You might also like
- Athar File111Document35 pagesAthar File111atharNo ratings yet
- PLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsFrom EverandPLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsRating: 5 out of 5 stars5/5 (1)
- Programmable Logic Controllers: A Brief HistoryDocument68 pagesProgrammable Logic Controllers: A Brief HistoryNiño AntoninoNo ratings yet
- Summer Training Report On PLC and Scada11Document31 pagesSummer Training Report On PLC and Scada11Sahil SamotraNo ratings yet
- PLC EditedDocument45 pagesPLC EditedSantpreet Singh KalraNo ratings yet
- Fdocuments - in - Training Report On PLC ScadaDocument40 pagesFdocuments - in - Training Report On PLC Scadaabloft Off page100% (1)
- Introduction To P.L.C: Software TrainingDocument44 pagesIntroduction To P.L.C: Software TrainingSantpreet Singh KalraNo ratings yet
- Lab Manual: MCT-334L Industrial AutomationDocument24 pagesLab Manual: MCT-334L Industrial AutomationAhmed ChNo ratings yet
- Industrial Automation Lab ManualDocument38 pagesIndustrial Automation Lab ManualAhmed ChNo ratings yet
- PLC Scada ReportDocument50 pagesPLC Scada ReportAbhijeet KumarNo ratings yet
- PLC Half ReportDocument7 pagesPLC Half ReportAbhishek H MNo ratings yet
- Lab 1 Industrial AutomationDocument4 pagesLab 1 Industrial AutomationMuhammad UmarNo ratings yet
- PLCDocument39 pagesPLCVishwadhar ShreedharNo ratings yet
- PLC Scada Training ReportDocument31 pagesPLC Scada Training ReportÄkshãy SaçhånNo ratings yet
- Temperature Sensor Interfacing With Embedded PLCDocument5 pagesTemperature Sensor Interfacing With Embedded PLCInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- National Institute of Technology, Kurukshetra Haryana: Submitted To Submitted byDocument31 pagesNational Institute of Technology, Kurukshetra Haryana: Submitted To Submitted byÄkshãy SaçhånNo ratings yet
- Automation & ControlDocument41 pagesAutomation & Controlkaushal2442No ratings yet
- 09 1361685115 Initial Face of AutomationDocument13 pages09 1361685115 Initial Face of AutomationMohammed SelmanNo ratings yet
- Voice Controlled Wheel ChairDocument48 pagesVoice Controlled Wheel ChairAjith manjuNo ratings yet
- Industrial Automation: Vignan's LARA Institute of Technology & ScienceDocument26 pagesIndustrial Automation: Vignan's LARA Institute of Technology & ScienceHarsha VardhanNo ratings yet
- Programmable Logic: PLC ControllerDocument10 pagesProgrammable Logic: PLC ControllerAppu BhattNo ratings yet
- Implementation of Home Automation Safety Control Using Programmable Logic ControllerDocument10 pagesImplementation of Home Automation Safety Control Using Programmable Logic ControllerAnjaneyulu NaikNo ratings yet
- Introduction to Industrial Automation and Control SystemsDocument59 pagesIntroduction to Industrial Automation and Control SystemsAbdisa BegnaNo ratings yet
- The Role of PLC and Microcontroller in Manufacturing IndustryDocument6 pagesThe Role of PLC and Microcontroller in Manufacturing IndustryVania Alodia NNo ratings yet
- Honeywell Dcs ArchitectureDocument14 pagesHoneywell Dcs ArchitectureVanama MalaiNo ratings yet
- What Does PLC' Mean?: Disadvantages of PLC ControlDocument2 pagesWhat Does PLC' Mean?: Disadvantages of PLC Controlmanjunair005No ratings yet
- Distributed Control Systems: Process Control in The Chemical IndustriesDocument14 pagesDistributed Control Systems: Process Control in The Chemical IndustriesAhmad HamoudaNo ratings yet
- Programmable Logic Controller Name: Viloria, Maureen C. SR Code: J15-12667Document5 pagesProgrammable Logic Controller Name: Viloria, Maureen C. SR Code: J15-12667Danelle GeamalaNo ratings yet
- Rajasthan Technical University: Bachelor of TechnologyDocument40 pagesRajasthan Technical University: Bachelor of TechnologyJaishree VyasNo ratings yet
- Summer Training Report On PLC and ScadaDocument30 pagesSummer Training Report On PLC and ScadaPooja Mandal73% (11)
- Chapter 4 FinalDocument11 pagesChapter 4 Finalmuhaba muhamedNo ratings yet
- July Univ - 375Document7 pagesJuly Univ - 375Nils BickelNo ratings yet
