You might also like
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- Cast Iron We Just Need To Get Better at Telling Our StoryDocument11 pagesCast Iron We Just Need To Get Better at Telling Our StoryAsheesh shipra sharmaNo ratings yet
- Solutions Manual to accompany Engineering Materials ScienceFrom EverandSolutions Manual to accompany Engineering Materials ScienceRating: 4 out of 5 stars4/5 (1)
- PH3 30 Iron SteelDocument142 pagesPH3 30 Iron SteelMouna GuruNo ratings yet
- Carbon Emissions MEDocument5 pagesCarbon Emissions MEJanis Abstracta PlasmáticaNo ratings yet
- Ironmaking Process AlternativeDocument153 pagesIronmaking Process AlternativesintaNo ratings yet
- Cui2010 PDFDocument7 pagesCui2010 PDFJoshuaDavidMachucaMartinezNo ratings yet
- Boiler Deporst SetupDocument9 pagesBoiler Deporst SetupbalusmeNo ratings yet
- Stainless Steel Production by IfDocument4 pagesStainless Steel Production by IfAbhinav TiwariNo ratings yet
- 1 s2.0 S0016236123000145 MainDocument7 pages1 s2.0 S0016236123000145 MainSrikanth SrikantiNo ratings yet
- Study of Fly Ash Cement Concrete Pavement: Anjali Yadav 1, Nikhil Kumar YadavDocument6 pagesStudy of Fly Ash Cement Concrete Pavement: Anjali Yadav 1, Nikhil Kumar YadavKANDIKONDA RAVINDERNo ratings yet
- Xu 2010Document7 pagesXu 2010AmlaanNo ratings yet
- Laboratory: DisclaimerDocument30 pagesLaboratory: DisclaimerMashrurSamit 17No ratings yet
- Aluminium IndustryDocument103 pagesAluminium IndustryNitin RautNo ratings yet
- Ageless Aluminum-Cerium-Based Alloys in High-Volume Die Casting For Improved Energy EfficiencyDocument6 pagesAgeless Aluminum-Cerium-Based Alloys in High-Volume Die Casting For Improved Energy EfficiencyLilian Jefferson MalavaziNo ratings yet
- Carbon Emissions From Base Metal Mine Sites PDFDocument5 pagesCarbon Emissions From Base Metal Mine Sites PDFSt_LairNo ratings yet
- Steel ProfileDocument106 pagesSteel ProfileAman VermaNo ratings yet
- Automotive LCA Case Study 1-1Document44 pagesAutomotive LCA Case Study 1-1kobiaNo ratings yet
- The Die-Cast Copper Motor RotorDocument17 pagesThe Die-Cast Copper Motor Rotoruuur35No ratings yet
- 1 s2.0 S0360544218323739 MainDocument12 pages1 s2.0 S0360544218323739 MainAltaccount KıvançNo ratings yet
- Chapter 5Document20 pagesChapter 5Oscar Espinosa BonillaNo ratings yet
- Alumunium Research PosterDocument1 pageAlumunium Research PosterRAJARSHI ChakrabortyNo ratings yet
- International Journal of Greenhouse Gas Control: SciencedirectDocument15 pagesInternational Journal of Greenhouse Gas Control: SciencedirectdanielsmattosNo ratings yet
- Transition Asia Low Carbon Steel Development in Japan 1701593311Document34 pagesTransition Asia Low Carbon Steel Development in Japan 1701593311winder-surf0mNo ratings yet
- Newer Methods of Stainless Steel Production and Their Impact On Ferroalloy Consumption PatternDocument9 pagesNewer Methods of Stainless Steel Production and Their Impact On Ferroalloy Consumption Patternakanskah kumariNo ratings yet
- Induction Furnace Versus Electric Arc Furnace in Steelmaking Process Advantages and Disadvantages BY Koblenzer Harald Vucinic BojanDocument14 pagesInduction Furnace Versus Electric Arc Furnace in Steelmaking Process Advantages and Disadvantages BY Koblenzer Harald Vucinic BojanniazakhtarNo ratings yet
