Professional Documents
Culture Documents
No038 - European Recommendations For Bolted Connections in Structural Steelwork
No038 - European Recommendations For Bolted Connections in Structural Steelwork
Uploaded by
Nuno Telmo Lopes0 ratings0% found this document useful (0 votes)
50 views56 pagesOriginal Title
No038 - European Recommendations for Bolted Connections in Structural Steelwork
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
50 views56 pagesNo038 - European Recommendations For Bolted Connections in Structural Steelwork
No038 - European Recommendations For Bolted Connections in Structural Steelwork
Uploaded by
Nuno Telmo LopesCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 56
CONTENTS
Notation
FOREWORD
1, INTRODUCTION
2. MATERIAL
2.1. Members
2.2. ports
3. CALCULATION OF BOLTED CONNCCTIONS IN THE ULTIMATE LIMIT STATE
3.1, Generel provisions
3.2, Principles for shear connections
3.3, Principles for tensiva connections
3.4, Calculation of the bolts
3.5, Calculations of the menters neor the connections
4. REQUIREMENTS FOR BOLTED CONNECTIONS IN THE SCAYICEASILITY STATE
4.1, Principles
4.2. Friction grip connections
4.3, Connections subject tz tension
5, CONNECTIONS SUBJECTED TO FATIGUE LOADING
5a.
5.2. Connections with bolts subjected to terston
5.3. Shear connections
8. DESTGN
sl. Principles
2. Holes
3. Spacing of the dolts
4, Hashers
nuts
XECUTION
1. Holes
2. Tightening the bolts
3. Combined bolts and welds
4. Storage of bolts for preloaded connect fons
5. Re-use of tightened bolts
6. Provisions for friction grip connections (types 8 and C)
7. Corrosion protection
a. Fit of contact surfaces
9. Slip Factor
NSPECTION AND CHECKS
sl. Genera!
8.2. Inspections
8.3. Cheeks
Appendix A: Determination of the coefficient of friction
Appendix 6
ub,
"yp!" 0.20
‘ym*"0..20
notation
section of the shenk
gross cross section of & member
critical net section of 0 menber
Stress ares of the balt
shear load on the connection
tension lod on the connection
predetermined preload of the bolt
full plastic moment in the gross cross section of 3 menber
full plastic moment in the weakened cross section of a member
number of cylces of a fluctuating load
design bearing strength per bolt
desion strength per s0lt under combined actions
design strength per 201t and per shear plane in a friction grip con-
nection
shear desion strength per bolt
tension design strenath per bolt
design strength in a tensile nenber
shank dianeter of the bolt
dianeter of the hole
pitch in Force direction
ond distance in force direction
edge distance at rignt angles to the force direction
distance betwoon the First and the last bolt in the force direction
nunber of shear planas
thickness of a nezber
factor for the bearing stress in components loaded in tension
factor for long connections
rotation in degrees
slip factor between the surfaces of the components
bearing stress
pacified ultimate strees of the material of the bolt
specified ultimate stress of the material of the menber
specified yield stress of the material of the bolt
specified yield stress of the material of the wenber
shear design stress of the bolt
FOREWORD
puring their Asnual General Meeting 1n 1959, the European Convention of Construc~
tional Steelwork Association” appointed a Committee on High Strength Friction Grip
Bolts.
one of the first activities of this Conmittee was to draft “European Recomnendat i@i,
for the Use of High Strength Fr-etion Grip Bolts tn Structural Steelwork”. The
reason for this was that it vas very desirable, tn order to unify the different
notional specifications, that the European Reconmencations to which the national
standards connittess could refer should be drawn up as Soon as posstbie.
The first edition of those Reconmendations appeared in April 1962; the second foly,
Toved tn Hay 1965 and the third in Apri? 1971. The third edition was converted tor
Limit state in Soptenber 1974.
During the annual meeting in 1972, the European Convention agreed to widen the
scope of its activities in the ‘ield of bolted connections.
The Committee therefore decided to propare recommondations for the use of non pres
loaded bolts in shear connection: with predominantly static loading, the first
Issue of which wos written in May 1975 in the limit state
‘This fourth edition now combines the bearing type connection and the friction aris)
‘type connection since from the linft state point of view the behaviour of these
two types of connections fs mos:ly very similar, the differences come out more in
the serviceability state, Corsequently the basic ideas which stood behind the ad-
missible load system and the linit state system of the third edition of those re-
Commendations since that nas bezn converted from the adnissible load system have
been superseded. In this edition the Toad carrying capacity and the serviceability
Vamit state have been taken ints account.
The recommendations in this publication reflect the present state of knowledge and
represent the views of all the nenbers of this Committee (Technics? Conmittee T10]:
The porticipating members and experts were
i
ALA, VAN DOUWEN (Chairman) NL LW. PASK 63
LM. ARIBERT F €. PIRAPREZ (Secretary)
G. FIRQUET 8 J. RUDNITSKY
ALM, GRESNIGT nt R. SCHAGINHAUFEN cH
1. ISAKSSON s 4.B.B, SELBERG
P. KLEMENT a 1. TREIBERS 5
FLW. NEEDRAN 68 G. VALTINAT
AL NEGRI 1
It is intended that the Reconmendations should be revised again as soon es further
experience justifies it
Tho text of the Recommendations is on the right pages. The left pages contain com-
ments.
Chairman of Connittee T10
Prof. ir. ALR. VAN DOUWEN
1. INTRODUG HOW
The objective of these recommendations is ty define the rules for the design, con-
putation, fabrication, erection. inspection and checks of all types of connections
with bolts in the ultimate state and in ths serviceability state
For the design and the determination of the joads in seis
quirements must be mot
zones additional re-
24
Since not enough experimental data for higher strength steels is es yet available
rules for these have not beer established. It i2 considered likely that for these
steels which may have more unfavourable toughness properties (lower elongation at
failure, smaller difference betveen yield strength and tensile strength) the ex-
perimental evidence ané assuzptions on which these recommendations are based will
prove not to be fully valid.
22
Screw, nut and washers should be capable of developing the function of the bolt ia
its particular application.
2. MATERIAL
2.1, Membort
These recommendations ae valid “or bolted structural components in non-alloy and
Jow-atloy steol with 2 specified yield point up to 400 N/an®
and in weathering
steel of the same grade.
22, Bolts
These Recommendations are valid for bolts up to grado 10.9 according to 150 898
with a specified yield limit ond a specified 0.2 limit respectively up to 900 N/mm?
and a specified tensile strenath up to 1000 N/an?.
at
All connections shall have a design strength so that the structure remains
effective and 4s capable of resisting all design loads to which it might be sub-
jected under either linear cr ron linear analysis as appropriete. Connections
Should be designed on the basis of the strengths and load-derormation characte~
ristics of the individual fasteners or welds
Connections may be designed by distributing the internal forces in the dest con-
erivable way, provided that
S they are fn equilibrium with the applied loadings
“the inplied defornations arc within the capacity of the fasteners or welds and
of the connected parts;
= each eloment in the connecticn is capable of resisting the forces or stresses
assuned in the analysis.
This particularly applics in the case of lattice girder constructions.
Residual stresses and stresses due to tightening of fasteners and normal accuracy
Of fit-up need not normally be considered.