- Programming Logic Controller (PLC)Document3 pagesProgramming Logic Controller (PLC)tantiana parangNo ratings yet
- Simulation and Implementation of PLC Based For Detecting Burned Potato Chips and Remove Using PLCSIM and HMIDocument6 pagesSimulation and Implementation of PLC Based For Detecting Burned Potato Chips and Remove Using PLCSIM and HMIEditor IJTSRDNo ratings yet
- Technical SeminarDocument28 pagesTechnical SeminarShaik MajeedNo ratings yet
- Rohit ReportDocument37 pagesRohit ReportRohitNo ratings yet
- Automation FileDocument56 pagesAutomation FileLoveable ShubhamNo ratings yet
- Workshop 5th Semester Report PDFDocument70 pagesWorkshop 5th Semester Report PDFJasonNo ratings yet
- Assignment 2 ControlDocument19 pagesAssignment 2 Controlsaad6689No ratings yet
- PLC and Collaborative AutomationDocument4 pagesPLC and Collaborative AutomationChristopherElPadrinoCardenasNo ratings yet
- Automation and Treatment of Sewage Plant: Miss. Rachana R. SangitraoDocument11 pagesAutomation and Treatment of Sewage Plant: Miss. Rachana R. SangitraoshahqazwsxNo ratings yet
- Automation of Conveyor Using PLC PDFDocument4 pagesAutomation of Conveyor Using PLC PDFchinnavenkateswarluNo ratings yet
- PLC and Scada Systems: Programmable Logic Controller Supervisory Control and Data AcquisitionDocument35 pagesPLC and Scada Systems: Programmable Logic Controller Supervisory Control and Data AcquisitionjustinkikoNo ratings yet
- Load Management SystemDocument40 pagesLoad Management Systematul mishraNo ratings yet
- Programmable Logic Controllers (PLCs): An OverviewDocument53 pagesProgrammable Logic Controllers (PLCs): An Overviewokk chuNo ratings yet
- Programmable Logic Controller (PLC) : OmenclatureDocument6 pagesProgrammable Logic Controller (PLC) : OmenclatureYainel FariNo ratings yet
- Industrial AutomationDocument72 pagesIndustrial AutomationmahderNo ratings yet
- Mechatronics - PLC ReportDocument51 pagesMechatronics - PLC ReportEarl FloresNo ratings yet
- "Programmable Logic Controller": Degree of Bachelor of TechnologyDocument42 pages"Programmable Logic Controller": Degree of Bachelor of TechnologyVikas VermaNo ratings yet
- Industrial AutomationDocument18 pagesIndustrial AutomationBILLYNo ratings yet
- 563 2046 1 PB PDFDocument11 pages563 2046 1 PB PDFWaleed AliNo ratings yet
- PLC Programming FileDocument33 pagesPLC Programming FileRahul kumarNo ratings yet
- Application of PLC's For Automation of Processes in IndustriesDocument7 pagesApplication of PLC's For Automation of Processes in IndustriesMHMDNo ratings yet
- PLC Workshop 1-2 DayDocument120 pagesPLC Workshop 1-2 DayHamza Khan Khattak100% (1)
- PLC m1Document11 pagesPLC m1Goutham KNo ratings yet
- Introduction To PLC ControllersDocument7 pagesIntroduction To PLC Controllersdhananjaymohapatra2009No ratings yet
- Submitted By:-MOHD ANASDocument33 pagesSubmitted By:-MOHD ANASEr Anas Nazar TurkNo ratings yet
- Report On PLC & ScadaDocument30 pagesReport On PLC & ScadaRajmal Menariya60% (10)
- Control Systems: Government Polytechnic Channapatna Department of Mechanical EngineeringDocument39 pagesControl Systems: Government Polytechnic Channapatna Department of Mechanical EngineeringJunaid Ulla KhasimNo ratings yet
- Power System Operation and ControlDocument175 pagesPower System Operation and Controladam sharma83% (6)
- TL-407 Harris 5000-6000 Scan Task User's GuideDocument63 pagesTL-407 Harris 5000-6000 Scan Task User's GuideANDREA LILIANA BAUTISTA ACEVEDONo ratings yet
- SIMATIC WinCC - LibrariesDocument57 pagesSIMATIC WinCC - LibrariesInstalações Centro OesteNo ratings yet
- M00103 BR en 3 Netcon 500 BrochureDocument4 pagesM00103 BR en 3 Netcon 500 BrochureMochamad RidwanNo ratings yet
- GTC 090303Document2 pagesGTC 090303roomforsquaresNo ratings yet
- Isa Iec 62443 StandardDocument36 pagesIsa Iec 62443 StandardPRASENJIT BARIKNo ratings yet
- VT960i VT960ii BrochureDocument15 pagesVT960i VT960ii Brochurekhaledhassangamal9516No ratings yet
- SCADA and Central Applications: An IntroductionDocument53 pagesSCADA and Central Applications: An IntroductionBADRI VENKATESH100% (1)
