You might also like
- CAPS BenchmarkDocument3 pagesCAPS Benchmarkpantmukul100% (1)
- Quality Kiosk - UpdatedDocument8 pagesQuality Kiosk - UpdatedVaibhav KediaNo ratings yet
- MC Case PDFDocument20 pagesMC Case PDFShivani KarkeraNo ratings yet
- Accuracy of CAD-CAM Systems For Removable Partial Denture Framework Fabrication: A Systematic ReviewDocument8 pagesAccuracy of CAD-CAM Systems For Removable Partial Denture Framework Fabrication: A Systematic ReviewNelson BarakatNo ratings yet
- Assignment 33Document4 pagesAssignment 33Imran Khan JunejoNo ratings yet
- Australian/New Zealand Standard: Quality Management Systems - RequirementsDocument12 pagesAustralian/New Zealand Standard: Quality Management Systems - RequirementstriaafiniNo ratings yet
- Iso 9001:2015 Iso 14001:2015 Iso 45001:2018Document6 pagesIso 9001:2015 Iso 14001:2015 Iso 45001:2018Ivy RodriguezNo ratings yet
- OM Forecasting GM 13Document61 pagesOM Forecasting GM 13Jourast LadzuardyNo ratings yet
- Inventory ManagementDocument80 pagesInventory ManagementDahouk MasaraniNo ratings yet
- Strategic HRMDocument62 pagesStrategic HRMGourav PatidarNo ratings yet
- Heizer Om13 PPT 07sDocument64 pagesHeizer Om13 PPT 07sMBA Strategic ManagementNo ratings yet
- Moderating Effects of Managers Attitude Toward RiskDocument13 pagesModerating Effects of Managers Attitude Toward RiskGraxTcuuNo ratings yet
- MSC ThesisDocument90 pagesMSC Thesisshreyas raoNo ratings yet
- 1712 r16 All Viii Ilo8021 QB PM Sonali JoshiDocument38 pages1712 r16 All Viii Ilo8021 QB PM Sonali Joshitejal palwankarNo ratings yet
- Chap08A Waiting Line AnalysisDocument39 pagesChap08A Waiting Line AnalysisProteksitrans1 p3bsNo ratings yet
- What Made The Tata Nano A Failure: A Winter Project OnDocument90 pagesWhat Made The Tata Nano A Failure: A Winter Project Onyash ranaNo ratings yet
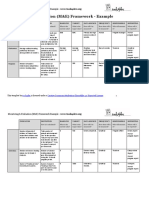
- Monitoring & Evaluation (M&E) Framework - Example: Indicator Baseline Target Data Source Frequency Responsible ReportingDocument2 pagesMonitoring & Evaluation (M&E) Framework - Example: Indicator Baseline Target Data Source Frequency Responsible ReportingMANNY PAGADUAN100% (1)
- Adani Ports Annual Report 2017 18-12-07FINALDocument284 pagesAdani Ports Annual Report 2017 18-12-07FINALMayank TripathiNo ratings yet
- Sample Test Paper Sample Test Paper Sample Test Paper: UI-QP-02Document10 pagesSample Test Paper Sample Test Paper Sample Test Paper: UI-QP-02MUHAMMED SHAMMASNo ratings yet
- HR DossierDocument68 pagesHR DossierRohit KumarNo ratings yet
- CII Semiconductor GuideDocument36 pagesCII Semiconductor Guidemaxin johnNo ratings yet
- Akshay Bora HifieldDocument62 pagesAkshay Bora Hifieldsamadhan landgeNo ratings yet
- Digitalization of Securities MarketDocument8 pagesDigitalization of Securities Marketmrinal kumarNo ratings yet
- Mumbai Presentation To Netherlands Foreign Investment Agency 28 05 2019Document17 pagesMumbai Presentation To Netherlands Foreign Investment Agency 28 05 2019maneesh mittalNo ratings yet
- Blackbook MmsDocument54 pagesBlackbook MmsIshita SinghNo ratings yet
- Insurance Policy Overview - GMC, GPA, GTLDocument5 pagesInsurance Policy Overview - GMC, GPA, GTLAnonymous MIGe8eR100% (2)
- Bharat PetroleumDocument4 pagesBharat Petroleumsan_rinkyNo ratings yet
- MA - 5e - PPT - CH 13 - SE SHORT RUN DECISION MAKING RELEVANT COSTINGDocument32 pagesMA - 5e - PPT - CH 13 - SE SHORT RUN DECISION MAKING RELEVANT COSTINGOksigeny GirlsNo ratings yet
- Managing Customer RelationshipsDocument24 pagesManaging Customer RelationshipsP RAGHU VAMSYNo ratings yet
- Gartner It Score Software Engineering Leaders ReskinDocument7 pagesGartner It Score Software Engineering Leaders ReskinFernando Ferreira AguiarNo ratings yet
- Barani HydraulicsDocument15 pagesBarani HydraulicsMANOJKUMAR VNo ratings yet
- Quick Service Restaurant Health Safety Innovations For TheDocument52 pagesQuick Service Restaurant Health Safety Innovations For TherenatoNo ratings yet
- Shalak Joshi ResumeDocument2 pagesShalak Joshi ResumeShalak JoshiNo ratings yet