2, CALCULATION OF BOLTED CONNECTIONS IN THE ULTIMATE LIMIT SATE
3.1. Genial provisions
Connections shall be calculated on the basis of forces at least as great os the
design forces of the parts they connect
When internal forces are calcslazed plastically the redistribution of forces aust
be taken into account also in the design of the connection.
The connections in bridges and $1 other constructions or structural elenents of
similar importance shall in general be calculated on the basis of the resistance
of the parts to be connected. Exceptions are acceptable for splices and joints In
members where failure has no detrimental consequence to the general integrity of
the structure and to the safety 2F personal (no progressive collapse). This must
be shown by the designer. Further exceptions are connections in statically inde~
termined structures : fer sone mambers, the factored loads are Tess than 2/3 of the
load carrying capacity. In such caces, the resistance of tne connections may be
colculated with 1.5 tines the factored loads.
The assumed distribution of internal forces shall be realistic with regard to rela-
tive stiffnesses within the joint. This means that for instance forces like prying
forces need to be taken into account.
10
a2
Ta the first case the bolts are
Either - not tightened sufficiently to induce a significant snank tension (type A)
gr - Hantened te induce a significant shank tension but not to a predetermined
value (type).
in the second case high strength bolts are inserted in clearance holes in the parts
to be joined together and then preloaded by tightening the nut or the bolt head ta
a predetermined preload, so that the contact surfaces are firmly clamped together,
espectally in the vicinity of the holes.
In a friction grip fastening the force acting across the shank of the bolt is trans~
mitted by static friction between the contact surfaces of the connected parts, while
the bolt shank itself ts subjected eolely to axial tension and torsion by the ap~
plied torque. The friction grip type connection acts in this way until slipping ts
reached
In the ultimate state types A end A‘ shear connections come to the stage where the
forces are transmitted by shear ond bearing, this is also valié for the friction
arip type connection (type 8} s-nce in the ultimate state slipping nas occurred
either by exhausting the sI{p factor or by « considerable reduction of the preload
due to yielding in the net sect-cn around the holes.
For this reason generally types A, A‘ and 8 shear connections ere equally calculated
as bearing type connect tons.
One of the principlesfor the evaluation of the desion strengths of bolts is that @
connection which is designed to carry the full strength of the connected member
shall always be stronger than the menber in order to prevent the forming of plastic
hinges in the connection. This should also de so if the actual yield strength of
the material of the members is Migher than the specified yield strength, this may
in a most unfavourable case be a steel AE 355 with 2 specified yfeld strength of
240 N/an® and a possible yield strength of 300 N/nn®.
In special eases a friction grip connection must not slip up to the ultimate limit
State (type C), since the éefornation of a construction is limited to 2 certain
amount. In this case the designer must make sure that at all stages of erection end
under al1 combinations of loading the internal forces in the structure due to the
enhanced external loads are less than the Friction grip capacity of the connection
and additionnally 49 not cause che net section to yield
The designer should notice that shear connections of the types A, Al and B with &
normal hole clearance (see 6.2.1. | have larger deformations in the ultimate
State than shear connections of the typos A, A! and B with fitted bolts, of the
type B with injection bolts and of the type C.
n
3.2. Principles for shear connections
There are two fundamentally different ways of using bolted shear connections in
steel structures
3.2.1, Beating type conn
reloaded bolts {type A
Tyee_A
to 10.9. (type AD
vith high strength
Bearing type connections with non-preloaded belts up to arade 10.9.
The design ultimate chear load should not exceed the bearing capacity nor the
shear capacity determined in accordance with 3.4.1.
Tee
Bearing type connections with high-strength bolts preloaded without control (grade
8.8. or 10.9).
The design ultimate shear load stould not exceed the bearing capacity nor the snear
capacity determined in accordance with 3.4.1.
(type B and type)
type connections with nigh strength bol
Tees
Connections with preloaded high strength bolts where slip should not occur et the
serviceability limit state
The design serviceability shear load should not exceed the friction copacity deter-
ed in accoréance with 3.4.2. Ine design ultimate shear load should not exceed
the bearing capacity nor the sheer capacity determined in accordance with 3.4.1,
Teve
Slip-resistant connections with preloaded high strength bolts where slip should not
occur at the ultimate I1mit state. The design ultimete shear led should not exceed
the friction capacity determined in accordance with 3.4.2. At the ultimate Timit
state the maxinum stress in the net section of the connected parts should not ex-
ceed the yield stress.
(x) Im Eurocode 3, Chapter 6, type A’ is not considered.
12
In connections where plastic ductility 1 necessery for the redistribution of the
forces the designer should notice that bolts of the grades 8.8 end 10.9 do not
have 8 shear deformation capacity great enough to enable all bolts ina Joint to
catch up and to simultaneously come into the bearing position when hole misaltgn-
sent of the nagnitude of the hole clearance 1s present, Therefore it {s advisable
to make use of the plastic deformation capacity of the materiel due to the elonga~
tion of the holes in the members.
a3
tn the First case the bolts have at least to carry the full force on the connec-
tion at each stage of loading.
In the second case the boits have to carry the full predetermined preload anc ad-
ditionally @ certain percentage of the force on the connection up to a stage where
the clanping forces between the plates are reduced to zero. The percentage of the
force which goes to the bolts aad the other part which reduces the clamping forces
between plies depend on the elastic behaviour of the entire prestressed joint. The
stress variation in the bolt sheuld be cufficiently low to prevent fatigue.
In the ultimate state usually the clamping forces have vanished and a gap has oc-
curred between the plies. At this stage the tension connections of type D and type
E act in the sane manner and herce may be equally caleulated
Bat
If the fasteners have enough deformation capacity, the distribution of forces
between individual fasteners may be determined by 0 plastic analysis. In such an
analysis any reasonable distribution, in eccordence with the generel provisions of
3.1., may be assuned.
3
3.3, Prin
There are two ways of using belts in tension connections.
2.3.1, Non ps
jad bolts (type OY
This category should not be used if the connection is frequently subjected to va-
Fiation of tensile loading.
3.3.2, Pe
ded high strength bolts (type
The preteading of belts subject to external tension is fevourable with regard to
Fatigue resistance, The extent of the positive effect honever, depends on detailing
and tolerances.
3A, Caleulation of the bolts
341, Connections subject to shaae {types A, A and BD
The shear design strength per bolt per shear plane is
when the shank of the bolt is in the shear plane and
when the threaded part of the holt ic in the shear plane. In these formulae
0.0
ve ow
The design strength per bolt in tearing is
= 0.567 oy
bp = é to in the case of a single ply,
4
The distance from the contre of a fastener hole to the adjacent edge or end of any
connected part should not be less than 1.2 4
Where the members are axpored te corrosive influences, the maximum odge or end dis-
tance should not exceed 40 mn + 4 t. In case of compression, the maximum edge dis-
tance should not exceed the distance as governed by local buckling reguirenents,
The centre-to-centre spacing of fasteners should not exceed the distance as governed
by local buckling requirenents.
@ 4s approximately oiven by the formulae :
oie
o
e212 b- as
1 3.0 ¢]2sa[e.oa[i7a[is a[iee
p >3.ed[2.5¢[3.0 [2.7 o] 2.5 a[z.2 6
a 3.0 | z.62s[2.0 | 1-625 [1.975] 1.9
Linear interpolation is acceptab“e.
