You might also like
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsandres castroNo ratings yet
- 2100103-Tilt CylindersDocument17 pages2100103-Tilt CylindersFrancisco DiazNo ratings yet
- SOP Reach Stacker01Document7 pagesSOP Reach Stacker01vozefjadav100% (1)
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsmahesh_eilNo ratings yet
- Poseidon Pegasus Seals Deluxe (Forw) Installation and Maintenance Manual...Document10 pagesPoseidon Pegasus Seals Deluxe (Forw) Installation and Maintenance Manual...Marlon Alejandro Arboleda TapiaNo ratings yet
- Installation of FittingsDocument4 pagesInstallation of FittingsRobert SantiagoNo ratings yet
- Remove & Install Bucket CylinderDocument8 pagesRemove & Install Bucket CylinderchanlinNo ratings yet
- smhs 7727 Special Instruction-проверка установки гильз 3400Document5 pagessmhs 7727 Special Instruction-проверка установки гильз 3400Евгений АбрамовNo ratings yet
- Sistema de TransmisionDocument239 pagesSistema de TransmisionCez Lopez BañezNo ratings yet
- B-02 Mechnical Seal For SBPO LubeDocument8 pagesB-02 Mechnical Seal For SBPO LubeMarvin DuarteNo ratings yet
- Flowserve Pusher Seal ManualDocument16 pagesFlowserve Pusher Seal ManualNikhil Princeton AndradeNo ratings yet
- Toyota MR2 Spyder L4-1.8L (1ZZ-FE) 2001: Timing Chain: Service and RepairDocument18 pagesToyota MR2 Spyder L4-1.8L (1ZZ-FE) 2001: Timing Chain: Service and RepairROSA GIMENEZNo ratings yet
- Installation Instructions: BW Seals Q, QB SeriesDocument8 pagesInstallation Instructions: BW Seals Q, QB Seriesaliihsan3461No ratings yet
- Standard Practices Tubing, Hoses and Fittings Maintenance PracticesDocument12 pagesStandard Practices Tubing, Hoses and Fittings Maintenance PracticesWalter TorenaNo ratings yet
- Pistons and Connecting RodsDocument6 pagesPistons and Connecting Rodsma.powersourceNo ratings yet
- OPERATING AND MAINTENANCE INSTRUCTIONS FOR CAGE GUIDED VALVESDocument6 pagesOPERATING AND MAINTENANCE INSTRUCTIONS FOR CAGE GUIDED VALVESDEFRIZALNo ratings yet
- May Cap Da Voi Nhiet DienDocument14 pagesMay Cap Da Voi Nhiet Dienlinhcdt3No ratings yet
- wp1142II XMLDocument1 pagewp1142II XMLaugustinhodjNo ratings yet
- Installation Instructions: BW Seals Q, QB SeriesDocument8 pagesInstallation Instructions: BW Seals Q, QB SeriesJoseGarciaRNo ratings yet
- 3304-3306 Medidas de Bielas y BancadasDocument3 pages3304-3306 Medidas de Bielas y BancadasJuan Carlos RivasNo ratings yet
- 6.38 10M EH Single Shear Seal BOPDocument19 pages6.38 10M EH Single Shear Seal BOPpramodptvpm_65797156No ratings yet
- Sk18 Shop ManuallDocument408 pagesSk18 Shop ManuallPHÁT NGUYỄN THẾ100% (1)
- 1 Thru 6in E Series Globe Valves ED ET PDFDocument16 pages1 Thru 6in E Series Globe Valves ED ET PDFakhileshkuniyilNo ratings yet
- Remove & Install Connecting Rod BearingsDocument4 pagesRemove & Install Connecting Rod BearingsRichard ChuaNo ratings yet
- Rod Install PDFDocument8 pagesRod Install PDFVeterano del Camino100% (1)
- Technical guide cardan shaftsDocument6 pagesTechnical guide cardan shaftsEdwin FontechaNo ratings yet
