You might also like
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- 31403B Man 1810Document8 pages31403B Man 1810Guillermo BarrantesNo ratings yet
- Er 96 5 14Document3 pagesEr 96 5 14DIEGO YECID MILLAN MENDOZANo ratings yet
- Piston Engine Cylinder Removal and InstallationDocument4 pagesPiston Engine Cylinder Removal and InstallationZyrick Laurence Eslao TimmangoNo ratings yet
- Camshaft Install Qr25de InstructionsDocument3 pagesCamshaft Install Qr25de InstructionsmehralsmenschNo ratings yet
- Lathe - Spindle - Replacement - RemovalDocument3 pagesLathe - Spindle - Replacement - RemovalAriel MercochaNo ratings yet
- Cam Install For Sr20Document2 pagesCam Install For Sr20Carlos Miguel Montaño AlvarezNo ratings yet
- TTR125 150BigBore Update2Document4 pagesTTR125 150BigBore Update2eddielindermannNo ratings yet
- Casing Packer Setting Tool (SLB)Document12 pagesCasing Packer Setting Tool (SLB)Alexander KlmNo ratings yet
- Remove & Install Bucket CylinderDocument8 pagesRemove & Install Bucket CylinderchanlinNo ratings yet
- Assembly and Disaassembly of PumpsDocument5 pagesAssembly and Disaassembly of Pumpsshin deiru100% (1)
- 01 001 CrankshaftDocument15 pages01 001 CrankshaftYè WințNo ratings yet
- Timing BeltDocument28 pagesTiming BeltRaj Bikram MaharjanNo ratings yet
- Connecting Rod ReplacementDocument11 pagesConnecting Rod Replacementfjafarvand100% (1)
- Toyota Truck RAV4 2WD L4-2.0L (1AZ-FE) 2002: Timing Chain: Service and RepairDocument15 pagesToyota Truck RAV4 2WD L4-2.0L (1AZ-FE) 2002: Timing Chain: Service and RepairyosnielNo ratings yet
- Unidad Rotacion Serie l30Document22 pagesUnidad Rotacion Serie l30Raphael Ruiz RamosNo ratings yet
- CS Head RebuildDocument44 pagesCS Head RebuildAhmadNo ratings yet
- RP2Document24 pagesRP2Vennia PapadipoulouNo ratings yet
- GY6 Big Bore Kit InstallationDocument80 pagesGY6 Big Bore Kit InstallationAndrew McGovern100% (2)
- Eng 5.4-97Document25 pagesEng 5.4-97Alexey KolmakovNo ratings yet
- Air CylinderDocument4 pagesAir Cylindersimbua720% (1)
- Ac Compressor ServicingDocument25 pagesAc Compressor ServicingffyddNo ratings yet
- Ac Compressor ServicingDocument25 pagesAc Compressor ServicingAnimemanuel MuñozNo ratings yet
- Kbu KBZ5Document6 pagesKbu KBZ5Andrew VNo ratings yet
- Blue Diamond Assembly Procedure 1593Document2 pagesBlue Diamond Assembly Procedure 1593Stephen GerhauserNo ratings yet
- Toyota MR2 Spyder L4-1.8L (1ZZ-FE) 2001: Timing Chain: Service and RepairDocument18 pagesToyota MR2 Spyder L4-1.8L (1ZZ-FE) 2001: Timing Chain: Service and RepairROSA GIMENEZNo ratings yet
- GM Engines v-6, V-8Document23 pagesGM Engines v-6, V-8jads301179No ratings yet
- Change Procedure of Hub BearingsDocument4 pagesChange Procedure of Hub BearingsRadu DumbravaNo ratings yet
- Ajuste y TorqueDocument6 pagesAjuste y TorqueAlberjose Sanchez RuizNo ratings yet
- Fristam Mainten Type FPH - 3542Document12 pagesFristam Mainten Type FPH - 3542Hafid NaufalNo ratings yet
- Kbu KBZ3Document9 pagesKbu KBZ3Andrew VNo ratings yet
- Volkswagen Engines - 4-CylinderDocument12 pagesVolkswagen Engines - 4-Cylinderjorge almarazNo ratings yet
- Betico SB1 Assembly ManualDocument16 pagesBetico SB1 Assembly ManualJORGENo ratings yet
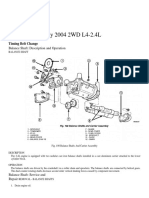
- Jeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeDocument15 pagesJeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeJuan vaizNo ratings yet
- Maintenance Instructions, Parts Identification & Seal Kits For Series 2H / 2HD / 2HB & 3H / 3HD / 3HBDocument10 pagesMaintenance Instructions, Parts Identification & Seal Kits For Series 2H / 2HD / 2HB & 3H / 3HD / 3HBAtaa AssaadNo ratings yet
- Manitou MT940-MT1740 HydraulicDocument234 pagesManitou MT940-MT1740 HydraulicVeselina Gaidarska91% (22)