To design connections so that large differences in « eccur is not reconmended be-
couse of lerge differences in de‘ormation capacity of the varfous bolts. The dis-
tribution of shear forces in the bolts should be in agreement with the calculated
bearing forces.
For @ member in compression, the pitch is not considered.
ater than 18 4 between the first
For @ distance L in the direction of the force or
and the last bolt of © connection (see Figure 2); the corrying capacity of the
Joint 1s s-times the sum of tre Individuel bolt strength R, and Rp respectively.
The factor 6 may be evaluated fron the following foraulac
+10 for < isd
& = 1,075 = L/(209.¢) for 18d < L < 65d {see also fig. 3)
20.75 for 65d SL
16
342
The mentioned thicknesses are ncninal values.
For slotted holes in which the “ength of the clot is at right angles to direction
Of the load, the pressure on the plates must be calculated and éfstribution plates
provided es necessary.
7
This limitation does not apply for a uniform distribution of loads over the length
of the connection, e.g. for the transfer of shear forces from the web of a beam to
the flange
34.2. Frieti
‘ip coneections (type C)
The design strength per bolt and per shear plane in a friction grip connection
which must not slip tn the uitimace state ts
where predete-nined preload of tre bolt, generally producec
by turning the nut or the doit head
koe 10 where the holes in all the plies are of normal size
1.0 for sho-t slotted holes and long slotted holes, when
the long direction of the slot 1s perpendicular to the
direction of load
= 0.85 for oversize holes, anc for short slotted holes, with the
long divection of the slot not perpendicular to the ¢irec-
tion of Toad
20.7 for long slotted holes, with the long direction of the
slot not perpendicular to the direction of load.
The slip factor u hotween the surfaces in contact is that dimensionless value by
which the nermal compression fare2 must be multiplied in order to obtain the s11p
load RL. Unless determined by tests, if the contact surfaces have been treated with
due consideration of all necessary aspects (see section 7.6.], calculations can be
based on the following sp factor
18
the slip factors are based en endurance tests. For load apoiication with a short
duration in some cases higher slip factors can be achieved
If a higher slip fector or a different tr
tment of the contact surfaces should be
selected, the slip factor must be determined by exporinent i
the procedure described in Appendix A.
each case, following
343
In colculating the actual belt lead the designer must take into account any tn-
creasing effect such as lever actions, prying forces etc. (see chapter 5.2.2).
It is recommended to use nigh strength bolts end to tighten them up to the full
Preload F, (type E, see chapter 3.3.2.)
13
factor
Treatment of the surfaces ¥
Surfaces not treated 0.24
Weathered surfaces clear of all mill scale and with any loose rust removed, | 0,29]
no pitting
Surfaces blasted with shot or grit, with any loose rust removed, no pitting | 0.5q
Surfaces blasted with shot or grit and hot-dip gelvanized 0.19}
Surfaces blasted with shot or grit and hot-dip galvanized (thickness 90- | 0,20}
100 un} and then painted with alcali-zinc silicate coat (thickness 60-80 um)|
Surfaces blasted with shot or grit and spray-metallized with zinc (thick- |9.2!
ness 50-70 um)
Surfaces blasted with thot or grit and painted with ethyl-zine silicate 0.3
coat (thickness 30-60 un)
Surfaces blasted with shot or orit and painted with ethyl-zine silicate 0.39
coat (thickness 60-80 un)
Surfaces blasted with shot or orit and painted'with alcali-zinc silicate | 0.4
coat {thickness 60-80 un)
Surfaces blasted with shot or grit and spray-metallized with Aluminium os
(thickness > 50 un)
If the friction surfaces do not conform to any of the above, the value of the slip
factor shall be established by suitable testing in accordance with the aopropriate
standard in foree (see appendix A) or in accordance with the national standards.
The factor a in table 1 used for the design strength in bearing in chapter 3.4.1
nay be increaced by adding 0.5 but oust always be less or equal to 3.0.
2.4.3, Coanections subject t0 te ef the Bole axis (aye D a
The design strength per belt in tonsion ir
RS i (0.8 oyp) oF Ay (0.8 oy 94)
A, 0.8 (0.8 9,
s up)
- Connections subject to shear and tension
(combined setion in connections of types A, AY and BD
Before any combined action is concidered, chapters 3.4.1. and 3.4.3. have to be
separately applied for the shear action only and for the tension action only.
a
‘The requirenent for the combined action on © bolt due to the external load ts
f, F
2, rte
(Ry? eee
Re Ry
where : F, is the actual tensile losdé per bolt
ry is the actual shear load per bolt.
This relation must also be verified fn the theated part $f {t is in the shear plane.
A, Friction sei
(combined action]
connections (type C] tubject ts and external tension ia the divestion af the bolt «
For the verification of the slip resistance, the total pressure between the plies
due to the preload nas to de reduced by 0.7 tines the external tensile force per
bolt.
The design strength of a friction arip connection which {s subject to external
tension and which must not slip In the ultimate state (type ¢) is therefore :
eu Fy 2 07 *)
gt
where Fy {s the actual tensile force per bolt due to the external load.
A verification of the combines aztions in the bolt shark is not required
24.6. Connections with fitted bolte
Fitted bolte and the correspondirg holes should be in agreement with ISO fit
b 11/H 11. The design strengths For fitted bolts can be evaluated according to
the chapters 3.1. to 3.3. and 3.1.1. to 3.4.8., replacing the bolt diameter and
the shank area respectively by tie equivalent values of the fitted bolt
2.4.7, Slotted holes in hear
34.74, Sloted holes to facilitate erection
The chear design strencth per bolt and shear plane must be taken from chapter 3.4.1
The design strencth per bolt in searing shall be calculated in the same way as in
chapter 3.4.1., but with a + 1,0
Only high tensile bolts with full preload are allowed.
22
at
The combined action of bolts and welds in a Joint subject to shear ts also alloned
in connections of types & and AT when the right erection and loading sequence is in
agreenent with the capacity of each type of fastener. In these cases, it fs occep-
table to design each type of fastener for the corresponding loads.
23
3A.72. Slotted holes to allow for the diteteion in service
The shear design strength per bolt and shear plane must be taken fron chapter 3.4.1.
The design strength per bolt tn bearing shal) be calculated in the seme way as in
chapter 3.4.1. but witha = 0.5.
The bolts must be non-preloaded te allow dilatation. The long direction of the slot
must be perpengicular to the direction of the load.
2.4.8, Combined setiont with bolts and welds
The combined action of bolts and welds ina joint subject to sheor is allowed in
= connections of type B and type C
= connections with Fitted bolts of the types A, Av, B and C.
It is not allowed in connectiors in which non preloaced bolts are used in normal
clearance holes, oversize holes or slotted holes, and which must sip to transmit
the Toad in chear and bearing.
The design shoar strength of the connections type 8 and type ¢ 1s the sum of the
slip loads of all bolts in fricticn according to chapter 3.4.2. end the design
strength of the load carrying eles according to recommendations for welded connec-
tions.
The design chaar strength of the connections types A to C with fitted bolts ts the
sun of the shear dozign strengths of all bolts according to chapter 3.4.6. and the
design strength of the load carrying welds according to recommendations for welded
connections.