- Clutch ManualDocument16 pagesClutch ManualCO BDNo ratings yet
- Toyota Avalon XL V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairDocument15 pagesToyota Avalon XL V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairFrancisco Guillen-DorantesNo ratings yet
- Item Standard Value Limit Value Valve Sinkage - 0.1 To 0.1 MM (-0.004 To 0.004 In.) 0.5 MM (0.020 In.)Document11 pagesItem Standard Value Limit Value Valve Sinkage - 0.1 To 0.1 MM (-0.004 To 0.004 In.) 0.5 MM (0.020 In.)pearl nojokeNo ratings yet
- Metastream TSC Coupling IOMDocument4 pagesMetastream TSC Coupling IOMthanhphamNo ratings yet
- Toyota Truck RAV4 2WD L4-2.0L (1AZ-FE) 2002: Timing Chain: Service and RepairDocument15 pagesToyota Truck RAV4 2WD L4-2.0L (1AZ-FE) 2002: Timing Chain: Service and RepairyosnielNo ratings yet
- Method Statement Installation of Fire Protection SystemDocument36 pagesMethod Statement Installation of Fire Protection SystemDerrick FigueroaNo ratings yet
- Install, operate and maintain microfinish ball valvesDocument14 pagesInstall, operate and maintain microfinish ball valvesrajputashiNo ratings yet
- TSK EngDocument7 pagesTSK EnguotefokNo ratings yet
- Final Drive AssemblyDocument118 pagesFinal Drive AssemblyKARTHICKRAJ KANDASAMYNo ratings yet
- Toyota Celica GT L4 1.8L 1ZZ FEDocument21 pagesToyota Celica GT L4 1.8L 1ZZ FEWolfgang WilliamsNo ratings yet
- Flowserve Seal - ISC2 - Install - LTRDocument8 pagesFlowserve Seal - ISC2 - Install - LTRjame11inNo ratings yet
- Camry Solara SEV6Document13 pagesCamry Solara SEV6arturmikieNo ratings yet
- Llave de Varillas de BombeoDocument28 pagesLlave de Varillas de BombeoGianna Frola100% (1)
- JCM 415 Type 2 Installation Instruction 0306Document2 pagesJCM 415 Type 2 Installation Instruction 0306Hoang Bao HaNo ratings yet
- Installation Procedure: NoticeDocument3 pagesInstallation Procedure: NoticeGlaidsonNo ratings yet
- Olympia Seal Installation m211-2Document5 pagesOlympia Seal Installation m211-2Pedro SanchezNo ratings yet
- Install Rocker Shaft and PushrodsDocument3 pagesInstall Rocker Shaft and PushrodsbagoesNo ratings yet
- Mccauley Propeller Systems Owner Operator Information ManualDocument6 pagesMccauley Propeller Systems Owner Operator Information ManualElLoko MartinesNo ratings yet
- GM Engines v-6, V-8Document23 pagesGM Engines v-6, V-8jads301179No ratings yet
- Hyundai Coupe 2.0Document11 pagesHyundai Coupe 2.0BrandonHiDudNo ratings yet
- Atlas Copco Service & Maintenance InstructionsDocument20 pagesAtlas Copco Service & Maintenance Instructionsaaron alicanoNo ratings yet
- Mechanical Seal Installation InstructionDocument4 pagesMechanical Seal Installation InstructionSandi AslanNo ratings yet
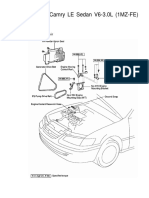
- Toyota Camry LE Sedan V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairDocument14 pagesToyota Camry LE Sedan V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairEutério SilvaNo ratings yet
- Toyota Prius Timing Chain Service GuideDocument13 pagesToyota Prius Timing Chain Service Guidefernando ortizNo ratings yet
