings yet
- 1-Testing of Automotive Frames-20-Jul-2018 - Reference Material I - Module 1 - ACDocument53 pages1-Testing of Automotive Frames-20-Jul-2018 - Reference Material I - Module 1 - ACYASH JITENDRA BHAKATNo ratings yet
- Carrier CatalogoDocument100 pagesCarrier CatalogoRafael CubaNo ratings yet
- Vibrating ScreenDocument1 pageVibrating Screenprashant mishraNo ratings yet
- Reciprocating Compressor BasicsDocument3 pagesReciprocating Compressor BasicsAsad AshfaqNo ratings yet
- Air Conditioning Systems-1Document7 pagesAir Conditioning Systems-1Afzal Ibnu LukmanNo ratings yet
- Frame 1 - 0: Functional Group Functional Group Number Table Number RevisionDocument15 pagesFrame 1 - 0: Functional Group Functional Group Number Table Number RevisionTrung NguyễnNo ratings yet