- Vivek Kumar SainiDocument64 pagesVivek Kumar SainiUdayabhanu SwainNo ratings yet
- PDF 20221016 202706 0000Document53 pagesPDF 20221016 202706 0000CA Manoj Kumar SabatNo ratings yet
- The Impact of Data and Analytics On Business and FinanceDocument23 pagesThe Impact of Data and Analytics On Business and FinancesantoshNo ratings yet
- Managing Human Resources: Student Name: Student ID: Word Count: 3000 Date: 1Document15 pagesManaging Human Resources: Student Name: Student ID: Word Count: 3000 Date: 1DARSHAN GUPTANo ratings yet
- آفاق ديمقراطية 2Document98 pagesآفاق ديمقراطية 2Yaseer KhirelseedNo ratings yet
- 2020 Inspection RSM Us LLP: (Headquartered in Chicago, Illinois)Document24 pages2020 Inspection RSM Us LLP: (Headquartered in Chicago, Illinois)Jason BramwellNo ratings yet
- 5th Chapter - Strategic Selling (SPIN Selling Value Selling) - For UploadingDocument15 pages5th Chapter - Strategic Selling (SPIN Selling Value Selling) - For UploadingFaraz UsmaniNo ratings yet
- Assignment, Marketing Management, Group 1. Deadline 25 - 11 - 2021Document23 pagesAssignment, Marketing Management, Group 1. Deadline 25 - 11 - 2021He VansakNo ratings yet
- Indian BPO Industry: The Back Office To The World: White Paper Series On OutsourcingDocument8 pagesIndian BPO Industry: The Back Office To The World: White Paper Series On Outsourcingrajesh_junkNo ratings yet
- Statement-2: Simple IfDocument5 pagesStatement-2: Simple Ifsudhir RathodNo ratings yet
- Lean-Six-Sigma Dec 2022Document10 pagesLean-Six-Sigma Dec 2022rohit chaudharyNo ratings yet
- IndiapharmaDocument151 pagesIndiapharmaBLBVORTEXNo ratings yet
- DBM1208 Introduction To Purchasing and SuppliesDocument88 pagesDBM1208 Introduction To Purchasing and SuppliesBasil AugustineNo ratings yet
- Fundamantal or EIC Analysis - Capital Goods SectorDocument118 pagesFundamantal or EIC Analysis - Capital Goods SectorShweta Habib0% (1)
- Aggregate PlanningDocument53 pagesAggregate PlanningKumar AbhishekNo ratings yet
- Domino's Pizza: Business Continuity Strategy During The Covid-19 PandemicDocument15 pagesDomino's Pizza: Business Continuity Strategy During The Covid-19 Pandemicem100% (1)
- TOPIC 5-Budgetary PlanningDocument73 pagesTOPIC 5-Budgetary PlanningDashania GregoryNo ratings yet
- Introduction To Supply Chain ManagementDocument18 pagesIntroduction To Supply Chain ManagementMihiretu0% (1)
- Rethinking The Consumer-Goods Supply Chain in Response To COVID-19Document27 pagesRethinking The Consumer-Goods Supply Chain in Response To COVID-19Nizar MTechNo ratings yet
- Product Development & Management MEE3501 F2 Slot: Faculty - Dr. Padmanabhan KDocument44 pagesProduct Development & Management MEE3501 F2 Slot: Faculty - Dr. Padmanabhan KSiddhant KumarNo ratings yet
- Brochure - Professional Certificate Program in Supply Chain Strategy and ManagementDocument7 pagesBrochure - Professional Certificate Program in Supply Chain Strategy and ManagementAcharya SubhashishNo ratings yet
- Big Data in Healthcare Systems and ResearchDocument4 pagesBig Data in Healthcare Systems and ResearchInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Management Accountant Sep 2020Document124 pagesManagement Accountant Sep 2020ABC 123No ratings yet
- OBS 210 - Class - Slides Notes (AutoRecovered)Document9 pagesOBS 210 - Class - Slides Notes (AutoRecovered)Tayla KalkwarfNo ratings yet
- Ed - Balaji Mba College KadapaDocument141 pagesEd - Balaji Mba College KadapaVeluru ManojNo ratings yet
- Alight Solution Powerpoint 2022 Siddhesh Warang FinalDocument33 pagesAlight Solution Powerpoint 2022 Siddhesh Warang Finalapi-530767316No ratings yet
- Crisis As Antecedent of InnovationDocument6 pagesCrisis As Antecedent of InnovationSrirang JhaNo ratings yet
- Magic Quadrant For Procure - Coupa AdvantagesDocument25 pagesMagic Quadrant For Procure - Coupa AdvantagesAnixNo ratings yet
- Concept of Quality and Total Quality ManagementDocument19 pagesConcept of Quality and Total Quality ManagementMuhammad TufailNo ratings yet
- Total Quality Management: TQM: Origins, Evolution & Key ElementsDocument17 pagesTotal Quality Management: TQM: Origins, Evolution & Key ElementsAnkeshNo ratings yet