The bearing pressure must be verified according to chapter 3.4.2
35. Caleula
3.5.1, Princes
nt of the manbers nese the centeztions
Vembers in compression need only co be verified with the ares cross section without
any reduction for holes.
In connections of types A, A! and B in tension members, the total tensile force has
to be carried by the first critical net section, there is a0 reduction of the force
due to clamping effects or Friction since in the ultinate limit state the preload
has completely vanished (see cnapzer 3.2.). Therefore in such monbers in tension,
24
The design cross-section is not always perpendicular to the direction of the forces,
hg
aD
As
The relevant cross-section ts tre minimum value of the two suns
Ay + hg t Ay and fy + Age
These requirenents may allow the net section to yield under factored loads but the
corresponding local deformations will be very small conpared with the total elon-
gation of the tensile menber anc hence are not detrimental to the construction, the
deformations under service loads remain elastic.
The requirenents ¢ and 4 assure that under factored loads rupture in the net section
Will not take place before yield along the member in the gross section. This pro-
vides the necessary ductility and elongation for the redistribution of internal
forces under enhanced loads.
353
In a doited connection of the type C deduction for holes must be nade to get the
mintmun cross section. When calculating the stress in the menter it can be assuned
that 80 % of the friction design strength of any bolt in the critical section is
transmitted by friction before the net section nas been reached. The calculated
Stress nust be loss than or equal to the specified yield strength of the material
Of the member, Additionally the stress in the gross cross section with the full load
Must be less than or equal tc the specified yield strength of the material of the
member,
The ultimate strength of the member in A, should be larger than the yield strength
Of the nembor in Ay. On this basis enough plastic dofornation is available in the
member, ac necoscary for calculations based on plastic design.
25
the following requirements must ue met in the ultimate Timft state :
a. Stress in the gross cross section nust be less than or equal to the specified
yield strength of the material.
d. Stress ia the net section tust be less than or equal to 80 2 of the specified
tensile strength of the material.
€. In tension members where use is made of the plastic deformation capacity of the
material the ultimate strength in the net section must be greater than the yield
strength in the gross cross section.
4. In nembers subject to bending where use is made of the plastic hinge theory the
ultimate bending strength of the weakened cross secticn (calculated with 9.)
must be greater than the plastic moment of the unweatened cross section (caleu-
lated with o,)
In connections of the type C in tensile members the mean stress in the net section
nvet be lest than or equal to the yield strength
3.5.2, Members in compresion
No deduction 1s to be made for bolt holes in the design of compression menbers
2.5.3. Members in tension
The design strength of a tensile member with @ bolted connection of the types Ay A’
and Bis
< eyn Pe
Fem
«0.80,
un Ba
If in the caleulation use is nade of the plasticity and ductility of the material
For the redistribution of tho internal forces the following requirements must be
mot
1. Members in tension © ke/Aq > Sym! ym
Members in bending 2 MEy/My- > 2yq/2um
ar
In the case of unsynmetrical or unsymnetrically connected manbers such as angles
{see figure 4) the design stroneth is as follows
+ +
b) <
FIG. 4. BOLTED CONNECTIONS WITH ANGLES :
a) with 1 bolt
BD with 2 bolts
o} with 3 or more bolts
With bolt : Req = 2A, Cy_ (for Ay : see Figure 4)
With 2 bolte + Re, = B Ay
ym
With 3 er more bolts = Ry
with 6, and 2, according to the table 3.
with angles
Table 2. Pytectar for + 2 bolt connection and fs-lactar far a 3 or more bolt connect
Fitch © |>2.ed[>2.54[>3.04[> 4.0 4|>5.0¢
Poles HW | 08 0.5 0.5 07 0.8
Bbotts ty | 0.6 O7 0.8) 0.8 0.8
The edge distance e, perpendicu’ar to the direction of the force (see Figure 5)
should be in accordance with the data in table 4, If high tensile bolts are used
sualler diameters are possible and the value ep can be increased.
2
=[ob wt
FIG, 5, EOGE DISTANCE e, PERPENDICULAR TO THE DIRECTION OF THE FORCE
Table 4, Edge distance eg perpendicular te the direction of the force
Profile taoft soft soft 7o[i sole so] i 100
Edge distance ep| 1e | 22 | 30 | 38 | 40 | 45 | 0
If the distance between the centres of the two connections of a member 1s smaller
than 10 times the width of the ccnnected leg Cp and &, must be multiplied by the
reduction factor of 0.75
30
at
In cases where the slip of a st-ucture and af a joint is limited the connections of
types 8 and C with high strength preloaded bolts or with indection bolts or connec-
tions with fitted bolts of types A to C should be used
az
Khon repair is very expensive o- when slip makes the structure useless, high factors
are reconnended (for instance : 1.25 and 1.4 instead of 1.1 and 1.25) or another
type of connection should be used, for instance injection bolts
The coefficient 0.7 is very conservative, but it 4s adopted to prevent loss contact
between adjecent plies under loading.
n
4, REQUIREMENTS FOR BOLTER CONNECTIONS IN THE SERVICEAEILITY STATE
The calculation of bolted connections with respect to the serviceability state is
concerned with the éefornations, slipping, fatigue behaviour and so on under service
loads.
The designer should take notice that in connections of types A end A’ the slip de~
formations could be equal to the hole clearance since no load is expected to be
to the bearing position.
Therefore these types of connection should act be used
tronsmitted before the bolt shank cones
1. in bridget, crane runway girders and cranes where vibrating Toads occur
2. in elements with changing load directions
This does not apply te wind loads on buildings
42.
tion grip earnections
Under service loads the actual shear load F per bolt and per shear plane must meet
the following requirements
buttdings F< RA/1.10
bridges, crane runway girders, crenes and sinilar constructions
Fe < Ryf 25
4.3, Connections subject to tension
The actual load fy per bolt must meet the following requirements
buildings Fy <0.0 Ry
bridges, crone runway girders, cranes and similar constructions
22
5a
The fatigue loading to consider is the actual working loading, including dynamic
effects.
S22
"See alse TC 6 Recommendations, paragraph 5.04",
AR, Gin the bolt)
af, (clemping force)
7 Detormations
FIG. @, EFFECT OF THE CLAMPING FORCE ON THE DYNAMIC SOLICITATION OF THE BOLT
0 1
a tor,
ar,
160 to.
|
ar i
100 ar 100.
2 | z 7
2 2
«|
be)“, k
2: 6010 o 50 0
= ——= Fun
FIG. 2, EFFECT OF THE LOCATION OF THE CONTACT PRESSURE ON THE DYNAMIC
SCLLICITATION OF THE BOLT
33
5, CONNECTIONS SUBJECTED TO FATIGUE LOADING
sa
As the “Reconmendations for fatigue design of structures" edited by the ECCS - TC 6
Committee give all fnformation abaut principles, cone
ts and strength requirenents,
the aia of this paragraph is only to point out some particular aspects concerning
the bolted connections. Designers should refer te that docunent for full infornation
on that subject.
5.2. Connections with bol
B24
subjected te teason
Only preloaded bolts can be used In this type of connections. They must always be
tightened to the required pretoad F, (see chapter 3.4.3., connections of the type
E) except in the following cases where a lower preload might be adnitted
1. the stress range in a1} loading cycles remains under the constent amplitude
Fatigue limit (see figure 8)
2. the number of cycles is smalle~ than 10", Tais fs usually the case under repeated
loads due to snow, temperature, live loads In buildings (except for crene gantry
Girders or beans supporting machinery}, offices, libraries, warehouses.