- Fact Energy 2016Document3 pagesFact Energy 2016Dimppy GandhiNo ratings yet
- Developing A Low Carbon Circular Economy For SteelDocument2 pagesDeveloping A Low Carbon Circular Economy For Steelxopor35982No ratings yet
- Municipal Castings Farm Equipment Construction, Mining & Oil Field Machinery RailroadDocument81 pagesMunicipal Castings Farm Equipment Construction, Mining & Oil Field Machinery RailroadNata 1986No ratings yet
- Optimization of Steelmaking Using Fastmet Direct Reduced Iron in The Blast FurnaceDocument9 pagesOptimization of Steelmaking Using Fastmet Direct Reduced Iron in The Blast FurnaceLiz FrancoNo ratings yet
- JOMPaperon CO2 Emissions FinalcorrectedversionDocument19 pagesJOMPaperon CO2 Emissions Finalcorrectedversionlolzzz114No ratings yet
- Current and Future Materials in Advanced Gas Turbine EnginesDocument4 pagesCurrent and Future Materials in Advanced Gas Turbine Enginesdeming9120No ratings yet
- Aluminium As A Green MaterialDocument3 pagesAluminium As A Green MaterialLaylaNo ratings yet
- Aluminium SmelterDocument5 pagesAluminium SmelterEnergiebleu ProjectsNo ratings yet
- ISSF Stainless Steel and Co2Document12 pagesISSF Stainless Steel and Co2Joshua WalkerNo ratings yet
- Energy Trends in Selected Manufacturing SectorsDocument14 pagesEnergy Trends in Selected Manufacturing Sectors3m3hNo ratings yet
- Iif Aluminium Day Chennai 16th April 2011Document44 pagesIif Aluminium Day Chennai 16th April 2011etamil87No ratings yet
- An Overview On Designing An Environmental Friendly Electrode Manufacturing Process (EFEMP)Document7 pagesAn Overview On Designing An Environmental Friendly Electrode Manufacturing Process (EFEMP)jai2009No ratings yet
- Study of C and Si Loss Through Oxidation in Cast Iron Base Metal Using Rotary Furnace For MeltingDocument7 pagesStudy of C and Si Loss Through Oxidation in Cast Iron Base Metal Using Rotary Furnace For Meltingagbajelola idrisNo ratings yet
- Fact Sheet Scrap Use in The Steel IndustryDocument2 pagesFact Sheet Scrap Use in The Steel IndustryrezaNo ratings yet
- Copper in The Rotor For Lighter Longer Lasting MotDocument15 pagesCopper in The Rotor For Lighter Longer Lasting MotVisanFlorinNo ratings yet
- Manufacturing of FB2 Material For RotorDocument30 pagesManufacturing of FB2 Material For RotorEdwardt Sinaga100% (1)
- Development of The Copper Motor RotorDocument13 pagesDevelopment of The Copper Motor RotorIjabiNo ratings yet
- State of The Art and Future of The Blast FurnaceDocument16 pagesState of The Art and Future of The Blast Furnacesaibal_silNo ratings yet
- Study of Carbon and Silicon Loss Through Oxidation in Cast Iron Base Metal Using Rotary Furnace For MeltingDocument6 pagesStudy of Carbon and Silicon Loss Through Oxidation in Cast Iron Base Metal Using Rotary Furnace For Meltingagbajelola idrisNo ratings yet
- Teck Steelmaking Coal Fact SheetDocument3 pagesTeck Steelmaking Coal Fact Sheetkkd kdkqNo ratings yet
- Solid Waste Management in A Steel PlantDocument5 pagesSolid Waste Management in A Steel PlanthadimarviNo ratings yet
- Charging Hot Metal To The EAFDocument8 pagesCharging Hot Metal To The EAFD_RAJNo ratings yet