- Runner Dismantling InstallationDocument7 pagesRunner Dismantling InstallationReynaldo PesqueraNo ratings yet
- A/C Compressor Servicing: Please Read This FirstDocument22 pagesA/C Compressor Servicing: Please Read This FirstbaylorguyNo ratings yet
- Remove and Install Crankshaft Main BearingsDocument5 pagesRemove and Install Crankshaft Main BearingsBuku DigitalNo ratings yet
- 57714342149b4e81c4231d PDFDocument1 page57714342149b4e81c4231d PDFtornomanNo ratings yet
- Remove & Install Connecting Rod BearingsDocument4 pagesRemove & Install Connecting Rod BearingsRichard ChuaNo ratings yet
- Marzocchi Roco WC Rebuild - Version 1Document13 pagesMarzocchi Roco WC Rebuild - Version 1svrcartel100% (1)
- 2002 Nissan Altima 2.5 Timing Chain MarksDocument16 pages2002 Nissan Altima 2.5 Timing Chain MarksInternal88100% (1)
- Shop Manual: Mega Sc750 Sidecar EngineDocument26 pagesShop Manual: Mega Sc750 Sidecar EngineDaniel HughesNo ratings yet
- Steel Piston PDFDocument14 pagesSteel Piston PDFvictoverNo ratings yet
- IS233Document2 pagesIS233Carlos Lara CastroNo ratings yet
- XL Series Actuators 1: Installation, Operating and Maintenance InstructionsDocument8 pagesXL Series Actuators 1: Installation, Operating and Maintenance InstructionsFranco M. CaverzanNo ratings yet
- Manual Terex # 55 (Iguana) - 2Document26 pagesManual Terex # 55 (Iguana) - 2Victor Manuel riveraNo ratings yet
- 2100103-Tilt CylindersDocument17 pages2100103-Tilt CylindersFrancisco DiazNo ratings yet
- KPS03 Installation InstructionsDocument12 pagesKPS03 Installation InstructionsHybrid RacingNo ratings yet
- Figure 1-301 Gasket Eliminator Application: Series 60 Service ManualDocument2 pagesFigure 1-301 Gasket Eliminator Application: Series 60 Service ManualvictoverNo ratings yet
- Haynes Pump 6500 ManualDocument8 pagesHaynes Pump 6500 Manualhiram avilaNo ratings yet
- Manual Mantenimiento Mission 40Document8 pagesManual Mantenimiento Mission 40Daygor Martinez SabucoNo ratings yet
- Toyota Celica GT L4 1.8L 1ZZ FEDocument21 pagesToyota Celica GT L4 1.8L 1ZZ FEWolfgang WilliamsNo ratings yet
- May Cap Da Voi Nhiet DienDocument14 pagesMay Cap Da Voi Nhiet Dienlinhcdt3No ratings yet
- Keep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareFrom EverandKeep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareNo ratings yet
- Gun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsFrom EverandGun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsNo ratings yet
- IEEE PEDS 5LEVEL ShinyDocument6 pagesIEEE PEDS 5LEVEL Shinymahmoud yarahmadiNo ratings yet
- A Hybrid Polygonal SV Structure For TheDocument13 pagesA Hybrid Polygonal SV Structure For Themahmoud yarahmadiNo ratings yet
- 3D Printed CoilsDocument2 pages3D Printed Coilsmahmoud yarahmadiNo ratings yet
- Comparative Study of Five Level and SeveDocument12 pagesComparative Study of Five Level and Sevemahmoud yarahmadiNo ratings yet
- Product 21933Document1 pageProduct 21933mahmoud yarahmadiNo ratings yet
- Emmedi Product Sheet MosWeld-1Document2 pagesEmmedi Product Sheet MosWeld-1mahmoud yarahmadiNo ratings yet
- Induction Heating Principle and ApplicationsDocument9 pagesInduction Heating Principle and Applicationsmahmoud yarahmadiNo ratings yet
- Numerical Simulation of Tube Manufacturing ConsistDocument15 pagesNumerical Simulation of Tube Manufacturing Consistmahmoud yarahmadiNo ratings yet
- Analysis of Induction Heating System For High FreqDocument10 pagesAnalysis of Induction Heating System For High Freqmahmoud yarahmadiNo ratings yet
- High Frequency Induction Tube and Pipe Welding SolutionsDocument24 pagesHigh Frequency Induction Tube and Pipe Welding Solutionsmahmoud yarahmadiNo ratings yet
- Unit 4 Lesson 4Document7 pagesUnit 4 Lesson 4mahmoud yarahmadiNo ratings yet