Connections with preloated bolts
The percentage of the force which is transmitted by the bolts and the other part
which reduces the clamping forces between the plates depends on the elastic behaviour
of the connection (see also fig. 6}. But with the sane elastic behaviour, the loca-
tion of the contact pressure produced by the tightening of the bolts is of crucial
importance with regard to bolt facique (see also Figures 7). A certain number of
connections have already beon tes:ed to deternine the level of the clamping forces.
Apponi
connections and designers should use it te reduce as much as possible the clanping
B gives 2 comparison of che results for different solutions to the sane
force and as consequence, the strest variation in tha bolts
When, for other cases, the strass distribution is not known, a static loading test
is necessary to determine the stress range in bolts as a Function of the external
tensile force Fy
35
5.2.3, Fatigue strength of bolts
The fatigue strength curve 15 given on figure 8. The stresses must be calculated in
the stress area of the bolt.
[isPans
—
[eep
1000 ms
500
Leg Ng 7~al09 804+ 10.07 (5,104 « Nes, 105)
Log Np =Sl0g dey? 15.82 (3.10% NaH 109)
100
so |
o plitude
Fatigue limite
©
o sct 108
cycles Na
FIG. 8, FATIGUE STRENGTH OF BOLTS UNDER TENSILE STRENGTH
5.3, Sh
sa,
Bolted connections subjected to shear shall always be of the friction grip type in
case of alternating shear forces. In other cases of fluctuating forces, Fitted
bolts mey be used es well
when high
under fatigue; in cese of use of Fitted bolts, bolts and members must be checked.
rength friction grip bolts are used, only the menbers have to be checked
0
5.3.2, Caleatetion of members
As lack of fit, differential settlements, tenperature changes, otc... may place a
menber in tension when design calculations showed only compression, a1) menbers
have to be checked in fatigue even {fF the calculation shows that the stresses re-
main always compressive. Figure 9 gives the corresponding fatigue strength curve
The stress variation is calculated in the gross section for Friction grip connec-
tions ang in the not section in case of sheared bolts.
Arye) RAFT
1000: Log NpenS log dams 12.74 (9.10% Ng e810)
Slog domt 18.77 (5.1084 Nags 108)
Log Nae
500
100:
10
> 10? 310
Gyetes Ng
FIG. 9, FATIGUE STRENGTH OF MEMBERS
9
5.2.2. Caleolation af bolts Leaded in she
The fatigue strength curve is given on figure 10. it supposes that tne shank of the
bolt fs in all shear planes as in case of fatioue loading the threaded part of the
bolt may never be fn a shear plane. Alternating shear is not allowed
Slog B44 16,3 (9.1048 Ny 10%)
1000"
Log Np
500:
100
30
i pe 5 tor 5 (10%
Cycles Na
FIG. 10, FATIGUE STRENGTH OF BOLTS UNDER SHEAR STRENOTH
a
6. pesion
Ease of fabrication and erection should be considered in connection design. Atten-
tion should be paid to clearances necessary for the tightening of fastaners, wel-
ding procedures, subsequent inspestion, surface treatment and maintenance.
6.2. Hows
5.2.1. Bohs other than fined bots
As a genera) rule, the efameter of the hole shall be 2 wm greater than the nonins!
Giameter d of the bolt, for d< 2} me and 3 mm greater for bolts exceeding 24 nm in
diameter.
Fitted bots
Fitted bolts must satisfy the tolzrances given by ISO b11 and H11. The real dif-
ference between the diameter of tre bolt and the dianeter of the hole is less than
0.3 an for bolts up to and including 27 nm diameter.
6.2.2. Overtite oF slatted hi
Joints using oversize or slotted holes shall meet the following conditions
a. Oversize holes shall not be used In bearing type connections but may be used in
any or all plies of sitp-resistant connections (type C). Oversize holes that ore
in the outer nly of a joint shall be covered by hardened weshers. Oversize holes
shall be not more than 4 mm oreater than the nominal bolt diameter for bolts up
to N22, not more than € mn greater for M24 and not ore then 6 nn greater frow
mer.
b, Short slotted holes are those not wider than the hole diameter eccording to
6.2.1, ang with a slot lengtn not exceeding the oversize diemeter provisions
(6.7.3.8.} by more than Z mm, Short slotted holes may be vsed in any or ol) plies
Of slip-resistant connections or 1n bearing type connections. In slip-resistent
connections of type C, the slots may be orientated in any directions in other
cases. the long direction of the slots shall be perpendicular to the direction
of toad.
c. Long slotted holes are those mot wider than the hole diameter according to 6.2.1.
42
631
832 and baa
‘The maxinum spacings can be too large for preloaded 8.8 and 10.8 bolts.
a
and with a slot length greater than preseribed for short slotted holes, but net
more than 2 1/2 times the bolt diancter,
Long slotted holes may be used in only one of the connected parts at an indivi-
dua) faying surface in either slip-resistant or bearing type connections, In
slip-resistant connections, type C, they may be used without regard to direction
of loading. In other cases the long direction of the slot shall be perpendicular
to the direction of the load. Long slots that are in the outer ply of » joint
shall be covered by structural plate washers or by a continuous bar not less
than & mn thick.
4. Cruciform (crosswise) slotted holes are accepted, but see 3.4.7.
8.3. Spacing of the bolts
6.2.1. Minimum spacings
The distances from the centre of a bolt hole to the adjacent edges in any direction
must nat be less than 1.2 ¢. The cistance between centres of dalts (pitch) must not
bo less than 2.8 d. The spacings of the holes must be sufficient to provide adequate
bearing capacity in accordance with 3.4.1.
The usual and minimal spacings of the belts are given in table 5.
5. Urval tnd einimal spacings of the bolts
Usual values Minimal values
sorts Te] esjew] er] ez
mio | s0]20 | 1 [x0 | 12 [ iz
m2 | sofas | zo |as | is | as
ms | 6ol|as | 2s | 40 | 20] 20
wo | eo|so | 2c [as | 26 | 2s
wea | 90|s0 | eo [ss | 30] 30
wer Jroo{ss | as [os | 3s | 35
30 |a1o|so | so [ro | so | 40
6.2.2, Macinum edge and end distances
The maximun edge or end distance should not exceed 12 t or 160 am whichever fs the
lesser or the distance as governed by locel buckling requirements (where t is the
thickness of the thinner outside connected part). Thiz requirement does rot apply
to fasteners connecting tne components of back-to-back tensicn menbers.
a5
Where the nenbers are exposed to corrosive influences. the naximun edge distance
should not excead 40 mn + 4 t
6.3.3. Maximun pitch
The centre-to-eentre spacing of fastenare should not exceed the distance as go-
verned by loca] buckling requirements.
Tt there ts one row of festeners {n the longitudinal direction of « menber or 1f
tere: 1s one raw of fasteners per. Tegrodan- angle enctlany hs onnteentoncentne
fasting of the fautenard 48. cue PHY SHOUTE KO eRGaNe LAP oF 200 a, wateNeveR te
the lesser.