- Loss Control Leadership Enemba 7 For StudentDocument40 pagesLoss Control Leadership Enemba 7 For StudentMinaco RinoNo ratings yet
- Syndicate 8 - Danube Case - MM5004 - Revised - 5Document13 pagesSyndicate 8 - Danube Case - MM5004 - Revised - 5Minaco RinoNo ratings yet
- Syndicate 2 - The Chile 33Document9 pagesSyndicate 2 - The Chile 33Minaco RinoNo ratings yet
- Syndicate 2 - Toyota Motor ManufacturingDocument15 pagesSyndicate 2 - Toyota Motor ManufacturingMinaco RinoNo ratings yet
- Syndicate 4 - AMI ProjectDocument9 pagesSyndicate 4 - AMI ProjectMinaco RinoNo ratings yet
- Rio Tinto - Syndicate 1Document13 pagesRio Tinto - Syndicate 1Minaco RinoNo ratings yet
- CAN (Syndicate 7) ENEMBA 7Document18 pagesCAN (Syndicate 7) ENEMBA 7Minaco RinoNo ratings yet
- Syndicate V Mid Term - The Metaverse EconomyDocument37 pagesSyndicate V Mid Term - The Metaverse EconomyMinaco RinoNo ratings yet
- QA-04 (A) & (B) NCR-ammendDocument2 pagesQA-04 (A) & (B) NCR-ammendChin Hon SinNo ratings yet
- Tourism Services QualityDocument24 pagesTourism Services QualityArdiansyah MahamelNo ratings yet
- Presentation On Awareness of ISO 9001 2008Document40 pagesPresentation On Awareness of ISO 9001 2008aamirapiNo ratings yet
- Group 10 - Section B - Hank Kolb Case - TQMDocument4 pagesGroup 10 - Section B - Hank Kolb Case - TQMJYOTI TALUKDARNo ratings yet
- PMP Exam Notes (May 08th)Document21 pagesPMP Exam Notes (May 08th)Andrew Barclay100% (3)
- Services Marketing PricingDocument63 pagesServices Marketing PricingVarun LalwaniNo ratings yet
- Risk Based Quality Management in Clinical TrialDocument15 pagesRisk Based Quality Management in Clinical Trialsreeraj.guruvayoorNo ratings yet
- Investigating The Green Impact of Lean, Six Sigma and Lean Six Sigma - A Systematic Literature ReviewDocument26 pagesInvestigating The Green Impact of Lean, Six Sigma and Lean Six Sigma - A Systematic Literature ReviewAhmed HassanNo ratings yet
- DBA5206 - Quality ManagementDocument38 pagesDBA5206 - Quality ManagementSuresh ManiNo ratings yet
- Organizational Performance of Batelec I: Basis For A Proposed Total Quality Management (TQM) ModelDocument10 pagesOrganizational Performance of Batelec I: Basis For A Proposed Total Quality Management (TQM) ModelAsia Pacific Journal of Multidisciplinary ResearchNo ratings yet
- Timetable PG Sep 2016Document3 pagesTimetable PG Sep 2016Ainul Arifin Ahmad RapaaiNo ratings yet
- Birkosit India +91-98851-49412Document19 pagesBirkosit India +91-98851-49412Project Sales CorpNo ratings yet
- 6th PPT On QMS ISO 9000Document14 pages6th PPT On QMS ISO 9000sudheerscribeNo ratings yet
- Australian/New Zealand StandardDocument21 pagesAustralian/New Zealand StandardJoel MennieNo ratings yet
- Sqa IDocument124 pagesSqa ITrần Thị Mỹ TiênNo ratings yet
- OsspDocument7 pagesOsspMIHIR PEDNEKARNo ratings yet
- Definition of Production ControlDocument22 pagesDefinition of Production ControlNorIshamIsmailNo ratings yet
- Introduction To SAP Master Data GovernanceDocument32 pagesIntroduction To SAP Master Data GovernanceAravindhNo ratings yet
- Unit 4Document79 pagesUnit 4Anonymous kwi5IqtWJNo ratings yet
- The Toyota Production SystemDocument14 pagesThe Toyota Production SystemmichaelNo ratings yet
- SignificanceDocument16 pagesSignificanceSupninder Singh KhehraNo ratings yet
- 2007 09 KAIZEN Forum College EnglishDocument4 pages2007 09 KAIZEN Forum College EnglishnetirutNo ratings yet
- AS9100C ChecklistsDocument79 pagesAS9100C ChecklistsManikantagupta BommisettyNo ratings yet
- DbSpectra Catalog 17.2Document109 pagesDbSpectra Catalog 17.2michaelethompson100% (1)
- Brief Contents: Understanding Quality Concepts 25Document14 pagesBrief Contents: Understanding Quality Concepts 25susanto tirtoprojoNo ratings yet
- Module 5 TOS Quality Management SystemDocument56 pagesModule 5 TOS Quality Management SystemDr. Leela M HNo ratings yet
- Sybcom Sem Iv Com Paper Set 1 2024Document7 pagesSybcom Sem Iv Com Paper Set 1 2024Mohd FaizanNo ratings yet