- DisassemblyDocument4 pagesDisassemblyKalpeshkumar PatelNo ratings yet
- (TM) Toyota Manual de Motor Toyota Yaris Verso 2001 en InglesDocument11 pages(TM) Toyota Manual de Motor Toyota Yaris Verso 2001 en Inglesjonathan matusNo ratings yet
- Procedimento Desmonte Bequilha 39400030 Cessna 182 Skylane Procedimentos de ManutencaoDocument7 pagesProcedimento Desmonte Bequilha 39400030 Cessna 182 Skylane Procedimentos de ManutencaoadrianvieroNo ratings yet
- Timing Chain Components & Instalation Toyota Hilux 22R-E: Preparation of RemovalDocument7 pagesTiming Chain Components & Instalation Toyota Hilux 22R-E: Preparation of RemovalPablo FernandezNo ratings yet
- Manual EVK SealDocument18 pagesManual EVK Sealpanamajack26No ratings yet
- Instructions On Installation Operation and Maintenance For Kirloskar PumpDocument23 pagesInstructions On Installation Operation and Maintenance For Kirloskar Pumpmonuaspire4No ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- 3D Printed CoilsDocument2 pages3D Printed Coilsmahmoud yarahmadiNo ratings yet
- IEEE PEDS 5LEVEL ShinyDocument6 pagesIEEE PEDS 5LEVEL Shinymahmoud yarahmadiNo ratings yet
- A Hybrid Polygonal SV Structure For TheDocument13 pagesA Hybrid Polygonal SV Structure For Themahmoud yarahmadiNo ratings yet
- Emmedi Product Sheet MosWeld-1Document2 pagesEmmedi Product Sheet MosWeld-1mahmoud yarahmadiNo ratings yet
- Comparative Study of Five Level and SeveDocument12 pagesComparative Study of Five Level and Sevemahmoud yarahmadiNo ratings yet
- Analysis of Induction Heating System For High FreqDocument10 pagesAnalysis of Induction Heating System For High Freqmahmoud yarahmadiNo ratings yet
- Product 21933Document1 pageProduct 21933mahmoud yarahmadiNo ratings yet
- Induction Heating Principle and ApplicationsDocument9 pagesInduction Heating Principle and Applicationsmahmoud yarahmadiNo ratings yet
- Unit 4 Lesson 4Document7 pagesUnit 4 Lesson 4mahmoud yarahmadiNo ratings yet
- Numerical Simulation of Tube Manufacturing ConsistDocument15 pagesNumerical Simulation of Tube Manufacturing Consistmahmoud yarahmadiNo ratings yet
- High Frequency Induction Tube and Pipe Welding SolutionsDocument24 pagesHigh Frequency Induction Tube and Pipe Welding Solutionsmahmoud yarahmadiNo ratings yet
- Pure Inductive Circuit AND L R Circuit: Nimisha Lonees K Ac Circuit-Electronics 2020-2021Document15 pagesPure Inductive Circuit AND L R Circuit: Nimisha Lonees K Ac Circuit-Electronics 2020-2021mahmoud yarahmadiNo ratings yet
- EP Big Bore Installation Instruction Rev4Document8 pagesEP Big Bore Installation Instruction Rev4mahmoud yarahmadiNo ratings yet
- Coiled Tubing Milling and Temporary Plug and Abandonment OperationsDocument14 pagesCoiled Tubing Milling and Temporary Plug and Abandonment OperationsErdal AYDINNo ratings yet
- Blower Double Impeller bl520002 Technical Data Sheet en v3Document2 pagesBlower Double Impeller bl520002 Technical Data Sheet en v3Docu CenterNo ratings yet
- CFX Xe 290 7.12.2022Document2 pagesCFX Xe 290 7.12.2022daggerYisus “Dagger” Yisus100% (1)