It there are two rows of noncsteggered fasteners in the Tongitudine? direction of
ad menber, the centre-to-centre spacing (u) betwees the rovs and the centre-to-
centre spactag of the festeners ine row should net exceed 14 t ar 200 nny which-
ever ts the tesser.
{1 there are two rows of staggered festeners in the Toneftusinal direction of 3
nenber (see 1g. 12}, the centre-to-centre distance (u) betveen the rows should
net exceed 18t or 200 an and the distance(s) should not exceed 148 - 2 u or 200 am
rie Te tnere are more than tro rovs of festeners in the longitudinal director
oréa menter, the centre-to-centre distonce between the rows should not excead 14t
or 200 nm, whichever 18 the Tesser.
The ceatra-to-centre spacing of the fasteners In the inser roy of a tension menber
tay be increased €0 not more than Z8t or 400 mn, provided that along each edge one
viv of fasteners with centre-to-centre spacing ot exceeding 14t or 200 an 16 pr0-
Uided or if along each edge tro rows in accordance with fig. 12 are provides.
pk
—) pERHGV2 « or |ugid or 200mm ee
FIG. 12 STAGGERED SPACING OF FASTENERS
In tension members the maximur values of the pitch may be multiplied by 8 factor
1.5 if the structure or the etructural components are not exposed to corrossve in-
fluences.
84, Wethers
Cireular washers for preloaded belts shall be
= Either nardened and tempered chamfered hole washers of thicknoss approximately
equal te
45
6.4, Washers
typical details of hardened and tempered washers are shown on Figures 13.a. and
13.b.
CD
FIG. 13a CHAMFERED HOLE WASHER
TT
EZ
FIG 13h. PLAIN HOLE WASHER
The use of a haréened washer under the bolt head necessitates that the bearing of
the inner edge of the washer on the under head fillet must be restricted to prevent
detrimental yielding and stress concentrations in the fillet, This ts achieved by
neans of a purpose arranged relationship between the
= dianeter of the hole in the washers
+ bolt shank diameters
+ and the radius of the fillet.
Additionally in the case of 2 cnamfered hole washer, account {s taken of the 45°
chamfer at the inner edge,
For guidance on compatible dimersions, reference should be made to appropriate na-
tional bolting standards and codes.
The opinion of the Committee is that there is not enough research available to
confirm that a single washer placed under the rotated component is sufficient when
the bolt is subject to dynamic loading.
a7
4mm for miz-"2a bolts
5 mm for MZ7-"36 dolts
with a 45° chamfer on the inner edge and a similar chanfer on the corresponding
outer edge for recognition purposes.
= Or hardened and tempered plain hole washers of thickness approximately equal to
4 nm for M12-"36 dolts.
Washer hardness shall be in compliance witn
Rockwell C. Scale 25-45 WRC
except in the case of hot-dip gzlvanized washers which may have a minimum hardnass
oF
Rockwell C. Scale 26 HRC
For predominantly static type loading it is sufficient to use only one washer,
which must be placed under the part to be turned (nut or head). However the rotated
bolt head or nvt shall alway: de tightened against 2 surface normal to the bolt
axisi this will require the use of an appropriate hardened and tempered taper
washer where the surfaces are not parallel. Such a wacher shalt also be used under
the noa-rotated conponent except where the angle betwoon bolt axis and contact
surfoce is within the limits of 87° and 93°. Tapered washers shall be correctly
positioned.
65, Nuts
For structures subject to vibration, measures shall be taken to avoid the loosening
of the nuts.
The nuts of the preloaded bolts need rot be secured.
eB
a4
It should be borned in mind tha: the ductility of steel assists the distribution
of forces generated within a Joint. Therefore residual stresses end stresses due
to tightening of fasteners and aormal accuracy of fit-up need not normally be con-
sidered. However a conservative approach may be appropriate for the design of con-
nections that develop less than the capacity of the members being joined. The ap-
plied moment to induce the preload must be checked following ax approved method.
waa
5) Turn of the aut method
is based on a predetermined rotation of the nut. The tightening can be achieved
tn
tho ways as follows
~ the bolt is first made “hand tight” and the nut 1s then turned further by 9 spe-
sified anount. The contact surfaces must fit snugly before the bolts are tightensd
up.
a
2, ExecuTION
The holes can be drilled or punched. Holes in elenents of dynamically loaded struc-
tures must be drilled or sub-punched 6 mm less in diameter than the required size
and then reaned.
Punching is only allowable in moterial of thickness up to 25 mn, provided that the
hole dlaneter is not less than the thickness of the material.
7.2.1, Non preloaded boits (connections type A and D)
It is not necessary to tighten zhe bolts to a predetermined value. The bolt should
however be tigntened sufficiently to ensure that adequate contact is achieved bet~
ween the bolt nead and nut end che components being connected
7.2.2 Prelondee volts (coe!
ns ype AY, 8, C and ED
The preload shall be at Teast equal to the design value Fy siven in clause 3.4.2
‘The preload in the bolts snall be applied by tightening the nut, or exceptionally
by tightening the bolt, in accordance with one of the following procedures
2) Combined method
First tighten all bolts to 75 % of the torque corresponcing to the full preload.
Thon tighten by a further turn of 90" to 120° untfl plastification is reached, The
smaller amount of rotation shall be choosen where short bolts of large diameter are
being used.
50
_ using a percussion wrench, the bolt 15 first tightened until the several plies oF
the Joint achieve a “snug f1t* (when percussion wrench goes over to hammering).
after which the nut is furtner turned by the amount =
p= 90° +%t +4 where © = rotation in degrees
ut = total thickness of connected parts ia nm
@ = bolt diameter in am
ec) Lightening by torque measurement
The tightening torque Ny according to the required preload Fy is given by the for-
mule
where @ = bolt dianeter
k = coef
fent depending on the friction in
the bolt thread (about 0.18 for bolts in
as-delivered condition slightly eiled and
about 0.14 with molybden-sulfid Tubri-
cation).
The tightening torque for the recuired preload shall be given by the belt nenu-
facturer or determined by tests. The Friction in the thread must be reliably known,
or regularly checked on the site by means of an appropriate instrument. Tightening
tools shall be used which are capable of applying the prescribed torque with @ pre-
cision of * 5 55 their calibreticn shall be checked at regular intervals. The dis-
Persion of the various factors cen be taken into account by chocsing © preload 10 ¢
higher than that specified in cleuse 3.4.2.
4) Other procedures
Tightening by any other procecure is also permitted, provided results are confirned
by tests conducted at indepencent laboratories.
51
1.3. Combined bolts ane welds
The sequence to {nstall e connection with combined action of bolts end fillet welds
is: 1. Tighten the bolts up to tne preload Fy
2. Deposit the Fitlet weles
3. Control the bolt preload.
52
1
when flame-cleaning 1s used, ft ts particularly important that full use shoule be
nade of experience galned with regerd to burner action (possible use of two burners),
the ges-oxygen mixture and the angle of inclination of the flame to the surface of
the plate.
According to the results of tests carried out by member countries, mill scale ad-
hering to the contact surfaces causes a substantial reduction in the coefficient
of friction. Measures must thersfore be taken to remove ft.
If structural components fn whizn the contact surfaces nave been prepared for
friction grip bolting are stored for very long periods there is a risk of rusting.