- Pure Inductive Circuit AND L R Circuit: Nimisha Lonees K Ac Circuit-Electronics 2020-2021Document15 pagesPure Inductive Circuit AND L R Circuit: Nimisha Lonees K Ac Circuit-Electronics 2020-2021mahmoud yarahmadiNo ratings yet
- Ninja Part PDFDocument105 pagesNinja Part PDFErlangga AlamNo ratings yet
- Honda CBF125 Technical Specifications PDFDocument1 pageHonda CBF125 Technical Specifications PDFRoyal ENo ratings yet
- Parts Manual: Air Drill CartDocument76 pagesParts Manual: Air Drill CartСергій XрестикNo ratings yet
- Specifications: Application Specification Metric EnglishDocument59 pagesSpecifications: Application Specification Metric EnglishMauricio Casanova100% (1)
- Vdocuments - MX Massey Ferguson MF 254 Tractor 22210640 Parts Catalogue Manual 1609983862Document23 pagesVdocuments - MX Massey Ferguson MF 254 Tractor 22210640 Parts Catalogue Manual 1609983862KilluaR32No ratings yet
- Caterpillar Reman Cylinder Heads SELD0078-11 - 0502Document20 pagesCaterpillar Reman Cylinder Heads SELD0078-11 - 0502huskerchamps100% (1)
- Sym VS 125 - 150 (EN)Document195 pagesSym VS 125 - 150 (EN)manualsym100% (1)
- Ariel Build Book F-13989 PDFDocument133 pagesAriel Build Book F-13989 PDFhugoheloNo ratings yet
- Olympian Spares ListDocument51 pagesOlympian Spares Listramsey222No ratings yet
- Catalog ZP Yamaha E55C-55BDocument77 pagesCatalog ZP Yamaha E55C-55BViktorNo ratings yet
- Afa Romeo Alfetta Spare Parts PDFDocument73 pagesAfa Romeo Alfetta Spare Parts PDFMiguel CamachoNo ratings yet
- Tata Magic Mantra CatlogeDocument114 pagesTata Magic Mantra CatlogeGanesh Motors TASS - Agra0% (1)
- Product Download PDF 55d532bb20309 PDFDocument63 pagesProduct Download PDF 55d532bb20309 PDFCr250rNo ratings yet
- Kinematic DiagramsDocument16 pagesKinematic Diagramsmani88kctNo ratings yet
- Cummins N14 Engine Overhaul PartsDocument9 pagesCummins N14 Engine Overhaul PartsTong Hai Wang100% (1)
- Rightline 145453 Parts ManualDocument12 pagesRightline 145453 Parts ManualSean CarvalhoNo ratings yet
- 54 Vertical Twin Cylinder Steam Engine PDFDocument5 pages54 Vertical Twin Cylinder Steam Engine PDFAlex NaranjoNo ratings yet
- Rigging Information: Block and Sheave InspectionDocument1 pageRigging Information: Block and Sheave InspectionGokul GNo ratings yet
- Sl2012-552 Crankcase InspectionDocument4 pagesSl2012-552 Crankcase Inspectionargentum19619692No ratings yet
- BendPak 5260563 XPR 12CL 192 Two Post Car Lift Exploded View Parts ListDocument48 pagesBendPak 5260563 XPR 12CL 192 Two Post Car Lift Exploded View Parts ListMiguel Eliezer SequeiraNo ratings yet
- Workshop Manual 1999 - 3000ppDocument3,265 pagesWorkshop Manual 1999 - 3000ppKatsaras Sotiris100% (5)
- Husky 1040 Parts-List 308479en-ZajDocument34 pagesHusky 1040 Parts-List 308479en-ZajCristian MenesesNo ratings yet
- 2009 Bambi Bucket 5566-HL9800 Service Manual PDFDocument99 pages2009 Bambi Bucket 5566-HL9800 Service Manual PDFPedro CuadrosNo ratings yet
- Astralux: Model H20ADocument22 pagesAstralux: Model H20AAstraluxNo ratings yet
- C-Beam Mini Mite BOMDocument4 pagesC-Beam Mini Mite BOMyinat24979No ratings yet
- Fix Rhythmic Clicking Sounds in The Bosch Ebike DriveUnitDocument8 pagesFix Rhythmic Clicking Sounds in The Bosch Ebike DriveUnitxidra100% (1)
- Drive Shaft Catalog-DingshunDocument14 pagesDrive Shaft Catalog-DingshunHangzhou Dingshun Machanical CONo ratings yet
- Initialization and Learning-MmtDocument7 pagesInitialization and Learning-MmtMuhammed DoumaNo ratings yet
- Catalogo de Pecas Comet GT-250Document76 pagesCatalogo de Pecas Comet GT-250André BuenoNo ratings yet
- Data-Tech 2012-13 Hyundai Tucson Instalacion de Culata 2.0L-2.4L LIBRODocument74 pagesData-Tech 2012-13 Hyundai Tucson Instalacion de Culata 2.0L-2.4L LIBRORubenNo ratings yet