- Energy Analysis of The Steel Making IndustryDocument7 pagesEnergy Analysis of The Steel Making Industrymrshami7754No ratings yet
- NadcaDocument8 pagesNadcaSandeep SNo ratings yet
- ND RD ND RD RD: 1e12 Low Carbon Steel Stainless Steel NickelDocument3 pagesND RD ND RD RD: 1e12 Low Carbon Steel Stainless Steel NickelLeon TanNo ratings yet
- Conversion of Sponge Iron From Low Grade Iron Ore and Mill Scale Through Simulating Tunnel Kiln ConditionDocument6 pagesConversion of Sponge Iron From Low Grade Iron Ore and Mill Scale Through Simulating Tunnel Kiln ConditionShafiqul ChowdhuryNo ratings yet
- Sản xuất kim loại bằng điện hóaDocument7 pagesSản xuất kim loại bằng điện hóaPham Tuan TuNo ratings yet
- Addition of Renewable Carbon To Liquid Steel: Plant Trials at Onesteel Sydney Steel MillDocument13 pagesAddition of Renewable Carbon To Liquid Steel: Plant Trials at Onesteel Sydney Steel MillRidwand KartikaNo ratings yet
- Cost Minimization of Liquid Steel Production in Libyan Iron and Steel CompanyDocument8 pagesCost Minimization of Liquid Steel Production in Libyan Iron and Steel CompanyAli MahamedNo ratings yet
- New Methods of Al Recyc PDFDocument6 pagesNew Methods of Al Recyc PDFSrinivasa Rao PulivartiNo ratings yet
- Kho Swinbourne10 Mpm188 EAFDocument9 pagesKho Swinbourne10 Mpm188 EAFalilounahdisteNo ratings yet
- The Aluminium Industry, Environment, Technology, and ProductionDocument56 pagesThe Aluminium Industry, Environment, Technology, and ProductionPutra Chandra Wijaya100% (3)
- Indian Institute of Technology Department of Metallurgical and Materials EngineeringDocument25 pagesIndian Institute of Technology Department of Metallurgical and Materials Engineeringprathap sNo ratings yet
- 2006 Davidarnold PDFDocument15 pages2006 Davidarnold PDFRishi SharmaNo ratings yet
- Nassiri2009 PDFDocument6 pagesNassiri2009 PDFrajeevkumarchoudharyNo ratings yet
- Energy Use Pattern H L Kushwaha PDFDocument11 pagesEnergy Use Pattern H L Kushwaha PDFrajeevkumarchoudharyNo ratings yet
- Length of Operational Life and Its Impact On Life-Cycle Costs of A Tractor in SwitzerlandDocument9 pagesLength of Operational Life and Its Impact On Life-Cycle Costs of A Tractor in SwitzerlandrajeevkumarchoudharyNo ratings yet
- Integrated Crop Management Technology For Enhanced Productivity, Resource-Use Efficiency and Soil Health in Legumes - A ReviewDocument12 pagesIntegrated Crop Management Technology For Enhanced Productivity, Resource-Use Efficiency and Soil Health in Legumes - A ReviewrajeevkumarchoudharyNo ratings yet
- Optimizing Field MachinDocument5 pagesOptimizing Field MachinrajeevkumarchoudharyNo ratings yet
- Energy Paper (1) - Energy - EGY2353-2009Document6 pagesEnergy Paper (1) - Energy - EGY2353-2009rajeevkumarchoudharyNo ratings yet
- M 2 SAW D1.1 2015 Form PDFDocument1 pageM 2 SAW D1.1 2015 Form PDFyounessNo ratings yet
- Awwa c501-1992 铸铁闸阀Document24 pagesAwwa c501-1992 铸铁闸阀allauScribd0% (1)
- 303 Stainless Steel Material Data SheetDocument3 pages303 Stainless Steel Material Data SheetBlack LotusNo ratings yet
- MSP050 Mechanical Field Painting Rev.2Document21 pagesMSP050 Mechanical Field Painting Rev.2pertiwielsyaNo ratings yet