Under certain circumstances 8 lower slip factor must be Considered. An effective
Geans of protecting the contact surfaces 1s to apply self-adhesive or sprayed-on
films of plastic. Up to the present, however, no protective coating is known which
does not affect the slip Factor adversely.
53
7.4. Storage of boltt for praloaded connectians
Bolts for a structure must be stored so that the surface finish produced on the bolts
during manufacture is not significantly alterad and, in particular, does not vary
from one batch to another.
7.8, Re-use of tightened batts
If after final tightening by the turn of the aut or the combined method, 2 bolt or
nut ts slacked off for eny reason, the bolt, nut and washer or wachors shall be
discarded and not reused
This also applies to bolts tightened until plastification by torque measurement.
1.6, Provisions fer fiction grip connections (type 8 and Cl
Depending on the friction coefficient uv assumed, the contact surfaces shall be
Cleaned and roughened by blasting or shot peening with on appropriate material
[sand, steel orit, ete.), The preparation of the contact surfaces of the parts to
be bolted together must be carried out by @ suitable nethod; the materis! used for
blasting should be carefully selected (sand, steel shot, cast iron shot, wire shot,
ete... and the treatment should be carried out, making full use of a1} that is
known of the process. so 25 to achieve 2 favourable coefficient of friction. This
shall be followed immediately by the application of an eppropriate point, if it is
specified
Darts to be joined with HSFG bolts must be protected against corrosion by suitable
measures designed to prevent moisture penetrating to the contact surfaces ond the
bolt holes. Such protection(e.g. sealing) may also be necessary os & temporary
neasure when joint faces are left wholly or partially exposed during erection.
All necessary precautions shall be taken, during fabrication and erection, to en-
sure that the friction coefficient assumed for the calculation fs reached ond meine
tained
When the Joint is assembled the contact surfaces must pe free from dust, oily paint,
ete... Spots of of! cannot be removed by Flame-cleaning without leaving harmful
residues and must be removed ty cuitable chemical means. If the parts cannet be «
senbled as soon as tho contact sirfaces have been treated, it is sufffictent to re-
move any thin films of rust or ether loose material by rushing with a soft stee!
brush. During this process the prepared surface must not be danoged, oiled or greased
24
222
To connect plates of weathering steel, rinc-costed bolts or weathering steel bolts
are recommended. These bolts do not require any protection if manufactured from
weathering steel, Load indicating devices must be protected end such protection
must be confirmed by tests conducted at independent laboratories
793
Protected bolts are sometimes oiled by the manufacturer. The surface between nut
and washer must also be oiled. Special attention shall be paid to the fact that the
Strength and toughness of the high quality bolts can be influenced unfavourably by
galvanizing.
2
The Slip factor is of decisive importance so far as the loading capacity of 3
friction connection is conco-nod. It depends on the grade of the stee! of the con
nected parts, the treatmont given to their contact surfaces and their finish at the
time of their assembly, It can be cheaper to use 9 few more bolts and avoid treat-
ment of the surfaces.
1.1, Corresion protection
wa
For the contact surfaces of bolted connections - except those of friction orp
connections, which thal be treated according to the provisions of clause 7.6 -
the same cleaning procedure and priner shall bo applied as for the structure
wana
After tightening the visible parts of non-coated bolts, nuts and washers shall be
protected in the some way as the structure
ns
The use of hot-dip galvanized bolts has adventages. The quality of hot-dip galva-
nized bolts shall be guaranteed by the bolt manufacturer. In order to equalize the
thread friction (coefficient k)of protected bolts (hot-din galvanized, mechanical
Galvanized, covered with caduium, sherardized, of weathering steel), the thread
and the surfaces between nut and washer must be lubricated by molybdenbisulfid,
bee's wax or equivalent before tightening.
1.8, Fit of contact surlaces
To achieve a uniform stress distribution, the parts to be connected should be pre-
pared in such a way that, when freely assembled, any lock of Fit does not exceed
2 am.
The effective contact area, wrict is not the whole erea of the connections, must
be appropriately lacated to ensure proper and correct trensmission of the forces.
In a connection with cover plates, a shim 1s necessary when any lack of fit due
to the difference in thickness or depth of the connected parts exceeds 2 mn.
7.8. Sti factor
The slip factor for a given material is ultimately dependent on the treatment giver
to the contact surfaces. It {1 recommended therefore that the choice of treatment
should ho made subsequent to a consideration of desien requirements.
EUROPEAN RECOMMENDATIONS FOR BOLTED CONNECTIONS IN STRUCTURAL STEELWORK
(FOURTH EDITION)
ERRATA
Clause 2.2., page 6
Replace with +
“Bolt, nut and washers must be capable of developing the design function of the
assembly in its particular application. For guidance on this subject, reference
should be made to appropriate national bolting standards and codes, and to
the ISO Structural Bolting Standards numbered 7411 to 7417 and 4775",
Clause 2.2., page 7
Replace with :
“The reconmendations are valid for bolts up to grade 10.9 in compliance with
180 898/1-1978 with a specified minimum yield strength/strength at permanent
set Timit R, o.7 up to 940 V/nn? and a specified minim tensile strength up
to 1040 N/mm?!
Clause 6.4. page 46
Add the following as_a penultimate parasraph
“Washers to IS0_7415 and 7416 are suitable for use under the heads, of bolts
to ISO 7411 and 7412".
Clause 6.4., page 47
Replace the whole text except the title and the last paragraph with the following
“Washers for preloaded bolts shell be either hardened and tempered plain hole
or chamfered hole washers
Plain hole washers are szecified in 1S0 7415 and chamfered hole washers in
ISO 7416".
Page B4
The page must be turned upside down.
37
4. INSPECTION AND CHECKS
The extent of the inspection thall ba determined according to the importance of a
connection in the structure. If che structure has to satisfy requirements that are
out of the ordinery or $f considerable damage can be expocted in the case of fai-
lure, detailed quality contrels shall be specified and carrted out.
8.2. Imipections
The following inspections cen be envisaged : all components, dimensions and qualities
shall be in agreement with the d-awing and specifications. For preloaded bolts
control of the calfpretion of wrenches, tightening torques or nut rotations. For
friction grip connections : cont-ol of preparation and cleanliness of contact sur-
faces, their roughness and good contact. If contact surfaces are painted, control
of the type of primer end its co-rect application.
8.3, Checks
The following procedure may bz adopted to check that a specified preload has been
applied : apply @ torque 10 % tn excess of the specified torque : if the nut does
rot turn, the tightening was correct.
8.3.2. Slip tacter
It ts advisable to make randon cnecks of the siip factor achieved by surface pre-
paration. The determination of the slip factor and the test pieces shal! be fn ac-
cordance with appendix &.
al
APPENDIX A: DETERMINATION OF THE COEFFICIENT OF FRICTION
The calculations must in this cose be based on the value reached in 95 % of all
testpieces. With normal distribution of the results, this corresponds tO Unoan ~
1,64 § (S = standard deviation}.
The following poiats must be observed when the tests are carried out
= the testpieces must be in accordance with figures 1.A, and 1.8.