- Understanding SCADA Systems and ComponentsDocument4 pagesUnderstanding SCADA Systems and Componentspradnya sadigaleNo ratings yet
- Emko CatalogueDocument60 pagesEmko Cataloguelãng duNo ratings yet
- Using Standard Protocols For Scada Master-Station and Remote Terminal Units (Rtus)Document7 pagesUsing Standard Protocols For Scada Master-Station and Remote Terminal Units (Rtus)SGQNo ratings yet
- Abb Ag: SettingsDocument11 pagesAbb Ag: SettingsAlikNo ratings yet
- EKE 347 DanfossDocument4 pagesEKE 347 DanfossJoao LuizNo ratings yet
- Vacon NXL The Easy and Impressive Ac DriveDocument12 pagesVacon NXL The Easy and Impressive Ac DriveSek PyroNo ratings yet
- Real-Time Automation Controller (RTAC)Document12 pagesReal-Time Automation Controller (RTAC)RodrigoNo ratings yet
- Daq Rtu GuideDocument211 pagesDaq Rtu GuideTuan Dung LuNo ratings yet
- RTU500 Series Remote Terminal Unit: Protocol Description Bidirectional Communication Interface With IEC60870-5-104Document68 pagesRTU500 Series Remote Terminal Unit: Protocol Description Bidirectional Communication Interface With IEC60870-5-104Bruno Nemer TattonNo ratings yet
- Section - 2, Chapter - 5 Hardware Requirements For Scada/DmsDocument17 pagesSection - 2, Chapter - 5 Hardware Requirements For Scada/DmsNhat Tan MaiNo ratings yet
- Cost Effective Modern Technology: Web BasedDocument4 pagesCost Effective Modern Technology: Web BasedAdis SolakNo ratings yet
- Ansi Isa 99-00-01 2007 PDFDocument95 pagesAnsi Isa 99-00-01 2007 PDFsofwest1100% (4)
- MAXsys 2510 Meterin FamilyDocument52 pagesMAXsys 2510 Meterin FamilyAbel NinaNo ratings yet
- SIE Brochure Telecontrol enDocument16 pagesSIE Brochure Telecontrol ensolbahiaNo ratings yet
- Introduction To SCadaDocument18 pagesIntroduction To SCadaDip PatelNo ratings yet
- Enhancing SCADA System SecurityDocument4 pagesEnhancing SCADA System SecurityAdil KhanNo ratings yet
- Generic Technical Interface: Document Number: 1-09-FR-32Document39 pagesGeneric Technical Interface: Document Number: 1-09-FR-32LRHENGNo ratings yet
- Focus GSM: A Smart GSM ModemDocument2 pagesFocus GSM: A Smart GSM ModemadrianioantomaNo ratings yet
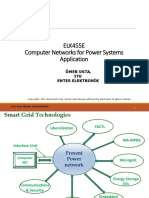
- ELK455E Computer Networks For Power Systems Application: Ömer Usta, ITU Entes ElektronikDocument37 pagesELK455E Computer Networks For Power Systems Application: Ömer Usta, ITU Entes Elektronikİbrahim ÖzdoğanNo ratings yet
- Key Benefits: Additional Protection With 269 Combination Inputs and OutputsDocument4 pagesKey Benefits: Additional Protection With 269 Combination Inputs and OutputsManuel Guio LopezNo ratings yet
- Danfoss Gas Detection: Controller UnitDocument8 pagesDanfoss Gas Detection: Controller UnitpikaNo ratings yet
- RealTimeTableDetails 7.5Document44 pagesRealTimeTableDetails 7.5Alfredo SilveiraNo ratings yet
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)From EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Rating: 5 out of 5 stars5/5 (2)
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)From EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Rating: 4.5 out of 5 stars4.5/5 (5)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsFrom EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo ratings yet
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationFrom EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationRating: 5 out of 5 stars5/5 (1)
- Mastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressFrom EverandMastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressRating: 5 out of 5 stars5/5 (1)
- Autodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersFrom EverandAutodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersNo ratings yet
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersFrom EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersNo ratings yet
- Fusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.From EverandFusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.No ratings yet