- Basics of Jewelry MakingDocument13 pagesBasics of Jewelry Makingtherobroy80% (15)
- Literature - 220 Ancra CatalogDocument116 pagesLiterature - 220 Ancra Catalogvinurules20No ratings yet
- Complying With Nace Hardness RequirementsDocument5 pagesComplying With Nace Hardness Requirementsmanimaran100% (2)
- Customer List For Ped, w0, Ped QMS, Ce Approval & Asme Jobs With Other Inspection ServicesDocument34 pagesCustomer List For Ped, w0, Ped QMS, Ce Approval & Asme Jobs With Other Inspection Servicesapi-3703379100% (3)
- Engineering and Material Standard For Double Pipe Heat ExchangersDocument13 pagesEngineering and Material Standard For Double Pipe Heat ExchangersRezaNo ratings yet
- Building Materials ReviewerDocument104 pagesBuilding Materials ReviewerAl RomanoNo ratings yet
- 630 2005 Reff2021Document11 pages630 2005 Reff2021Yoginder SainiNo ratings yet
- Completion Packer FluidDocument6 pagesCompletion Packer FluidROZANANo ratings yet
- TTT DiagramDocument33 pagesTTT DiagramSuresh NatarajanNo ratings yet
- Norma de Aço Chines GB 24511 - 2009Document25 pagesNorma de Aço Chines GB 24511 - 2009JULIO GOMES100% (1)
- By Sabandi Ismadi WE/ IIW CertifiedDocument4 pagesBy Sabandi Ismadi WE/ IIW CertifiedStefanus HerriejadyNo ratings yet
- 133 Trepanier Pelton 2005Document7 pages133 Trepanier Pelton 2005AssyakurNo ratings yet
- Wps PQRDocument7 pagesWps PQRsobariNo ratings yet
- 8 Minerals in India IDocument11 pages8 Minerals in India Ipratima patelNo ratings yet
- Steel Grating WeightDocument4 pagesSteel Grating WeightCane CirpoNo ratings yet
- Etag 032 Part 4 May 2013Document34 pagesEtag 032 Part 4 May 2013coolkaisyNo ratings yet
- A1020A1020M-02 (2012) Standard Specification For SteeDocument4 pagesA1020A1020M-02 (2012) Standard Specification For SteeRony YudaNo ratings yet
- CT 194111Document48 pagesCT 194111liebofreakNo ratings yet
- Bessemer FurnaceDocument4 pagesBessemer FurnaceHariman El EmirNo ratings yet
- Dokumen - Tips SR en 10088 1 2005 Oteluri Inoxidabile Partea 1 Lista Otelurilor InoxidabilepdfDocument2 pagesDokumen - Tips SR en 10088 1 2005 Oteluri Inoxidabile Partea 1 Lista Otelurilor InoxidabilepdfraduonoNo ratings yet
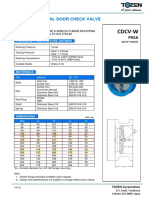
- CDCV-W (Group) (V1116)Document1 pageCDCV-W (Group) (V1116)ismi iqhwan ihsanNo ratings yet
- Library Database Updated 2010Document281 pagesLibrary Database Updated 2010edmanuel0216100% (1)
- ASTM A36 Steel Plate - Completely SpecificationsDocument3 pagesASTM A36 Steel Plate - Completely SpecificationsTaimur WaleedNo ratings yet
- Assignment Tension MemberDocument8 pagesAssignment Tension MemberSavan RabariNo ratings yet
- MECCOCT18-12582: Investigation of The Electrochemical Properties of An Economical Lean Duplex Stainless Steel AlloyDocument12 pagesMECCOCT18-12582: Investigation of The Electrochemical Properties of An Economical Lean Duplex Stainless Steel AlloyMikeNo ratings yet
- Ficha Tecnica - 300612G PDFDocument6 pagesFicha Tecnica - 300612G PDFPepe PedroNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Phase Equilibria in Chemical EngineeringFrom EverandPhase Equilibria in Chemical EngineeringRating: 4 out of 5 stars4/5 (11)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)