- Nissan Magnite - Mobile BrochureDocument18 pagesNissan Magnite - Mobile BrochureAnoop KavirajanNo ratings yet
- hdt-400 HOTSTARTDocument24 pageshdt-400 HOTSTARTAlexisAlejandroSandovalFloresNo ratings yet
- Denso Catalog PG 180Document1 pageDenso Catalog PG 180tongai100% (1)
- BMWX1 (F48) Retrofit LED TAIL LIGHTS ARDocument10 pagesBMWX1 (F48) Retrofit LED TAIL LIGHTS ARRazvan IeDevilNo ratings yet
- Isuzu MUDocument9 pagesIsuzu MURoberto Ortega MicalizziNo ratings yet
- Psi Mud Agitators Product SheetDocument2 pagesPsi Mud Agitators Product SheetPRASHANT KANTENo ratings yet
- TD 14M Extra Crawler Dozer: Diagnostic Data & Service PartsDocument2 pagesTD 14M Extra Crawler Dozer: Diagnostic Data & Service PartsАлексейNo ratings yet
- 04 Cylinder HeadDocument17 pages04 Cylinder HeadTayfun SezişNo ratings yet
- How much torque can a cone clutch transmit with specific parametersDocument4 pagesHow much torque can a cone clutch transmit with specific parametersMat ComiaNo ratings yet
- Tippmann X7 Phenom ManualDocument36 pagesTippmann X7 Phenom Manualleonardo ariziNo ratings yet
- Touchscreen CalibrationDocument4 pagesTouchscreen CalibrationphdserviciiNo ratings yet
- Manual de Partes R1600H CCRDocument828 pagesManual de Partes R1600H CCRMar LoyolaNo ratings yet
- Ir10,20 Ir12,22 en 1025972Document9 pagesIr10,20 Ir12,22 en 1025972Steven FryeNo ratings yet
- Starex TQFLDocument1 pageStarex TQFLAero NiezNo ratings yet
- SECTION 211-00: Electronic Power Assist Steering (EPAS) System 2013 Explorer Workshop Manual Removal and InstallationDocument4 pagesSECTION 211-00: Electronic Power Assist Steering (EPAS) System 2013 Explorer Workshop Manual Removal and InstallationPaul SegarraNo ratings yet
- Parts: 395/455/495st Pro Airless Paint SprayersDocument12 pagesParts: 395/455/495st Pro Airless Paint SprayersGatra SamoedraNo ratings yet
- Volvo xc60 Brochure 2013 Uk PDFDocument54 pagesVolvo xc60 Brochure 2013 Uk PDFmestNo ratings yet
- Test Instructions For Overrunning Alternator Pulleys (OAP/OAD)Document2 pagesTest Instructions For Overrunning Alternator Pulleys (OAP/OAD)venothNo ratings yet
- Ex5 Class 1 Engine SpecDocument1 pageEx5 Class 1 Engine SpecAhmad LukmanNo ratings yet
- DELIVERYDocument2 pagesDELIVERYBrayan Calcina BellotNo ratings yet
- Auxilliary Engine "PERKINS 6TG2AM": No Item Part Number Quantity Crankshaft, Piston&Connecting RodsDocument2 pagesAuxilliary Engine "PERKINS 6TG2AM": No Item Part Number Quantity Crankshaft, Piston&Connecting RodsAntok Aditya31100% (1)
- Cummins Oil ListDocument5 pagesCummins Oil ListVenkata Ramdas BonamNo ratings yet
- Accesorii Graco FinishingDocument84 pagesAccesorii Graco FinishingDanaNo ratings yet
- Genuine Decoration Panel Set: Using InstructionsDocument7 pagesGenuine Decoration Panel Set: Using InstructionsIonNo ratings yet
- Bj175alfph RevDocument75 pagesBj175alfph RevKira Fulgencio100% (1)
- 330B Excavators Hydraulic Systems: 3YR1-UP 5LR1-UP 4RS1-UP 5LS1-UPDocument2 pages330B Excavators Hydraulic Systems: 3YR1-UP 5LR1-UP 4RS1-UP 5LS1-UPJim LiebNo ratings yet
- Bentley BrochureDocument9 pagesBentley BrochureRazvan Ionut CarametNo ratings yet