= the dimensions indicated in these diagrams are recommended. The preload F, to
be applied must be calculated by means of the formula FL) + 0,89, A, . It must
be proved by measurements that the effective preloads epplied correspond to
these values. The displacements of the a-c lines with respect to the b points
(see figures 1.A, and 1.8.) must de cetermined. The si1p tn the volted connection
is denoted by the average of the displacement on both sides. The stip toed (Fo)
is defined as that load at which a slip of 150 um 1s observed. The slip factor y
can be calevlated fron
week
The slip factor of the two bolt fastenings in one testpieco aust be determined
Five testpieces (10 bol festenings) must be tested. Four testpieces must be loaded
at normal speed (durstion of the test approximately 10-15 min)
With the fHfth testpiece a creep test must be carried out with specific load of
90 % of the average stip load in the first four tests. If, in the tine between
Five minutes and three hours efter the epplication of the load, there are no dis-
placements , 6 > 2 um, the slip loads for this testpiece, too, can be determined
in the normal way.
If tne standaré devietion of the ten velues obtained exceeds @ tof the mean value.
further tests must be carried out. The necessery number of testpieces in this case
45 gven by ene formate :
an > (Sg)?
in whten
n= the necessary nunber of testpieces {two fastenings each) including the first
tests
S = standard deviation in First five testpices (10 values) as percentage of mean
value
IF creep occurs in the Joint in the fifth testpiece, further creep tests must be
Re
corried out.
It must be proved, by means of at least 3 testpieces (6 festenings) that the load
associated with the slip factor on which the calculation is based does not cause
displocenents greater than 200 um during the life of the construction. The éis-
placement-log time curve (figure 1.C.) can be linearly extrapolated as soon as the
tangent can be ascertained wits sufficient certainty,
BOLTS 20 BOLTS MIs
HOLES 922 HOLES O18
40
se so 9} 429) 110
FIG. 14 Fis, 18
i ote
i Na
i Life ot construction
3 yin deratn for aa for tstpiece +
8 ty min duration for teat for testpiece 2
‘The loading (lip taclor) for testplece 9
is set too high
Testy Toa tp Toa time“
Fig. 1¢
a1
APPENDIX &
Following connections have been tested under static loads to determine the clan
ping force and the stress range im the bolts. In the left column are shown the
connections with a large clamping force; under design losds, the stress range in
the bolts 4s greater than 35 MPa and they are subjected to fatigue. In the right
one, are shown the connections with a small clamping force; in these cases, the
volts are not subjected to fatigue.
LARGE CLAMPING FORCE SMALL CLAMPING FORCE
ASISSSING,
KSIRQSISS
§
N
N
l
|
ye
.
j
U
RII
SIRS
SEE
84
| tee]
i
(n) Rererences i 1.4, OELFT, Afdeling der civiele techniek
Report 6-77-19 : Onderzoek naar de vornoetingssterkte van geboute verbindineen
fe op trek worden belast (H.L.W. Munter - ir. L.P, Bouvnan)
Revert 6-79-9 : Fatigue of bolted connections and bolts loaded in tension
(ir. L.?. gouwnan)
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- No045 - Testing Procedure For Assessing The Behaviour of Steel Elements Under Cyclic LoadsDocument15 pagesNo045 - Testing Procedure For Assessing The Behaviour of Steel Elements Under Cyclic LoadsNuno Telmo LopesNo ratings yet
- No013 - Recommendations For Safe Working During The Erection of Steel StructuresDocument20 pagesNo013 - Recommendations For Safe Working During The Erection of Steel StructuresNuno Telmo LopesNo ratings yet
- Ii IiDocument263 pagesIi IiNuno Telmo LopesNo ratings yet
- No 079Document44 pagesNo 079Nuno Telmo LopesNo ratings yet
- No043 - Fatigue Design of Steel StructuresDocument47 pagesNo043 - Fatigue Design of Steel StructuresNuno Telmo LopesNo ratings yet
- No037 - Slip Factors of Connections With H.S.F.GDocument111 pagesNo037 - Slip Factors of Connections With H.S.F.GNuno Telmo LopesNo ratings yet
- UntitledDocument32 pagesUntitledNuno Telmo LopesNo ratings yet
- No199 - Proceedings of Eurosteel 1999Document719 pagesNo199 - Proceedings of Eurosteel 1999Nuno Telmo LopesNo ratings yet
- No077 - Connections and Frame Design For EconomyDocument15 pagesNo077 - Connections and Frame Design For EconomyNuno Telmo LopesNo ratings yet
- No041 - Good Practice in Steel Cladding and RoofingDocument112 pagesNo041 - Good Practice in Steel Cladding and RoofingNuno Telmo LopesNo ratings yet
- SEI 2-2005 Manuscript X77Document4 pagesSEI 2-2005 Manuscript X77Nuno Telmo LopesNo ratings yet
- No021 - Design and Testing of Connections in Steel Sheeting and SectionsDocument180 pagesNo021 - Design and Testing of Connections in Steel Sheeting and SectionsNuno Telmo LopesNo ratings yet
- No031 - Structures Metalliques Sans Raidisseurs Et Poutres A Âme Pleine Et Parois MincesDocument119 pagesNo031 - Structures Metalliques Sans Raidisseurs Et Poutres A Âme Pleine Et Parois MincesNuno Telmo LopesNo ratings yet
- No026 - European Recommendations For Aluminium Alloy StructuresDocument153 pagesNo026 - European Recommendations For Aluminium Alloy StructuresNuno Telmo LopesNo ratings yet
- Selecting Coating Thickness (Weight or Mass) For Galvanized Steel Sheet ProductsDocument4 pagesSelecting Coating Thickness (Weight or Mass) For Galvanized Steel Sheet ProductsNuno Telmo LopesNo ratings yet
- Dissertação ALGA PDFDocument11 pagesDissertação ALGA PDFNuno Telmo LopesNo ratings yet
- No033 - Ultimate Limit State Calculations of Sway Frames With Rigid JointsDocument25 pagesNo033 - Ultimate Limit State Calculations of Sway Frames With Rigid JointsNuno Telmo LopesNo ratings yet
- No098 - Surface Protection Guide For Steelwork Exposed To Atmosferic EnvironmentsDocument8 pagesNo098 - Surface Protection Guide For Steelwork Exposed To Atmosferic EnvironmentsNuno Telmo LopesNo ratings yet
- P&T Products Guide To Understanding ASTM SpecsDocument1 pageP&T Products Guide To Understanding ASTM SpecsNuno Telmo LopesNo ratings yet
- Tiltu Drosibas BarjerasDocument32 pagesTiltu Drosibas BarjerasNuno Telmo LopesNo ratings yet
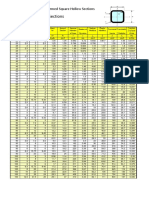
- Tabelas Tubos en 10219 - SHSDocument3 pagesTabelas Tubos en 10219 - SHSNuno Telmo LopesNo ratings yet
- 7100 - 4 - Nelson FRDocument1 page7100 - 4 - Nelson FRNuno Telmo LopesNo ratings yet
- (Asce) PS.1949-1204 42Document6 pages(Asce) PS.1949-1204 42Nuno Telmo LopesNo ratings yet
- Technique Beton Systemes de Levage Et D Ancrage Section 1Document51 pagesTechnique Beton Systemes de Levage Et D Ancrage Section 1Nuno Telmo LopesNo ratings yet
- Manutention Elements Prefabriques Du Batiment Boucles LevageDocument2 pagesManutention Elements Prefabriques Du Batiment Boucles LevageNuno Telmo LopesNo ratings yet